
Понимаете ли вы область применения геометрического допуска при обработке на станках с ЧПУ?
Определение геометрических допусков является важнейшим аспектом обработки на станках с ЧПУ, поскольку оно обеспечивает точное изготовление компонентов. Геометрические допуски — это изменения, которые могут быть сделаны в размере, форме, ориентации и расположении элемента на детали. Эти изменения имеют решающее значение для функциональных характеристик детали.
Геометрический допуск используется при обработке на станках с ЧПУ для различных применений.
Контроль размеров:
Геометрические допуски позволяют точно контролировать размер и размеры обрабатываемых деталей. Это гарантирует, что все детали идеально выровнены и выполняют свою функцию.
Управление формой:
Геометрические допуски гарантируют достижение желаемой формы и контура обработанных деталей. Это важно для деталей, которые необходимо собрать или к которым предъявляются особые требования к сопряжению.
Контроль ориентации:
Геометрические допуски используются для контроля углового выравнивания таких элементов, как отверстия, пазы и поверхности. Это особенно важно для компонентов, которые требуют точного выравнивания или должны точно вписываться в другие детали.
Геометрические допуски:
Геометрические допуски — это отклонения, которые могут быть допущены в положении элементов изделия. Это гарантирует, что критические элементы детали точно расположены относительно друг друга, обеспечивая правильную функциональность и сборку.
Управление профилем:
Геометрические допуски используются для контроля общей формы и профиля сложных элементов, таких как кривые, контуры и поверхности. Это гарантирует соответствие обрабатываемых деталей требованиям профиля.
Контроль концентричности и симметрии:
Геометрические допуски играют решающую роль в достижении концентричности и симметрии обрабатываемых деталей. Это особенно важно при центровке вращающихся компонентов, таких как валы, шестерни и подшипники.
Контроль биения:
Геометрические допуски определяют допустимое отклонение прямолинейности и круглости вращения.токарные детали с ЧПУ. Он разработан для обеспечения плавной работы и снижения вибраций и ошибок.
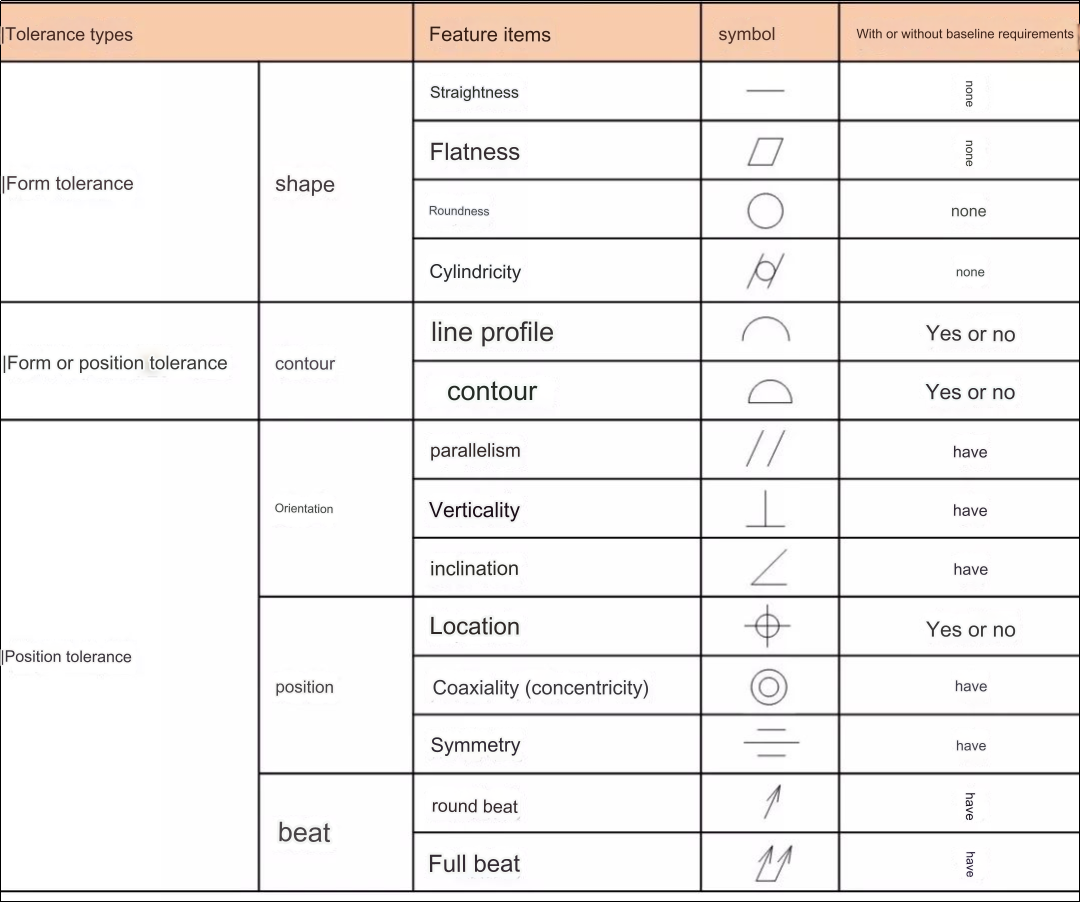
Если мы не понимаем геометрические допуски на чертежах на производстве, то анализ обработки будет невозможен и результаты обработки могут быть даже серьезными. Эта таблица содержит 14-значный международный стандартный символ геометрического допуска.
