
Hyrje:
Në artikujt e mëparshëm, ekipi ynë i Anebon ka ndarë me ju njohuritë bazë të dizajnit mekanik. Sot do të mësojmë më tej konceptet sfiduese në dizajnin mekanik.
Cilat janë pengesat kryesore për parimet e projektimit mekanik?
Kompleksiteti i dizajnit:
Projektimet mekanike janë zakonisht komplekse dhe kërkojnë që inxhinierët të kombinojnë sisteme, komponentë dhe funksione të ndryshme.
Për shembull, dizajnimi i një kuti ingranazhi që transferon në mënyrë efektive fuqinë pa kompromentuar gjëra të tjera si madhësia dhe pesha si dhe zhurma është një sfidë.
Zgjedhja e materialit:
Zgjedhja e materialit të duhur për dizajnin tuaj është thelbësore, pasi ato ndikojnë në faktorë të tillë si qëndrueshmëria, forca dhe kostoja.
Për shembull, zgjedhja e materialit të përshtatshëm për një komponent me stres të lartë të një motori për avion nuk është i lehtë për shkak të nevojës për të rënduar peshën duke ruajtur aftësinë për të duruar temperaturat ekstreme.
Kufizimet:
Inxhinierët duhet të punojnë brenda kufizimeve si koha, buxheti dhe burimet në dispozicion. Kjo mund të kufizojë planet dhe të bëjë të nevojshme përdorimin e shkëmbimeve të arsyeshme.
Për shembull, dizenjimi i një sistemi ngrohje efikase që është me kosto efektive për një shtëpi dhe ende në përputhje me kërkesat e efikasitetit të energjisë mund të paraqesë probleme.
Kufizimet në prodhim
Projektuesit duhet të marrin parasysh kufizimet e tyre në metodat dhe teknikat e prodhimit gjatë projektimit të modeleve mekanike. Në balancimin e synimit të projektimit me aftësitë e pajisjeve dhe proceseve mund të jetë një problem.
Për shembull, dizajnimi i një komponenti në formë komplekse që mund të prodhohet vetëm nëpërmjet teknikave të prodhimit të makinerive të shtrenjta ose aditivëve.
Kërkesat funksionale:
Përmbushja e të gjitha kërkesave për dizajnin, duke përfshirë sigurinë, performancën ose besueshmërinë e një dizajni, mund të jetë e vështirë.
Për shembull, dizenjimi i një sistemi frenimi që siguron fuqi të saktë ndaluese, duke garantuar gjithashtu sigurinë e përdoruesve mund të jetë një sfidë.
Optimizimi i dizajnit:
Gjetja e zgjidhjes më të mirë të projektimit që balancon shumë qëllime të ndryshme, duke përfshirë peshën, koston ose efikasitetin, nuk është e lehtë.
Për shembull, optimizimi i dizajnit të krahëve të një avioni për të ulur tërheqjen dhe peshën, pa dëmtuar integritetin strukturor, kërkon analiza të sofistikuara dhe teknika të projektimit përsëritës.
Integrimi në sistem:
Përfshirja e komponentëve dhe nënsistemeve të ndryshme në një dizajn të unifikuar mund të jetë një çështje e madhe.
Për shembull, dizenjimi i një sistemi të pezullimit të automobilave që rregullon lëvizjen e shumë komponentëve, ndërsa peshimi i faktorëve si rehatia, stabiliteti dhe qëndrueshmëria mund të paraqesë vështirësi.
Përsëritja e dizajnit:
Proceset e projektimit zakonisht përfshijnë rishikime dhe përsëritje të shumta për të përmirësuar dhe përmirësuar idenë fillestare. Bërja e ndryshimeve të dizajnit në mënyrë efikase dhe efektive është një sfidë si për sa i përket kohës së kërkuar dhe fondeve në dispozicion.
Për shembull, optimizimi i dizajnit të një artikulli të konsumit me një seri përsëritjesh që përmirësojnë ergonominë dhe estetikën e përdoruesit.
