
Kurapa kwepamusoro kugadzira dhizaini ine chinhu chimwe chete kana zvimwe pamusoro pechinhu chacho nenzira dzemuviri kana dzemakemikari. Kurapa kwepamusoro kunogona kuvandudza chitarisiko chechigadzirwa, magadzirirwo, basa, uye zvimwe zvinhu zvekuita.

1. Anodizing
Inonyanya kuve anodic oxidation yealuminium, iyo inoshandisa musimboti we electrochemistry kuumba chidimbu cheAl2O3 (aluminium oxide) firimu pamusoro pearuminiyamu uye aruminiyamu alloys. Iyi oxide firimu layer ine yakasarudzika zvimiro sekudzivirira, kushongedza, insulation uye kupfeka kuramba.Anodized goridhe CNC inotendeuka chikamu
Process flow:
Monochrome, gradient color: polishing/sandblasting/drawing→ degreasing→anodizing→neutralizing→kudhaya→kusunga→kuomesa
Maviri-mavara:
①Kupukuta / kuputika kwejecha / waya kudhirowa → kudzikisa mafuta → masking → anodizing 1 → anodizing 2 → kuisa chisimbiso → kuomesa
②Kupukuta / kuputika kwejecha / waya kudhirowa → kudzikisa mafuta → anodizing 1 → laser engraving → anodizing 2 → kuisa chisimbiso → kuomesa
Technical Features:
1. Wedzera simba
2. Ziva chero ruvara kunze kwechena
3. Wana nickel-isina chisimbiso uye zadzisa zvinodiwa zveEurope, United States nedzimwe nyika pasina nickel.
Matambudziko ehunyanzvi uye mapoinzi akakosha ekuvandudza: iyo goho level yeanodizing ine chekuita nemutengo wechigadzirwa chekupedzisira. Kiyi yekuvandudza goho reoxidation huwandu hwakakodzera hweoxidant, tembiricha yakakodzera uye density yazvino, izvo zvinoda kuti vagadziri vechikamu chechimiro varambe vachiongorora mukugadzira maitiro, tsvaga budiriro. (Isu tinokurudzira kuti utarise iyo "Mechanical Injiniya" account yeruzhinji, uye kugona ruzivo rwezvinhu zvakaoma uye ruzivo rweindasitiri nekukurumidza
Kurudziro yechigadzirwa: E + G arc mubato, wakagadzirwa neanodized zvinhu, ushamwari kwezvakatipoteredza uye unogara.CNC machining Stainless simbi.
2. Electrophoresis
Inoshandiswa musimbi isina tsvina, aruminiyamu alloy, nezvimwewo, inogona kuita kuti chigadzirwa chiratidze mavara akasiyana, kuchengetedza simbi inopenya, uye panguva imwechete inosimudzira kushanda kwepamusoro, nekuita kwakanaka kweanti-corrosion.
Kuyerera kwemaitiro: pretreatment → electrophoresis → kuomesa
mukana:
1. Mavara akapfuma;
2. Hapana simbi yakagadzirwa, inogona kubatira pamwe nejecha, kupenya, kudhirowa kwewaya, nezvimwewo;
3. Kugadziriswa munzvimbo yemvura kunogona kuona kurapwa kwepamusoro kwezvimiro zvakaoma;
4. Iyo tekinoroji yakakura uye inogona kugadzirwa-zhinji.
Zvakaipa: Kugona kuvhara kukanganisa kwakajairwa, uye electrophoresis yekufa castings inoda kurapa kwakanyanya.
3. Micro-arc oxidation
Maitiro ekuisa yakakwira voltage mumhinduro ye electrolyte (kazhinji isina simba alkaline mhinduro) kugadzira ceramic pamusoro pefirimu layer, inova mhedzisiro ye synergistic mhedzisiro yekubuda kwemuviri uye electrochemical oxidation.

Kuyerera kwemaitiro: pretreatment → kugeza mvura inopisa → MAO → kuomesa
mukana:
1. Ceramic texture, chitarisiko chakasvibirira, hapana zvigadzirwa zvepamusoro-soro, kunzwa kwemaoko kwakapfava, anti-fingerprint;
2. Yakasiyana-siyana ye substrates: Al, Ti, Zn, Zr, Mg, Nb, uye alloys avo, nezvimwewo;
3. The pretreatment iri nyore; chigadzirwa chine ngura yakanakisa uye kusagadzikana kwemamiriro ekunze uye yakanaka kupisa kupisa kuita.