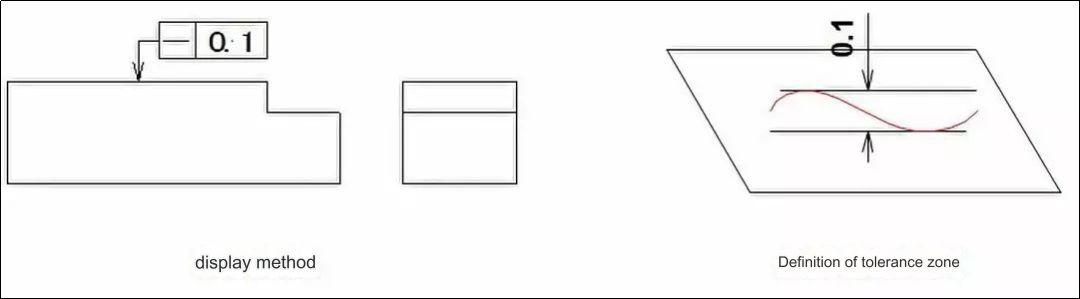
1. Прямолинейность
Прямолинейность – это способность детали сохранять идеальную прямолинейность. Допуск прямолинейности определяется как максимальное отклонение фактической прямой линии от идеальной.
Пример 1:Зона допуска на плоскости должна находиться между двумя параллельными прямыми на расстоянии 0,1 мм.
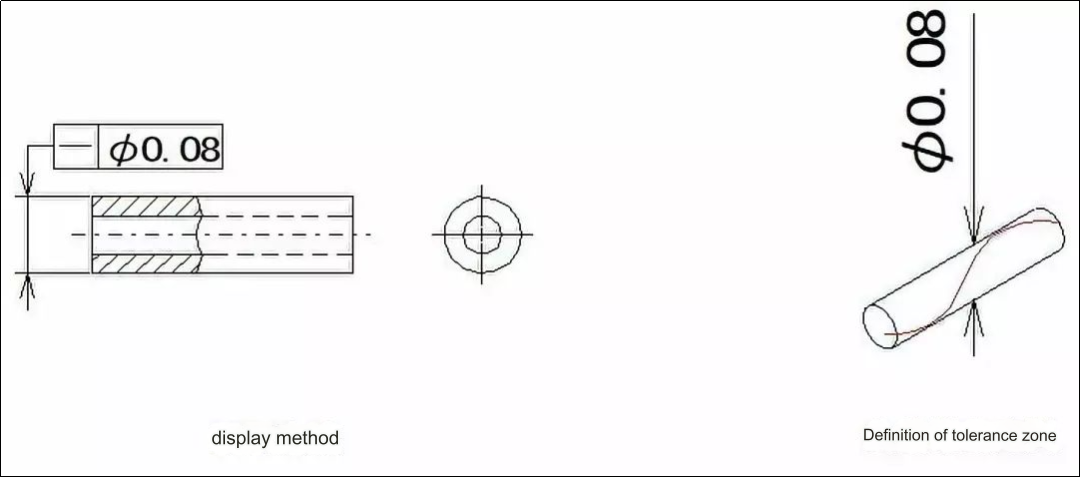
Пример 2:Если вы добавите символ Ph к значению допуска, то он должен находиться в области цилиндрической поверхности диаметром 0,08 мм.