Konsiderata në lidhje me mjedisin:
Integrimi i qëndrueshmërisë në dizajn dhe ulja e ndikimit mjedisor të një ndërtese po bëhet më thelbësore. Balanca midis aspekteve funksionale dhe faktorëve të tillë si aftësia për të ricikluar, efikasiteti i energjisë dhe emetimet mund të jetë i vështirë. Për shembull, dizenjimi i një motori efikas që redukton emetimet e gazrave serrë, por nuk rrezikon performancën.
Dizajni dhe montimi i prodhueshmërisë
Aftësia për të siguruar që një dizajn do të prodhohet dhe montohet brenda kufizimeve kohore dhe kostos mund të jetë një problem.
Për shembull, thjeshtimi i montimit të një produkti të komplikuar do të zvogëlojë kostot e punës dhe të prodhimit, duke siguruar njëkohësisht standardet e cilësisë.
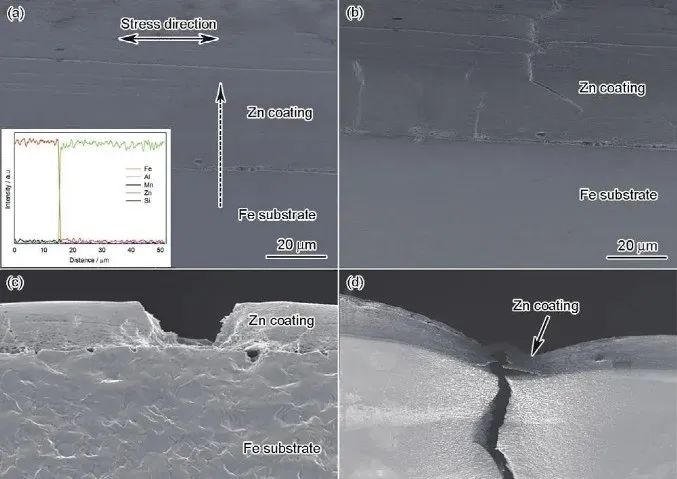
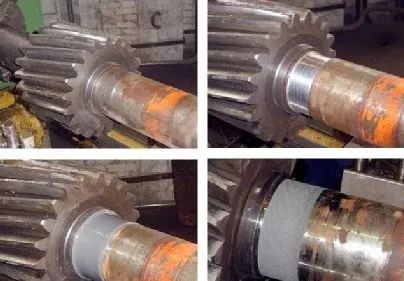
1. Dështimet janë rezultat i pjesëve mekanike të thyera në përgjithësi, deformimeve të rënda të mbetura, dëmtimit të sipërfaqes së komponentëve (veshje nga korrozioni, lodhje nga kontakti dhe konsumim) Dështim për shkak të konsumimit në mjedisin normal të punës.
2. Komponentët e projektimit duhet të plotësojnë përfshijnë kërkesat për të siguruar që ato të mos dështojnë brenda kornizës kohore të jetës së tyre të paracaktuar (fortësia ose ngurtësia, jetëgjatësia) dhe kërkesat e procesit strukturor kërkesat ekonomike, kërkesat për peshë të ulët dhe kërkesat e besueshmërisë.
3. Kriteret e projektimit për komponentët duke përfshirë kriteret e forcës dhe ngurtësisë, kërkesat e jetës, si dhe kriteret e qëndrueshmërisë së vibrimit dhe kriteret për besueshmërinë.
4. Metodat e projektimit të pjesëve: dizajni teorik, dizajni empirik dhe dizajni i testit të modelit.
5. Të përdorura zakonisht për komponentët mekanikë janë materialet metalike, materialet qeramike, materiali polimer si dhe materiali i përbërë.
