
Уобичајене методе резања навоја
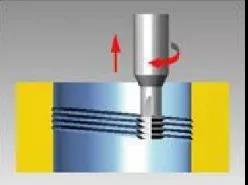

Навој за глодање Навој за окретање
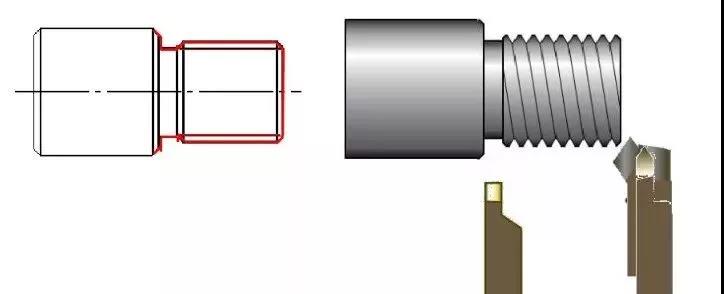
Технолошки процес
Крајња страна окретања један главни пречник окретног навоја (д < номинални пречник) једно подрезивање (< мањег пречника навоја) → искошење → окретни навој (окрећење са више резача)
Вештине инсталације
Уградња радног предмета
Изаберите одговарајући положај стезања.
Има довољно силе стезања.


Монтирајте инсталацију
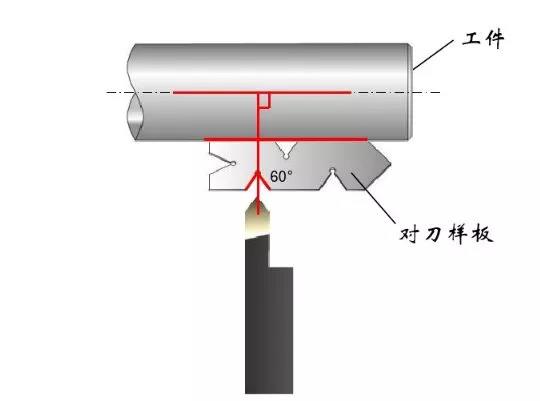
Кључне тачке уградње: угаона подела врха алата је окомита на осу радног предмета.Цнц окретни део
Подешавање машина алатке
За окретање навоја
Подесите брзину вретена
Подешавање висине тона

Напомена
1. Избегавајте „случајну копчу“
[ако овај други нож не упадне у жлеб за навој методом окретања претходног ножа, радни предмет ће бити одбачен. ]
Ако корак завртња није интегрална вредност корака радног предмета, мора се окренути окретањем напред и назад
Релативни положај између радног предмета и вретена се не може променити.
Ако се алат промени или избруси, алат треба поново подесити.Цнц машински део
2. Спречите "убодење"
[расподела додатка за машинску обраду је неразумна, или је прихватљивији додатак за једно окретање, што чини две стране навоја грубим, па чак и окрњеним. ]
Стезање радног предмета и алата
Разумна алокација додатка и избор одговарајуће методе исхране
Повуците нож на време.
Анебон Метал Продуцтс Лимитед може да пружи услуге ЦНЦ обраде, ливења под притиском, машинске обраде лима, слободно нас контактирајте.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Време поста: Јан-02-2020