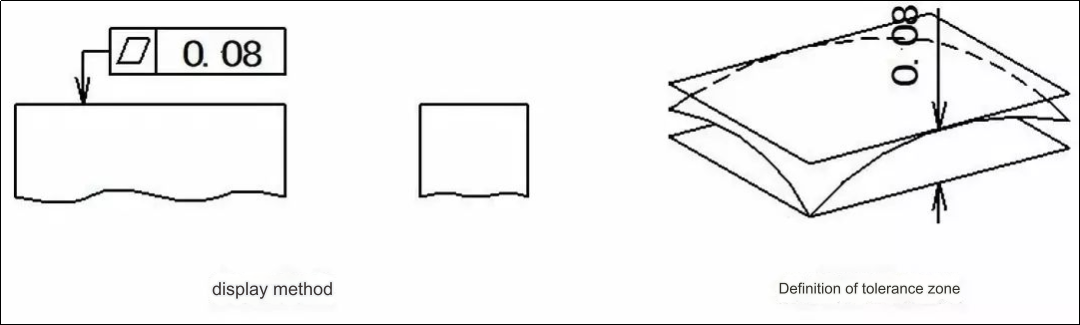
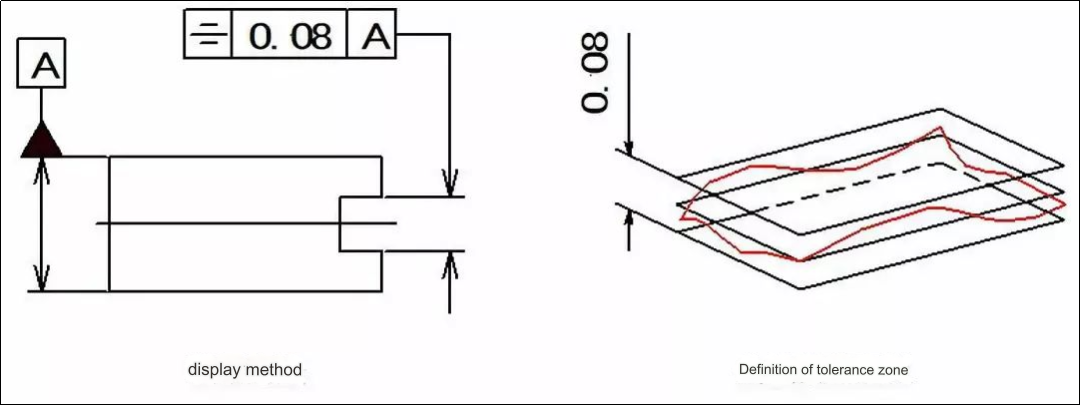
2. Плоскостность
Плоскостность (также известная как плоскостность) — это состояние, при котором деталь сохраняет идеальную плоскость. Допуск плоскостности — это мера максимального отклонения, которое может быть сделано между идеальной поверхностью и фактической поверхностью.
Например, зона допуска определяется как пространство между параллельными плоскостями, расположенными на расстоянии 0,08 мм друг от друга.
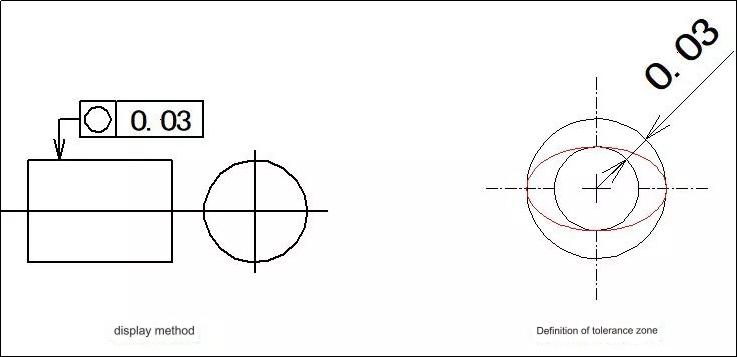
3. Округлость
Округлость компонента — это расстояние между центром и фактической формой. Допуск на круглость определяется как максимальное отклонение фактической круглой формы от идеальной круглой формы на том же поперечном сечении.
Пример:Зона допуска должна располагаться на том же нормальном участке. Разница радиусов определяется как расстояние между двумя концентрическими кольцами с допуском 0,03 мм.