6. Forca e pjesëve mund të ndahet në forcën e stresit statik si dhe në forcën e ndryshueshme të stresit.
7. Raporti i sforcimit: = -1 është sforcimi simetrik në formë ciklike; vlera r = 0 është stresi ciklik që është pulsues.
8. Besohet se faza BC quhet lodhje e tendosjes (lodhja e ciklit të ulët) CD i referohet fazës së lodhjes së pafundme. Segmenti i linjës pas pikës D është niveli i pafundëm i dështimit të ekzemplarit. Pika D është kufiri i përhershëm i lodhjes.
9. Strategjitë për të përmirësuar forcën e pjesëve që janë të lodhura zvogëlojnë efektin e stresit në elementë (brazdat e lehtësimit të ngarkesës hapin unazat) Zgjidhni materiale që kanë forcë të lartë për lodhje dhe më pas specifikoni metodat për trajtimin termik dhe teknikat e forcimit që rrisin forcën e lodhur materialet.
10. Fërkimi i rrëshqitjes: Fërkimi i kufijve të fërkimit të thatë, fërkimi i lëngut dhe fërkimi i përzier.
11. Procesi i konsumimit të komponentëve përfshin fazën e konsumimit, fazën e konsumit të qëndrueshëm dhe fazën e konsumit të rëndë. që është e rëndë.
12. Klasifikimi i veshin është veshin ngjitës, veshin gërryes dhe lodhje konsum korrozioni, veshin erozionit, dhe veshin fretting.
13. Lubrifikantët mund të klasifikohen në katër kategori që janë të lëngëta, yndyrat gjysmë të ngurta të gazta, të ngurta dhe të lëngshme klasifikohen në yndyrat me bazë kalciumi, yndyrat me bazë nano Grease me bazë alumini dhe yndyrat me bazë litiumi.
14. Fijet normale të lidhjes kanë një formë trekëndëshi barabrinjës dhe veti të shkëlqyera vetëmbyllëse. fijet e transmetimit drejtkëndor ofrojnë performancë më të lartë në transmetim sesa fijet e tjera. Fijet e transmisionit trapezoid janë ndër fijet më të njohura të transmetimit.
15. Fijet lidhëse që përdoren zakonisht kërkojnë vetë-kyçje, prandaj zakonisht përdoren fijet me një fije. Fijet e transmisionit kanë nevojë për efikasitet të lartë për transmetim dhe për këtë arsye përdoren shpesh fijet me fije të trefishta ose me dy fije.
16. Lidhjet e rregullta të bulonave (komponentët e lidhur përfshijnë vrimat përmes ose janë riformuar) Vida lidhëse me dy koka, lidhjet me vidë, si dhe vida me lidhje të vendosura.
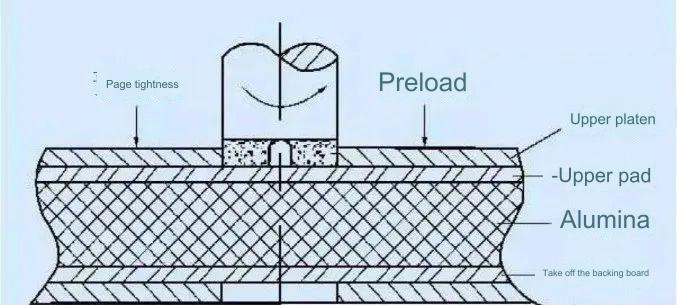
17. Qëllimi i para-shtrëngimit të lidhjeve me fileto është të përmirësojë qëndrueshmërinë dhe forcën e lidhjes dhe të ndalojë boshllëqet ose rrëshqitjen midis dy pjesëve kur ngarkohen. Çështja kryesore me lidhjet tensionuese që janë të lirshme është ndalimi i kthimit të çiftit spirale në lidhje me njëri-tjetrin gjatë ngarkimit. (Fërkimi kundër lirimit dhe mekanik për të ndaluar lirimin, duke hequr lidhjen midis lëvizjes dhe lëvizjes së çiftit spirale)
18. Rritja e qëndrueshmërisë së lidhjeve me fileto zvogëlon amplituda e stresit e cila ndikon në forcën e bulonave të lodhjes (ul ngurtësinë e bulonës ose rrit ngurtësinë e lidhjespjesë cnc me porosi) dhe përmirëson shpërndarjen e pabarabartë të ngarkesës mbi fijet. zvogëloni efektin nga akumulimi i stresit, si dhe zbatoni një procedurë prodhimi më efikase.