Zvakaipa: Parizvino, ruvara rwakaganhurirwa; vatema chete uye grey ndivo vakakura, uye mavara akajeka parizvino akaoma kuwana; mutengo wacho unonyanya kukanganiswa nekushandiswa kwesimba kwakanyanya, uye ndeimwe yemitengo yakanyanya mukurapa kwepamusoro.
4. PVD vacuum plating
Iro zita rakazara ndere muviri vapor deposition, maindasitiri ekugadzira maitiro anonyanya kushandisa maitiro emuviri kuisa mafirimu matete.CNC machining chikamu

Kuyerera kwemaitiro: pre-PVD kuchenesa → kugezesa muchoto → kunangwa kugezwa uye kuchenesa ion → kupeta → kupeta kupedzwa, kutonhora kubuda muchoto → post-processing (kupukuta, AFP) (Tinokurudzira kuti uteerere kune "Mechanical Injiniya" nhoroondo yepamutemo, kekutanga kubata iyo yakaoma zvinhu ruzivo, ruzivo rweindasitiri)
Tekinoroji maficha: PVD (Physical Vapor Deposition, Physical Vapor Deposition) inogona kupfekedza nzvimbo dzesimbi nepamusoro yakaoma plating uye kupfeka kuramba cermet yekushongedza coating.
5. Electroplating
Iyo tekinoroji inoshandisa electrolysis kubatanidza chidimbu chesimbi firimu pamusoro pesimbi kudzivirira kuora, kunatsiridza kupfeka kuramba, magetsi conductivity, reflectivity, uye kuwedzera aesthetics.
Kuyerera kwechishandiso: pretreatment → cyanide-isina alkali copper → cyanide-isina cupronickel tin → chrome plating
Advantage:
1. Iyo yekuputira ine yakakwira gloss uye yakakwirira-mhando yesimbi kutaridzika;
2. Nyaya yehwaro ndeye SUS, Al, Zn, Mg, nezvimwewo; mutengo wakaderera pane PVD.
Zvakaipa: kuchengetedzwa kwakashata kwezvakatipoteredza uye njodzi huru yekusvibiswa kwezvakatipoteredza.
6. Poda yehupfu
Iyo poda yekuputira inopfapfaidzwa pamusoro peiyo workpiece nehupfu yekupfapfaidza michina (electrostatic spraying machine). Pasi pemagetsi akadzikama, hupfu huchave hwakafanana adsorbed pamusoro pechiso chebasa rekuita kuti rigadzire poda yekuputira. Iyo inoporesa flat uye inova yekupedzisira kupfekedza neyakasiyana mhedzisiro (akasiyana marudzi emhedzisiro yepoda coating).
Tekinoroji maitiro: chikamu chepamusoro → kubviswa kweguruva remagetsi → kumwaya → kudzika kwakadzika tembiricha → kubheka
Advantage:
1. Mavara akapfuma, gloss yakakwirira uye matte sarudzo;
2. Mutengo wakaderera, wakakodzera kuvaka zvigadzirwa zvefenicha uye mabhomba ekupisa kunopisa, nezvimwewo;
3. High utilization rate, 100% kushandiswa, kuchengetedza kwezvakatipoteredza;
4. Kukwanisa kwakasimba kuvhara kukanganisa; 5. Inogona kutevedzera huni huni hunoita.
Zvakaipa: Parizvino inoshandiswa mune zvigadzirwa zvemagetsi zvishoma.
7. Metal waya kudhirowa
Iyo nzira yekurapa yepamusoro inoumba mitsara pamusoro pebasa rekushanda nekukuya chigadzirwa, icho chine chekushongedza. Mitsetse yakasiyana-siyana, mushure mekudhirowa, inogona kukamurwa kuita mitsara yakatwasuka, mapatani asina kurongeka, mapatani ane corrugated, uye swirl mapatani.
Tekinoroji maficha: Iyo waya yekudhirowa kurapwa inogona kupa simbi pamusoro isiri-girazi-yakafanana nesimbi inopenya, uye waya yekudhirowa kurapwa inogona zvakare kubvisa hurema husina kujeka pamusoro pesimbi.
Kurudziro yechigadzirwa: LAMP mubato, Zwei L kurapwa, uchishandisa yakanakisa kugaya tekinoroji kuratidza kuravira.
8. Kuputika kwejecha
Iyo inzira iyo mhepo yakamanikidzwa inoshandiswa sesimba rekugadzira yakakwirira-yekukurumidza pfapfaidzo danda kupfapfaidza zvinhu pamusoro peiyo workpiece kuti irapwe nekukurumidza kuitira kuti kutaridzika kana chimiro chekunze kweiyo workpiece. kushanduka kwepamusoro, uye imwe chiyero chehutsanana uye roughness yakasiyana inowanikwa.