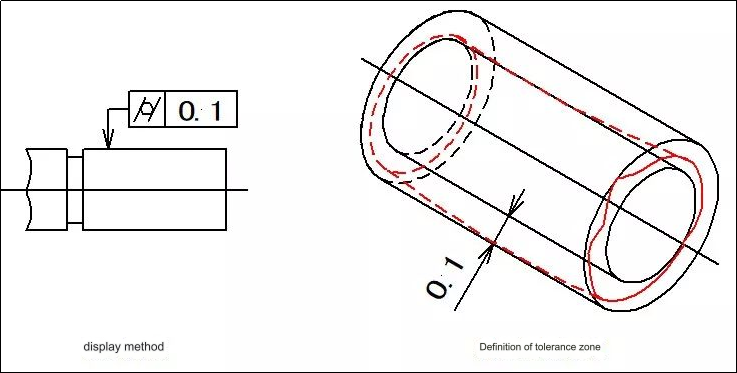
4. Цилиндричность
Термин «цилиндричность» означает, что все точки цилиндрической поверхности детали одинаково удалены от ее оси. Максимально допустимое отклонение между фактической цилиндрической поверхностью и идеальной цилиндрической поверхностью называется допуском цилиндрическости.
Пример:Зона допуска определяется как площадь между соосными цилиндрическими поверхностями, разница радиусов которых составляет 0,1 мм.
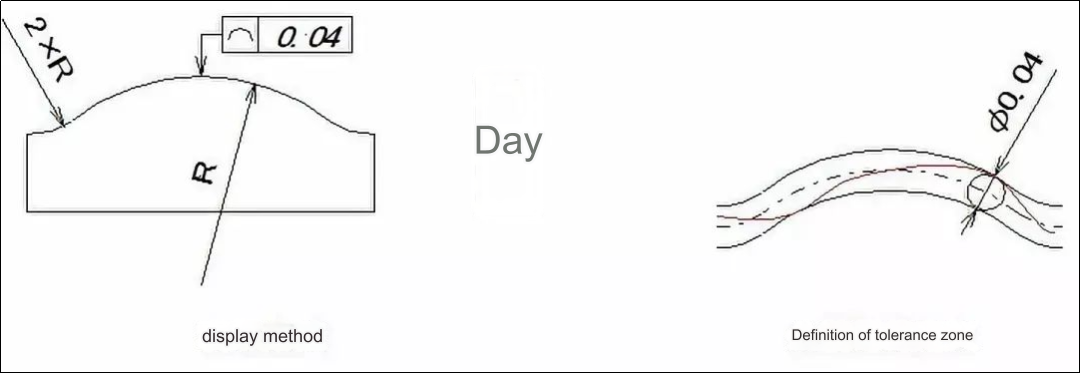
5. Контур линии
Профиль линии — это состояние, при котором любая кривая, независимо от ее формы, сохраняет идеальную форму в определенной плоскости детали. Допуск на профиль линии — это изменение, которое может быть сделано в контуре некруглых кривых.
Например, зона допуска определяется как пространство между двумя конвертами, содержащее ряд кругов диаметром 0,04 мм. Центры кругов лежат на линиях, имеющих геометрически правильную форму.
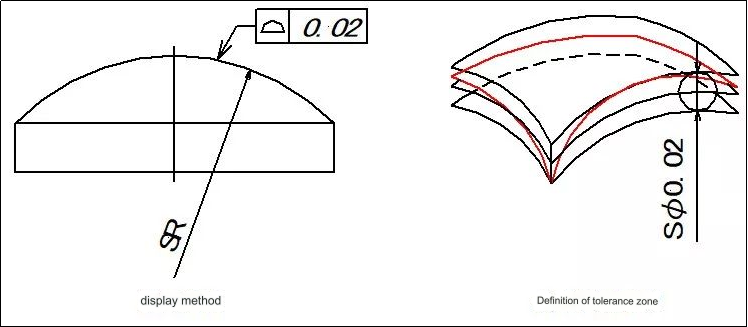
6. Контур поверхности
Контур поверхности — это состояние, при котором поверхность детали произвольной формы сохраняет свою идеальную форму. Допуск контура поверхности — это разница между контурной линией и идеальной контурной поверхностью некруглой поверхности.
Например:Зона допуска находится между двумя огибающими линиями, охватывающими серию шариков диаметром 0,02 мм. Центр каждого шарика должен находиться на поверхности геометрически правильной формы.