19. Llojet e lidhjeve kyçe: lidhje e rrafshët (të dyja anët funksionojnë si sipërfaqe) lidhje gjysmërrethore e çelësit me pykë lidhje kyçe me kënd tangjencial.
20. Ngasja e rripit mund të ndahet në dy lloje: lloji i rrjetës dhe lloji i fërkimit.
21. Momenti i sforcimit maksimal për rripin është kur pjesa e ngushtë e tij fillon në rrotull. Tensioni ndryshon katër herë gjatë një rrotullimi në rrip.
22. Tensionimi i makinës së rripit V: Mekanizëm i rregullt tensionues, pajisje tensionuese automatike dhe pajisje tensionuese që përdor një rrotë tensionuese.
23. Lidhjet në zinxhirin e rrotullës janë zakonisht në një numër tek (sasia e dhëmbit në dhëmbëz mund të jetë një numër jo i rregullt). Nëse zinxhiri i rrotullës ka numra të panatyrshëm, atëherë përdoren lidhje të tepërta.
24. Qëllimi i tensionimit të makinës së zinxhirit është të parandalojë problemet e rrjetës dhe dridhjet e zinxhirit kur skajet e lirshme të zinxhirit bëhen shumë, dhe të përmirësohet këndi i rrjetëzimit midis rrotullës dhe zinxhirit.
25. Mënyrat e dështimit të ingranazheve përfshijnë: thyerjen e dhëmbëve në ingranazhet dhe konsumimin në sipërfaqen e dhëmbit (ingranazhet e hapura) gropa të sipërfaqes së dhëmbit (ingranazhet e mbyllura) ngjitësin e sipërfaqes së dhëmbit dhe deformimin e plastikës (kreshtat në brazda të drejtuara nga rrota në rrotën lëvizëse ).
26. Ingranazhet, fortësia e sipërfaqes së të cilave është më e madhe se 350HBS, ose 38HRS, njihen si ingranazhe me fytyrë të fortë ose me fytyrë të fortë ose, nëse nuk janë, me fytyrë të butë.
27. Rritja e saktësisë së prodhimit, zvogëlimi i diametrit të ingranazhit për të ulur shpejtësinë e rrotullimit, mund të zvogëlojë ngarkesën dinamike. Për të ulur ngarkesën dinamike, ingranazhi mund të pritet. Qëllimi i kthimit të dhëmbëve të ingranazhit në kazan është rritja e forcës së formës së majës së dhëmbit. shpërndarja e ngarkesës me drejtim.
28. Sa më i madh të jetë këndi i plumbit të koeficientit të diametrit, aq më i madh është efikasiteti dhe aq më pak aftësia vetëmbyllëse.
29. Ingranazhi i krimbit duhet të zhvendoset. Pas zhvendosjes, rrethi i indeksit si dhe rrethi i hapit të krimbit përputhen, megjithatë është e qartë se linja midis dy krimbave ka ndryshuar dhe nuk përputhet me rrethin tregues të ingranazhit të tij të krimbit.
30. Mënyrat e dështimit të transmetimit të krimbave, si p.sh. korrozioni me gropë, thyerja e rrënjës së dhëmbit thyen ngjitjen e sipërfaqes së dhëmbit dhe konsumimin e tepërt; ky është zakonisht rasti me ingranazhet e krimbave.
31. Humbja e fuqisë nga konsumimi dhe konsumimi i kushinetave të rrjetës së makinës së krimbit të mbyllur, si dhe humbja e spërkatjeve të vajit sikomponentët e bluarjes cncqë futen në pellgun e vajit nxisin vajin.