Technical Features:
1. Kuwana kuratidzira kwakasiyana kana matt.
2. Inogona kuchenesa mabhururu maduku pamusoro pebasa rekushanda uye kuita kuti nzvimbo yebasa rive nyore, kubvisa kukuvadza kwemabhuru uye kuvandudza giredhi ye workpiece.
3. Bvisa tsvina yakasara yakasara mukugadzirisa, kuvandudza kutsetseka kwebasa rekushanda, ita kuti workpiece iratidze yunifomu uye inopindirana ruvara rwesimbi, uye ita kuti chitarisiko chebasa chive chakanaka uye chakanaka. (Tinokurudzira kuti iwe uteerere ku "Mechanical Injiniya" account yeruzhinji uye kugona ruzivo rwezvinhu zvakaoma uye ruzivo rweindasitiri nekukurumidza
Kurudziro yechigadzirwa: E + G classic bhiriji mubato, sandblasted pamusoro, yakakwirira-yekupedzisira mamiriro.
9. Kukwenenzvera
Pedzisa iyo workpiece pamusoro uchishandisa inochinjika polishing maturusi, air abrasive particle, uye nezvimwe zvekunatsa midhiya. Kune akasiyana maitirwo ekukwenenzvera, akadai seakakasharara polishing (basic polishing process), yepakati polishing (finishing process), uye yakanaka polishing (glazing process), kusarudza vhiri rekuporisha rakakodzera kunogona kuita yakanyanya kukwenenzverwa mhedzisiro uye kunatsiridza kukwenenzvera.
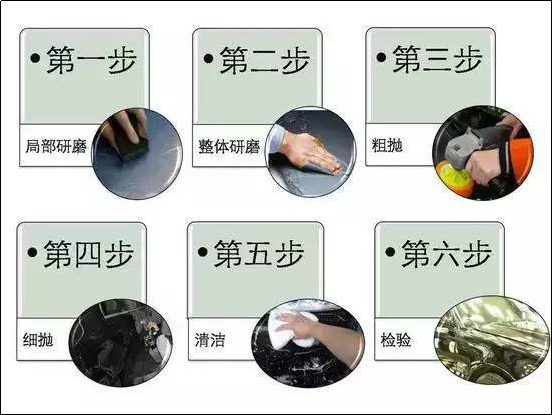
Tekinoroji maficha: Natsiridza dimensional kana geometric chimiro cheworkpiece, tora nzvimbo yakatsetseka kana girazi gloss, uye bvisa kupenya.
Kurudziro yechigadzirwa: E + G refu mubato, yakakwenenzverwa nzvimbo, yakapusa uye inoyevedza
10. Etching
Inowanzo kunzi etching, inozivikanwawo se photochemical etching, ine chekuita nekubviswa kwefirimu rinodzivirira munzvimbo inozoiswa mushure mekuratidzwa kwekugadzira ndiro uye kusimudzira uye kusangana nemhinduro yemakemikari panguva ye etching kuti iwane mhedzisiro yekuparara uye ngura. , kugadzira concave-convex kana hollow molding effect.
Process flow:
Kuratidzira nzira: Iyo purojekiti inogadzirira saizi yezvinyorwa zvinoenderana negraphic - kugadzirira zvinhu - kuchenesa zvinhu - kuomesa → firimu kana kupeta → kuomesa → kuratidzwa → kusimudzira → kuomesa - etching → kubvisa → Zvakanaka.
Kudhinda sikirini nzira: kucheka zvinhu → kuchenesa ndiro (simbi isina simbi nezvimwe simbi) → kudhinda skrini → etching → kubvisa → Zvakanaka
Advantage:
1. Inogona kuita micro-processing yenzvimbo dzesimbi;
2. Ipa zvakakosha kune simbi pamusoro;
Zvakaipa: Zvinwiwa zvakawanda zvinoora (asidhi, alkalis, nezvimwewo) zvinoshandiswa mukucheka zvinokuvadza zvakatipoteredza.
Anebon Metal Products Limited inogona kupa CNC Machining, Die Casting, Sheet Metal Fabrication service, ndapota inzwa wakasununguka kutibata nesu.
Tel: +86-769-89802722 E-mail: info@anebon.com URL: www.anebon.com
Nguva yekutumira: Kubvumbi-08-2022