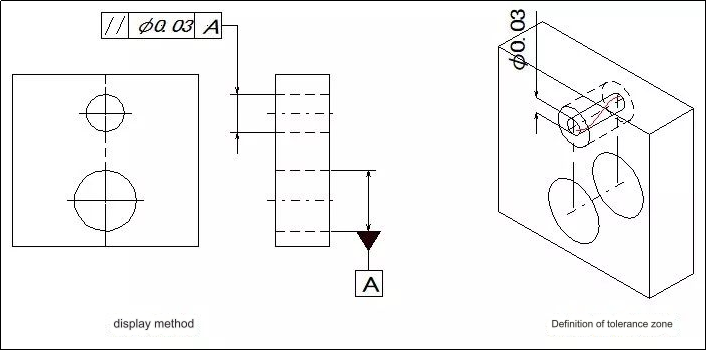
7. Параллелизм
Степень параллелизма — это термин, используемый для описания того факта, что элементы детали находятся на равном расстоянии от базовой точки. Допуск параллельности определяется как максимальное отклонение, которое может быть сделано между направлением, в котором фактически находится измеряемый элемент, и идеальным направлением, параллельным базовой точке.
Пример:Если вы добавите символ Ph перед значением допуска, то зона допуска будет находиться внутри поверхности цилиндра с опорным диаметром Ph0,03 мм.
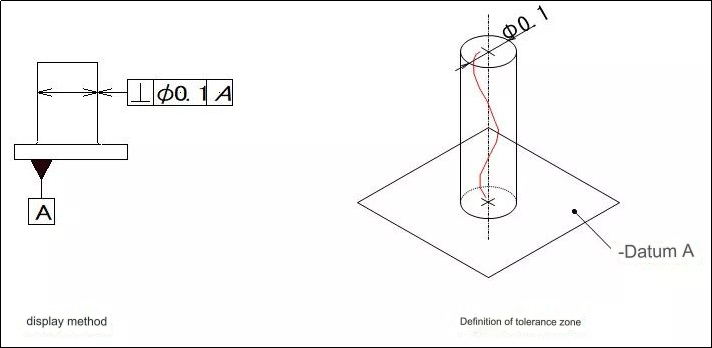
Степень ортогональности, также известная как перпендикулярность между двумя элементами, указывает на то, что элемент, измеренный на детали, сохраняет правильные 90 градусов относительно базовой точки. Допуск вертикальности — это максимальное отклонение между направлением, в котором фактически измеряется объект, и направлением, перпендикулярным исходной точке.
Пример 1:Зона допуска будет перпендикулярна цилиндрической поверхности и отметке 0,1 мм, если перед ней появится метка Ph.
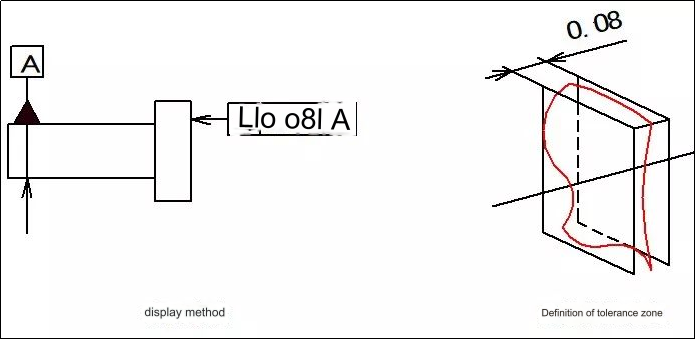
Пример 2:Зона допуска должна находиться между двумя параллельными плоскостями на расстоянии 0,08 мм друг от друга и перпендикулярно базовой линии.
