
Gradul de performanță al șuruburilor utilizate pentru conectarea structurii de oțel este 3.6, 4.6, 4.8, 5.6, 6.8, 8.8, 9.8, 10.9, 12.9 și așa mai departe. Șuruburile de gradul 8.8 și mai sus sunt fabricate din oțel aliat cu conținut scăzut de carbon sau din oțel cu carbon mediu și tratate termic (călit, călite), care sunt denumite în general șuruburi de înaltă rezistență, iar restul sunt denumite în general șuruburi obișnuite.Filetul de înaltă precizie este cheia fabricăriipiese de prelucrare CNC de înaltă calitate.

Eticheta gradului de performanță a șuruburilor este compusă din două părți, care reprezintă, respectiv, valoarea nominală a rezistenței la tracțiune și raportul de flambaj al materialului șurubului. Ca:
Pentru șuruburile din clasa de performanță 4.6, semnificația este:
Rezistența nominală la tracțiune a materialului șuruburilor este de până la 400MPa;
Raportul de rezistență al materialului șurubului este de 0,6;
Limita de curgere nominală a materialului șurubului este de 400 × 0,6 = 240 MPa.
Șurubul de înaltă rezistență de gradul de performanță 10.9, materialul său după tratament termic, poate ajunge la:
Rezistența nominală la tracțiune a materialului șurubului ajunge la 1000MPa;
Raportul de rezistență al materialului șurubului este de 0,9;
Limita de curgere nominală a materialului șurubului este de 1000 × 0,9 = 900 MPa.
Semnificația gradului de performanță a șuruburilor este un standard internațional. Șuruburile cu același grad de performanță, indiferent de diferența dintre materialele și originea lor, au aceeași performanță și numai gradul de performanță poate fi selectat în proiectare.
Clasele de rezistență 8,8 și 10,9 se referă la gradele de rezistență la forfecare ale șuruburilor 8,8GPa și 10,9GPa
8.8 Rezistenta nominala la tractiune 800N/MM2 Limita de curgere nominala 640N/MM2
În general, „x. Y” este folosit pentru a indica rezistența șurubului, X*100= rezistența la întindere a șurubului, X*100* (Y/10) = limita de curgere a șurubului (deoarece conform etichetei: limita de curgere/la tracțiune putere =Y/10)
Cum ar fi 4,8, rezistența la tracțiune a șurubului este: 400MPa; Limita de curgere este 400*8/10=320MPa.
În plus: șuruburile din oțel inoxidabil sunt de obicei etichetate ca A4-70, A2-70, sensul unei alte interpretări.
Pentru a măsura
Unitatea de măsurare a lungimii în lume astăzi există două tipuri principale, unul pentru sistemul metric, unitatea de măsură este metrul (m), centimetrii (cm), milimetrii (mm), etc., în Europa, China și Japonia și alte zone de sud-est Utilizarea în Asia este mai mult, alta este engleză, unitatea de măsură este în principal pentru inci (inch), echivalent cu vechiul oraș „în țara noastră, este utilizat pe scară largă în Statele Unite, Marea Britanie și alte țări europene și americane.
Masura metrica: (baza 10) 1m =100 cm=1000 mm
Sistem imperial: (bază 8) 1 inch = 8 minute 1 inch = 25,4 mm 3/8 x 25,4 = 9,52
Produsele sub 1/4 folosesc numărul de desemnare pentru a reprezenta dimensiunea adresei lor, cum ar fi: 4#, 5#, 6#, 7#, 8#, 10#, 12#
Filetul șurubului
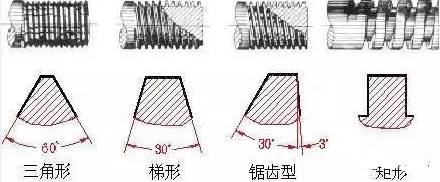
Un fir este o formă cu linii spiralate uniforme pe secțiunea suprafeței exterioare sau interioare a unui solid. În funcție de caracteristicile sale structurale și de utilizări, pot fi împărțite în trei categorii:
Filet comun: formă de dinte triunghiulară, folosit pentru îmbinarea sau fixarea pieselor. Firul comun este împărțit în două tipuri de fir grosier și fir fin în funcție de pas, iar firul fin are o rezistență mai mare a conexiunii.
Filet de transmisie: forma dintelui trapez, dreptunghi, ferăstrău și triunghi etc.
Filet de etanșare: Folosit pentru conexiunea de etanșare, în principal filet de țeavă, filet conic și filet de țeavă conic.
