
Да ли разумете однос између нониус чељусти и микрометара и ЦНЦ индустрије?
И калибра и микрометри су прецизни мерни алати који се обично користе у ЦНЦ индустрији за тачна мерења димензија.
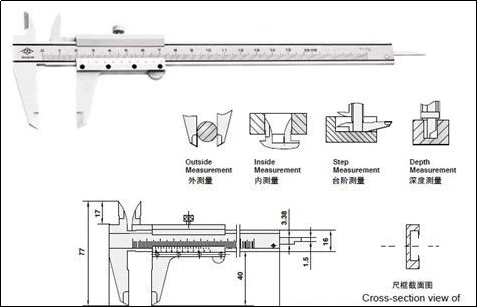
Нониусне чељусти, познате и као нониус скале или клизне чељусти, су ручни мерни инструменти који се користе за мерење спољашњих димензија (дужине, ширине и дебљине) објеката. Састоје се од главне скале и клизне скале нонијуса, што омогућава прецизна очитавања изван резолуције главне скале.
Микрометри су, с друге стране, специјализованији и способнији да мере изузетно мала растојања са високом прецизношћу. Користе се за мерење димензија као што су пречник, дебљина и дубина. Микрометри пружају мерења у микрометрима (µм) или хиљадитим деловима милиметра.
У ЦНЦ индустрији, прецизност је кључна за обезбеђивање тачне обраде и производних процеса. Нониус калибра и микрометри играју виталну улогу у контроли квалитета, инспекцији и прецизним мерењимаЦНЦ машински обрађени делови. Они омогућавају ЦНЦ оператерима и техничарима да верификују димензије, одржавају чврсте толеранције и обезбеђују правилно функционисање ЦНЦ машина.
Комбинација ЦНЦ технологије и прецизних мерних алата као што су калибри и микрометри помажу у рационализацији производних процеса, побољшању ефикасности и испоруци висококвалитетних ЦНЦ обрађених компоненти.
Преглед Верниер чељусти
Као широко коришћен мерни алат високе прецизности, нониус се састоји од два дела: главне ваге и клизног нониуса причвршћеног за главну вагу. Ако се подели према вредности скале нонија, мерач нонија се дели на три типа: 0,1, 0,05 и 0,02 мм.
Како читати нониус чељусти
Узимајући за пример прецизну калипер са скалом од 0,02 мм, метода очитавања се може поделити у три корака;
1) Очитати цео милиметар према најближој скали на главној скали лево од нулте линије помоћне скале;
2) Помножите 0,02 да бисте прочитали децималу према броју угравираних линија поравнатих са скалом на главној скали на десној страни нулте линије помоћне скале;
3) Саберите горње целобројне и децималне делове да бисте добили укупну величину.
Метода очитавања 0,02 мм нониус калибра
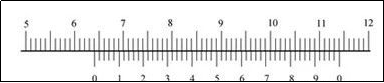
Као што је приказано на горњој слици, скала на предњој страни главне скале окренута према 0 линији подскале је 64 мм, а 9. линија после 0 линије подскале је поравната са угравираном линијом главне скале.
9. ред после линије 0 подскале значи: 0,02×9= 0,18 мм
Дакле, величина измереног радног комада је: 64+0,18=64,18мм
Како користити нониус калипер
Скупите чељусти да видите да ли је нониус поравнат са ознаком нуле на главној скали. Ако је поравната, може се измерити: ако није поравната, треба забележити нулту грешку: линија нулте скале нонија назива се позитивна нулта грешка на десној страни нулте скале на телу лењира, а негативна нулта грешка се назива негативна нулта грешка на левој страни нулте скале на телу лењира (овај метод регулације је у складу са регулацијом бројевне осе, порекло је позитивно када је почетак на десној страни, а негативан када је почетак на левој страни).