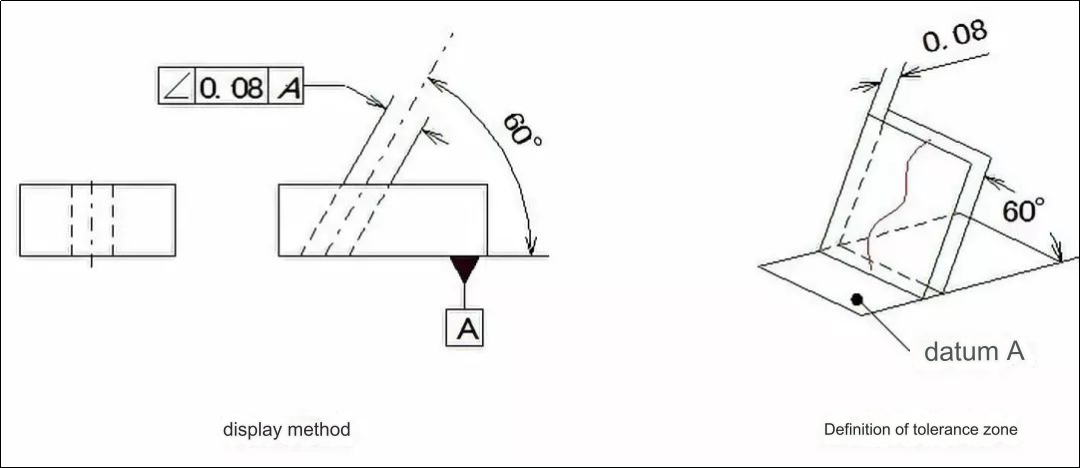
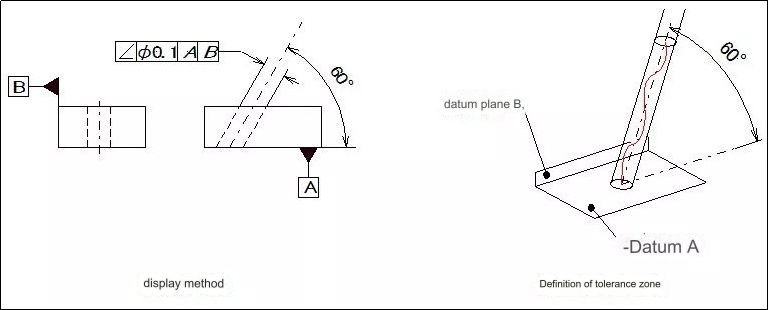
9. Наклон
Наклон — это условие, при котором два элемента должны сохранять определенный угол в своей относительной ориентации. Допуск на уклон — это допустимая величина отклонения между ориентацией измеряемого объекта и идеальной ориентацией под любым углом относительно базовой точки.
Пример 1:Зона допуска измеряемой плоскости — это область между двумя параллельными плоскостями с допуском 0,08 мм и теоретическим углом 60 градусов к базовой плоскости.
Пример 2:Если к значению допуска добавить символ Ph, то зона допуска должна находиться в пределах цилиндра диаметром 0,1 мм. Зона допуска должна быть параллельна плоскости A, перпендикулярно базовой точке B и под углом 60 градусов к базовой точке A.
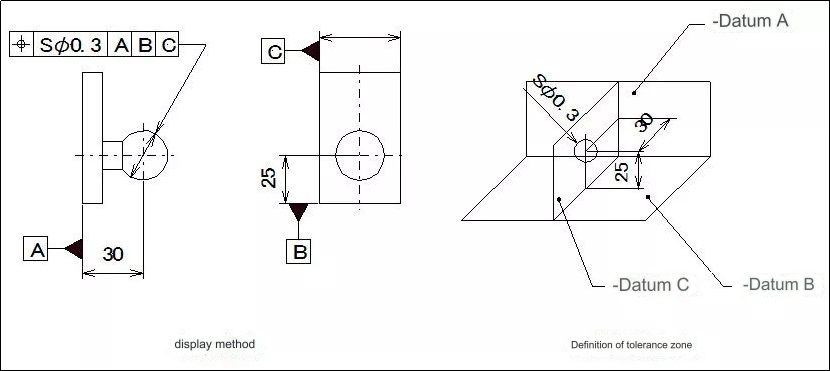
10. Местоположение
Позиция — это точность точек, поверхностей, линий и других элементов относительно их идеального положения. Позиционный допуск определяется как максимальное отклонение, которое может быть разрешено в фактическом положении относительно идеального положения.
Например, если к области допуска добавляется метка SPH, то допуском является внутренняя часть шара диаметром 0,3 мм. Центр зоны допуска шара теоретически имеет правильный размер относительно базовых точек A, B и C.
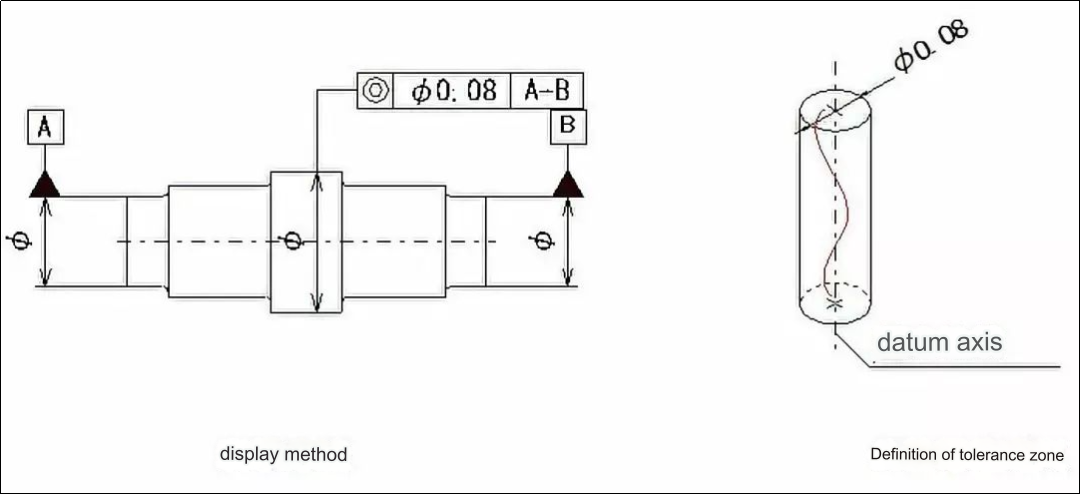
11. Соосность (концентричность).