Clasificare după formă:
Gradul de potrivire a firului
Firele de înaltă precizie sunt o parte integrantă a fabricăriiPiese de prelucrare CNC de înaltă calitate.
Potrivirea este cantitatea de slăbire sau etanșeitate dintre filetele șuruburilor, iar gradul de potrivire este combinația specificată de abateri și toleranțe care acționează asupra filetelor interne și externe.
1. Pentru filetul uniform în inch, există trei grade pentru filet exterior: 1A, 2A și 3A și trei grade pentru filet interior: 1B, 2B și 3B, toate fiind potrivite pentru goluri. Cu cât numărul de rang este mai mare, cu atât potrivirea este mai strânsă. În inch THREADS, Abaterea este specificată numai pentru clasele 1A și 2A, Abaterea pentru gradul 3A este zero și Abaterea pentru gradul 1A și 2A este egală. Cu cât numărul de note este mai mare, cu atât toleranța este mai mică.
Clasa 1A și 1B, grade de toleranță foarte slabe, potrivite pentru potrivirea cu toleranță a filetelor interne și externe.
Clasele 2A și 2B sunt cele mai comune clase de toleranță la filet prescrise pentru seria britanică de elemente de fixare mecanice.
Clasa 3A și 3B, șuruburi pentru a forma cea mai strânsă potrivire, potrivite pentru elemente de fixare cu toleranțe strânse, pentru design critic pentru siguranță.
Pentru filetele exterioare, CLASELE 1A și 2A au o toleranță de potrivire, CLASA 3A nu. Toleranța clasa 1A este cu 50% mai mare decât toleranța clasa 2A, cu 75% mai mare decât toleranța clasa 3A, pentru filete interne, toleranța clasa 2B este cu 30% mai mare decât toleranța 2A. Clasa 1B este cu 50% mai mare decât clasa 2B și cu 75% mai mare decât clasa 3B.
2. Filet metric, filetul exterior are trei grade de filet: 4h, 6h si 6g, filetul intern are trei grade de filet: 5H, 6H, 7H. (Gradele de precizie ale firului zilnic sunt I, II, III și, de obicei, II.) În firul metric, abaterea de bază a lui H și h este zero. Abaterea de bază a lui G este pozitivă, iar abaterea de bază a lui E, F și G este negativă.
H este poziția comună a zonei de toleranță a filetului interior, în general nu este utilizat ca acoperire de suprafață sau cu un strat de fosfatare foarte subțire. Deviația de bază a poziției G pentru ocazii speciale, cum ar fi stratul mai gros, în general rar utilizat.
g este folosit în mod obișnuit pentru placarea unui strat subțire de 6-9um, dacă cerințele pentru desenul produsului sunt șuruburi de 6h, filetul șurubului înainte de placare adoptă o bandă de toleranță de 6g.
Cea mai bună combinație de potrivire cu filet H/g, H/h sau G/h, pentru șuruburi, piulițe și alte fire de fixare rafinate, potrivirea standard recomandată 6H/6g.
3. Marcarea firului
Principalii parametri geometrici ai filetelor autofiletante și autoforante
1. Diametru mare/diametru exterior (d1) : diametrul unui cilindru imaginar cu coroane filetate suprapuse. Diametrul filetului reprezintă practic diametrul nominal al mărimii filetului.
2. Potea/diametrul de jos (d2) : diametrul unui cilindru imaginar în care partea inferioară a filetului se suprapune.
3. Distanța dintre dinți (p): se referă la distanța axială dintre două puncte corespondente ale dinților adiacenți pe linia mediană. În sistemul imperial, distanța dintre dinți este indicată de numărul de dinți pe inch (25,4 mm).
Următoarele listează specificațiile comune ale distanței dentare (metrice) Numărul de dinți (inci)
1) Auto-filetare metrică:
Specificații: ST 1.5, S T1.9, S T2.2, S T2.6, S T2.9, S T3.3, S T3.5, S T3.9, S T4.2, S T4.8, S T5.5, S T6.3, S T8.0, S T9.5
Distanța dintre dinți: 0,5, 0,6, 0,8, 0,9, 1,1, 1,3, 1,3, 1,3, 1,4, 1,6, 1,8, 1,8, 2,1, 2,1
2) Dinți britanici autofiletați:
Specificații: 4#, 5#, 6#, 7#, 8#, 10#, 12#, 14#
Număr de dinți: dinți AB 24, 20, 20, 19, 18, 16, 14, 14
Dintele A 24, 20, 18, 16, 15, 12, 11, 10
Ora postării: Oct-08-2022