32. Makina e krimbit duhet të bëjë llogaritjet e bilancit termik bazuar në supozimin se energjia e gjeneruar për njësi të kohës është e njëjtë me shpërndarjen e nxehtësisë në të njëjtën periudhë kohore. Hapat që duhen ndërmarrë: Instaloni lavamanët e nxehtësisë dhe rrisni zonën e shpërndarjes së nxehtësisë dhe instaloni ventilatorë në skajet e boshtit në mënyrë që të rritet rrjedha e ajrit dhe së fundi, instaloni tubacionet e ftohjes së qarkulluesit brenda kutisë.
33. Kushtet që lejojnë zhvillimin e lubrifikimit hidrodinamik: dy sipërfaqe që janë rrëshqitëse formojnë një hendek në formë pyke që është konvergjent dhe dy sipërfaqet që ndahen nga filmi i vajit duhet të kenë një shpejtësi të mjaftueshme rrëshqitjeje dhe lëvizja e tyre duhet të lejojë vaji që lubrifikon të rrjedhë përmes hapjes së madhe në atë më të vogël dhe lubrifikimi duhet të jetë i një viskoziteti të caktuar, dhe sasia e vajit në dispozicion duhet të jetë adekuate.
34. Dizajni themelor i kushinetave rrotulluese: unaza e jashtme, unazat e brendshme, trupi hidraulik dhe kafazi.
35. 3 kushineta rul konik pesë kushineta shtytje gjashtë kushineta me groove të thellë shtatë kushineta kontakti këndor N kushineta cilindrike rul 01, 02 dhe 03 respektivisht. D=10mm, 12mm 15mm, 17,mm i referohet 20mm është d=20mm, 12 është referencë për 60mm.
36. Vlerësimi bazë i jetëgjatësisë është sasia e orëve të punës në të cilat 10% e kushinetave brenda një grupi kushinetash ndikohen nga korrozioni me gropë, por 90 për qind e tyre nuk vuajnë nga dëmtimet e korrozionit të gropave konsiderohet të jetë jetëgjatësia për një të veçantë. duke mbajtur.
37. Vlerësimi dinamik themelor i ngarkesës: sasia që mund të mbajë kushineta në rast se jeta bazë për njësinë është saktësisht 106 rrotullime.
38. Metoda e konfigurimit të kushinetave: Secila nga dy pikat kryesore të fiksuara në një drejtim. ka një pikë fikse në të dy drejtimet, ndërsa fundi i pikës tjetër është pa lëvizje. Të dyja palët ndihmohen nga një lëvizje e lirë.
39. Kushinetat kategorizohen në përputhje me ngarkesën që aplikohet në boshtin rrotullues (koha e përkuljes dhe momenti rrotullues) dhe boshti (momenti i përkuljes) dhe boshti i transmisionit (moment rrotullues).
Anebon i përmbahet parimit bazë të "Cilësia është padyshim jeta e biznesit dhe statusi mund të jetë shpirti i tij" për zbritje të madhe, saktësi me porosi 5 Aksi CNC TornoPjesë e përpunuar me CNC, Anebon janë të bindur se ne mund të ofrojmë produkte dhe zgjidhje me cilësi të lartë me çmim të arsyeshëm, mbështetje superiore pas shitjes për blerësit. Dhe Anebon do të ndërtojë një afat të gjatë të gjallë.
Profesionist KinezPjesa CNC e Kinësdhe Pjesët e përpunimit të metaleve, Anebon mbështeten në materiale me cilësi të lartë, dizajn të përsosur, shërbim të shkëlqyer ndaj klientit dhe çmim konkurrues për të fituar besimin e shumë klientëve brenda dhe jashtë vendit. Deri në 95% të produkteve eksportohen në tregjet jashtë shtetit.
Nëse dëshironi të dini më shumë ose të pyesni për çmimin, ju lutemi kontaktoniinfo@anebon.com
Koha e postimit: Nëntor-24-2023