Соосность — это термин, используемый для описания того факта, что измеренная ось детали остается на той же прямой относительно базовой оси. Допуск на соосность — это изменение, которое может быть сделано между фактической осью и опорной осью.
Например:Зона допуска, если на ней указано значение допуска, представляет собой пространство между двумя цилиндрами диаметром 0,08 мм. Ось круговой зоны допуска совпадает с базой.
12. Симметрия
Допуск симметрии — это максимальное отклонение центральной плоскости симметрии (или центральной линии, оси) от идеальной симметричной плоскости. Допуск симметрии определяется как максимальное отклонение центральной плоскости симметрии фактического элемента или центральной линии (оси) от идеальной плоскости.
Пример:Зона допуска — это пространство между двумя параллельными линиями или плоскостями, которые находятся на расстоянии 0,08 мм друг от друга и симметрично выровнены с базовой плоскостью или осевой линией.
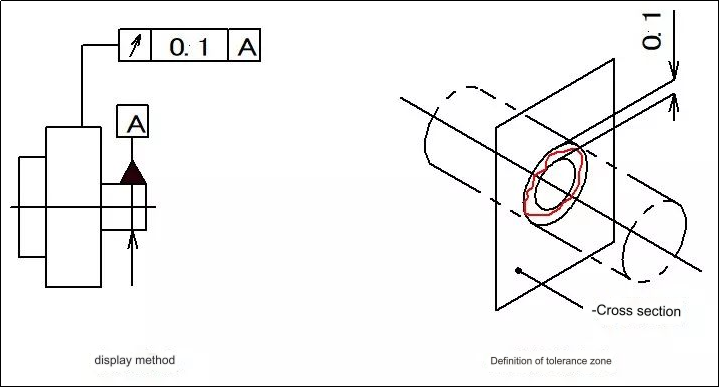
13. Круговой ритм
Термин «круговое биение» относится к тому факту, что поверхность вращения детали остается фиксированной по отношению к базовой плоскости в пределах ограниченной плоскости измерения. Максимальный допуск на круговое биение допускается в ограниченном диапазоне измерений, когда измеряемый элемент совершает полный оборот вокруг базовой оси без какого-либо осевого перемещения.
Пример 1:Зона допуска определяется как площадь между концентрическими кругами с разницей радиусов 0,1 мм и их центрами, расположенными в одной базовой плоскости.
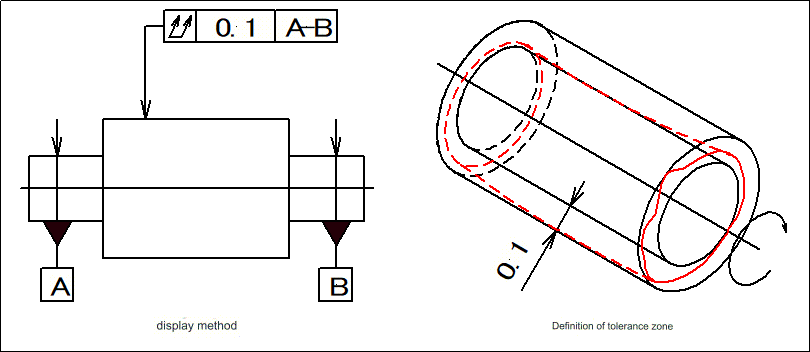
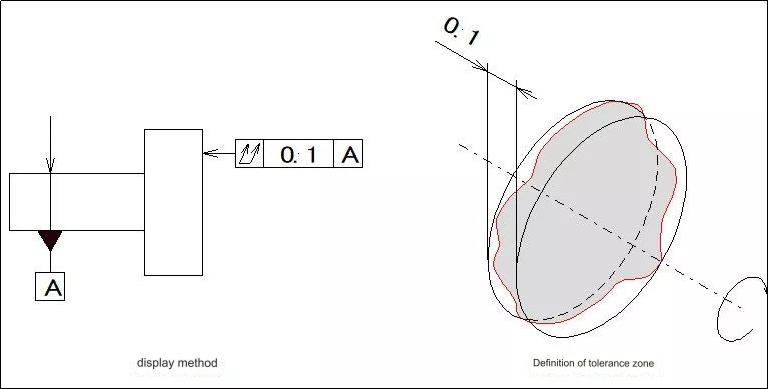
14. Полный бит
Общее биение — это общее биение на поверхности измеряемой детали при ее непрерывном вращении вокруг базовой оси. Допуск общего биения — это максимальное биение при измерении элемента, когда он непрерывно вращается вокруг базовой оси.