Приликом мерења држите тело лењира десном руком, померите курсор палцем и држитецнц алуминијумски деловиса спољним пречником (или унутрашњим пречником) левом руком, тако да се предмет који се мери налази између спољних мерних канџи, а када је чврсто причвршћен за мерне канџе, можете да читате, као што је приказано на слици испод :
Примена Верниер чељусти у услугама ЦНЦ обраде
Као уобичајени мерни алат, калипер се може користити у следећа четири аспекта:
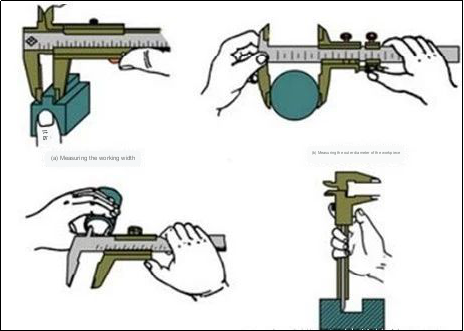
1) Измерите ширину радног комада
2) Измерите спољни пречник радног комада
3) Измерите унутрашњи пречник радног комада
4) Измерите дубину радног предмета
Специфичне методе мерења ова четири аспекта су приказане на слици испод:
Примена Верниер чељусти уУслуге ЦНЦ обраде
Као уобичајени мерни алат, калипер се може користити у следећа четири аспекта:
1) Измерите ширину радног комада
2) Измерите спољни пречник радног комада
3) Измерите унутрашњи пречник радног комада
4) Измерите дубину радног предмета
Специфичне методе мерења ова четири аспекта су приказане на слици испод:
Мере предострожности за употребу
Нониус је релативно прецизан мерни алат и приликом употребе треба обратити пажњу на следеће ствари:
1. Пре употребе, очистите мерну површину две стопице копче, затворите две стопице и проверите да ли је линија 0 помоћног лењира поравната са линијом 0 главног лењира. Ако није, очитавање мерења треба кориговати у складу са првобитном грешком.
2. Приликом мерења радног предмета, мерна површина стопице стезаљке мора бити паралелна или окомита на површину радног предмета, и не сме бити нагнута. И сила не би требало да буде превелика, како се не би деформисала или истрошила стопала копче, што ће утицати на тачност мерења. 3. Приликом читања, линија вида треба да буде окомита на површину скале, иначе ће измерена вредност бити нетачна.
4. Када мерите унутрашњи пречник, лагано га протресите да бисте пронашли максималну вредност.
5. Након што се калипер потроши, пажљиво га обришите, нанесите заштитно уље и поставите га равно у поклопац. у случају да зарђа или савије.
Спирални микрометар, који се назива и микрометар, је прецизан мерни алат. Принцип, структура и употреба спиралног микрометра биће објашњени у наставку.
Шта је спирални микрометар?
Спирални микрометар, познат и као микрометар, спирални микрометар, центиметарска картица, је прецизнији алат за мерење дужине од нониус калибра. Може прецизно измерити дужину до 0,01 мм, а опсег мерења је неколико центиметара.
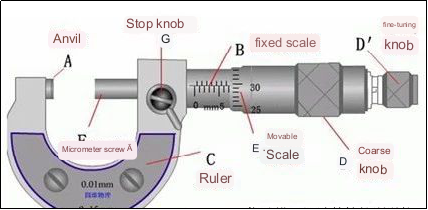
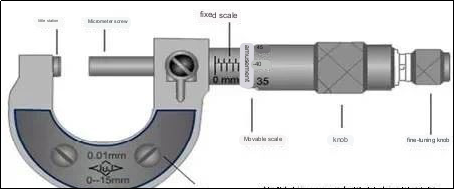
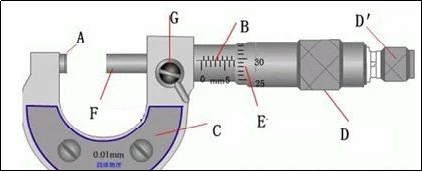
Структура спиралног микрометра
Следи шематски дијаграм структуре спиралног микрометра:
Принцип рада вијчаног микрометра
Вијчани микрометар је направљен по принципу вијчаног појачања, односно завртањ се једном окреће у матици, а вијак напредује или се повлачи дуж правца осе ротације за растојање од једног корака. Према томе, мало растојање померено дуж осе може се изразити очитавањем обима.
Корак прецизног навоја вијчаног микрометра је 0,5 мм, а покретна скала има 50 једнако подељених скала. Када се покретна вага једном окрене, микрометарски завртањ може напредовати или повлачити за 0,5 мм, тако да је ротирање сваког малог дела еквивалентно мерењу. Може се видети да свака мала подела покретне скале представља 0,01 мм, тако да вијчани микрометар може бити тачан до 0,01 мм. Пошто се може проценити да чита још једну, може се очитати до хиљадитих делова милиметара, па се назива и микрометар.