Пример 1:Зона допуска определяется как область между двумя цилиндрическими поверхностями, имеющими разницу в радиусе 0,1 мм и соосными базовой точке.
Пример 2:Зона допуска определяется как область между параллельными плоскостями, имеющими разницу в радиусе 0,1 мм, перпендикулярными базовой точке.
Какое влияние цифровой допуск оказывает на детали, обработанные на станках с ЧПУ?
Точность:
Цифровой допуск гарантирует, что размеры обрабатываемых компонентов находятся в заданных пределах. Это позволяет производить детали, которые правильно соединяются друг с другом и функционируют по назначению.
Последовательность:
Цифровой допуск обеспечивает согласованность между несколькими деталями, контролируя изменения размера и формы. Это особенно важно для деталей, которые должны быть взаимозаменяемыми или используются в таких процессах, как сборка, где требуется единообразие.
Подгонка и сборка
Цифровой допуск используется для обеспечения правильной и плавной сборки деталей. Это предотвращает такие проблемы, как помехи, чрезмерные зазоры, перекосы и заедания между деталями.
Производительность:
Цифровой допуск является точным и позволяет производить детали, соответствующие стандартам производительности. Цифровая толерантность имеет решающее значение в таких отраслях, как аэрокосмическая и автомобильная, где жесткие допуски имеют значение. Это гарантирует, что детали функционально оптимальны и соответствуют строгим стандартам качества.
Оптимизация затрат
Цифровая толерантность важна для поиска правильного баланса между точностью, стоимостью и производительностью. Тщательно определяя допуски, производители могут избежать чрезмерной точности, которая может увеличить затраты, сохраняя при этом функциональность и производительность.
Контроль качества:
Цифровые допуски позволяют осуществлять строгий контроль качества, предоставляя спецификации, которые понятны при измерении и проверке.обработанные компоненты. Это позволяет заранее обнаружить отклонения от допусков. Это обеспечивает стабильное качество и своевременные исправления.
Гибкость дизайна
Дизайнеры имеют больше гибкости, когда дело доходит до проектирования.обработанные деталис цифровой толерантностью. Проектировщики могут указывать допуски для определения допустимых пределов и отклонений, сохраняя при этом требуемую функциональность и производительность.
Anebon может легко предоставить решения высочайшего качества, конкурентоспособную стоимость и лучшую клиентскую компанию. Цель компании Anebon: «Вы приходите сюда с трудом, и мы даем вам улыбку, которую можно забрать» для хороших оптовых поставщиков, прецизионные детали для обработки деталей с ЧПУ, механизмы для твердого хромирования, придерживаясь принципа взаимной выгоды малого бизнеса, теперь Anebon завоевала хорошую репутацию среди наших покупателей благодаря нашим лучшим компаниям, качественным товарам и конкурентоспособным ценам. Anebon тепло приветствуем покупателей из вашего дома и из-за границы, чтобы сотрудничать с нами для достижения общих результатов.
Хорошие оптовые поставщики в Китае, обработанная нержавеющая сталь, прецизионная 5-осевая обрабатывающая деталь ифрезерование с чпууслуги. Основными целями Anebon являются предоставление нашим клиентам по всему миру хорошего качества, конкурентоспособных цен, удовлетворительной доставки и отличного обслуживания. Удовлетворение потребностей клиентов – наша главная цель. Приглашаем Вас посетить наш выставочный зал и офис. Anebon с нетерпением ждем установления деловых отношений с вами.
Если вы хотите узнать больше, пожалуйста, свяжитесьinfo@anebon.com
Время публикации: 17 ноября 2023 г.