Како користити спирални микрометар
Када често помажемо купцима да повежу наш инструмент за прикупљање података са спиралним микрометром за мерење високе ефикасности, често наводимо купце да ураде следеће када праве спирални микрометар:
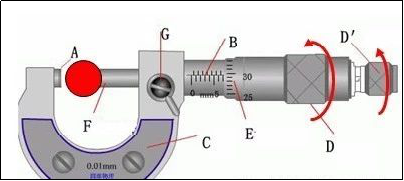
1. Проверите нулту тачку пре употребе: полако окрените дугме за фино подешавање Д′ да би мерна шипка (Ф) у контакту са мерним наковњем (А) све док чегртаљка не зачује звук. У овом тренутку, нулта тачка на покретном лењиру (покретна чаура) Угравирана линија треба да буде поравната са референтном линијом (дуга хоризонтална линија) на фиксној чаури, иначе ће бити нулте грешке.
2. Држите оквир лењира (Ц) у левој руци, десном руком окрените дугме за грубо подешавање Д да би растојање између мерне шипке Ф и наковња А било мало веће од мереног објекта, ставите измерени објекат, окрените заштитно дугме Д' да причврстите мерни објекат док се чегртаљка не огласи, окрените фиксно дугме Г да фиксирате мерну шипку и извршите очитавање.
Метода очитавања вијчаног микрометра
1. Прво прочитајте фиксну скалу
2. Поново прочитајте половину скале, ако је линија полускала изложена, забележите је као 0,5 мм; ако линија половине скале није изложена, забележите је као 0,0 мм;
3. Поново прочитајте покретну скалу (обратите пажњу на процену) и забележите је као н×0,01 мм;
4. Коначни резултат очитавања је фиксна скала + полускала + покретна скала
Пошто је резултат читања спиралног микрометра тачан до хиљадити део у мм, спирални микрометар се назива и микрометар.
Мере опреза за спирални микрометар
1. Приликом мерења, обратите пажњу да престанете да користите дугме када се микрометарски завртањ приближава објекту који треба да се мери, и користите дугме за фино подешавање да бисте избегли претерани притисак, који не само да може учинити резултат мерења тачним, већ и заштитити вијчани микрометар.
2. Приликом читања обратите пажњу да ли је откривена угравирана линија која показује пола милиметра на фиксној скали.
3. Приликом читања на хиљадитим месту је процењена бројка која се не може случајно бацити. Чак и ако је нулта тачка фиксне скале само поравната са одређеном линијом скале на покретној скали, хиљадито место такође треба читати као „0″.
4. Када су мали наковањ и микрометарски завртањ близу један другом, нулта тачка покретне скале се не поклапа са нултом тачком фиксне скале, и биће нулта грешка, коју треба исправити, тј. вредност нулте грешке треба уклонити из очитавања коначног мерења дужине.
Правилна употреба и одржавање спиралног микрометра
• Проверите да ли је нулта линија тачна;
• Приликом мерења, мерену површину радног предмета треба обрисати;
• Када је радни предмет велики, треба га мерити на гвожђу у облику слова В или равној плочи;
• Обришите мерну шипку и наковањ пре мерења;
• Зашрафљивање покретне чауре је неопходан уређај за померање;
• Не отпуштајте задњи поклопац, како не бисте променили нулту линију;
• Немојте додавати обично моторно уље између фиксне чауре и покретне чауре;
• Након употребе обришите уље и ставите га у посебну кутију на суво место.
Анебон потрага и циљ предузећа је „Увек задовољити захтеве наших купаца“. Анебон наставља да успоставља, стилизује и дизајнира изванредну робу врхунског квалитета за наше застареле и нове потенцијале и остварује перспективу која је добитна за нашу клијентелу, баш као што прилагођавамо високо прецизне профиле за екструзију, ЦНЦ делове за стругање алуминијума и делове за глодање алуминијума за купце . Анебон раширених руку позвао је све заинтересоване купце да посете наш сајт или нас директно контактирају за даље информације.
Фабрички прилагођена кинеска ЦНЦ машина и ЦНЦ машина за гравирање, Анебон-ов производ су широко препознати и имају поверења корисника и могу задовољити економске и друштвене потребе које се стално развијају. Анебон поздравља нове и старе купце из свих сфера живота да нам се јаве за будуће пословне односе и постизање заједничког успеха!
Време поста: Јул-03-2023