
ທ່ານເຂົ້າໃຈຄວາມສໍາພັນລະຫວ່າງ vernier calipers ແລະ micrometers ແລະອຸດສາຫະກໍາ CNC?
ທັງ vernier calipers ແລະ micrometers ແມ່ນເຄື່ອງມືການວັດແທກຄວາມແມ່ນຍໍາທີ່ໃຊ້ທົ່ວໄປໃນອຸດສາຫະກໍາ CNC ສໍາລັບການວັດແທກມິຕິທີ່ຖືກຕ້ອງ.
Vernier calipers, ເຊິ່ງເອີ້ນກັນວ່າ vernier scales ຫຼື calipers sliding, ແມ່ນເຄື່ອງມືວັດແທກດ້ວຍມືທີ່ໃຊ້ເພື່ອວັດແທກຂະຫນາດພາຍນອກ (ຄວາມຍາວ, ຄວາມກວ້າງ, ແລະຄວາມຫນາ) ຂອງວັດຖຸ. ພວກເຂົາເຈົ້າປະກອບດ້ວຍຂະຫນາດຕົ້ນຕໍແລະຂະຫນາດ vernier ເລື່ອນ, ເຊິ່ງອະນຸຍາດໃຫ້ສໍາລັບການອ່ານທີ່ຊັດເຈນເກີນຄວາມລະອຽດຂອງຂະຫນາດຕົ້ນຕໍ.
ໃນທາງກົງກັນຂ້າມ, ໄມໂຄມິເຕີແມ່ນມີຄວາມຊ່ຽວຊານຫຼາຍກວ່າແລະສາມາດວັດແທກໄລຍະຫ່າງຂະຫນາດນ້ອຍທີ່ສຸດທີ່ມີຄວາມຖືກຕ້ອງສູງ. ພວກມັນຖືກນໍາໃຊ້ເພື່ອວັດແທກຂະຫນາດເຊັ່ນ: ເສັ້ນຜ່າກາງ, ຄວາມຫນາ, ແລະຄວາມເລິກ. ໄມໂຄມິເຕີສະໜອງການວັດແທກເປັນໄມໂຄມິເຕີ (µm) ຫຼືພັນສ່ວນໜຶ່ງຂອງມີລີແມັດ.
ໃນອຸດສາຫະກໍາ CNC, ຄວາມແມ່ນຍໍາແມ່ນສໍາຄັນສໍາລັບການຮັບປະກັນເຄື່ອງຈັກແລະຂະບວນການຜະລິດທີ່ຖືກຕ້ອງ. Vernier calipers ແລະ micrometers ມີບົດບາດສໍາຄັນໃນການຄວບຄຸມຄຸນນະພາບ, ການກວດສອບ, ແລະການວັດແທກທີ່ຊັດເຈນຂອງ.ຊິ້ນສ່ວນເຄື່ອງ CNC. ພວກເຂົາເຮັດໃຫ້ຜູ້ປະຕິບັດງານແລະນັກວິຊາການ CNC ສາມາດກວດສອບຂະຫນາດ, ຮັກສາຄວາມທົນທານທີ່ແຫນ້ນຫນາ, ແລະຮັບປະກັນການເຮັດວຽກທີ່ເຫມາະສົມຂອງເຄື່ອງຈັກ CNC.
ການປະສົມປະສານຂອງເທກໂນໂລຍີ CNC ແລະເຄື່ອງມືວັດແທກທີ່ຊັດເຈນເຊັ່ນ: vernier calipers ແລະ micrometers ຊ່ວຍປັບປຸງຂະບວນການຜະລິດ, ປັບປຸງປະສິດທິພາບ, ແລະສະຫນອງອົງປະກອບເຄື່ອງ CNC ທີ່ມີຄຸນນະພາບສູງ.
ພາບລວມຂອງ Vernier Calipers
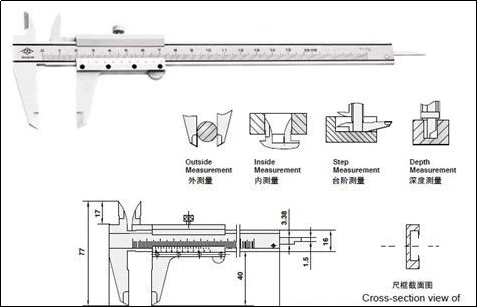
ເປັນເຄື່ອງມືວັດແທກຄວາມແມ່ນຍໍາສູງທີ່ໃຊ້ຢ່າງກວ້າງຂວາງ, vernier caliper ປະກອບດ້ວຍສອງພາກສ່ວນ: ຂະຫນາດຕົ້ນຕໍແລະ vernier ເລື່ອນຕິດກັບຂະຫນາດຕົ້ນຕໍ. ຖ້າແບ່ງຕາມຄ່າຂະຫນາດຂອງ vernier, vernier caliper ແບ່ງອອກເປັນສາມປະເພດ: 0.1, 0.05, ແລະ 0.02mm.
ວິທີການອ່ານ vernier calipers
ເອົາ vernier caliper ຄວາມແມ່ນຍໍາທີ່ມີມູນຄ່າຂະຫນາດຂອງ 0.02mm ເປັນຕົວຢ່າງ, ວິທີການອ່ານສາມາດແບ່ງອອກເປັນສາມຂັ້ນຕອນ;
1) ອ່ານ millimeter ທັງຫມົດຕາມຂະຫນາດທີ່ໃກ້ທີ່ສຸດຢູ່ໃນຂະຫນາດຕົ້ນຕໍໄປທາງຊ້າຍຂອງເສັ້ນສູນຂອງ scale auxiliary;
2) ຄູນ 0.02 ເພື່ອອ່ານເລກທົດສະນິຍົມຕາມຈໍານວນເສັ້ນ engraved ສອດຄ່ອງກັບ scale ໃນຂະຫນາດຕົ້ນຕໍຢູ່ເບື້ອງຂວາຂອງເສັ້ນສູນຂອງ scale auxiliary;
3) ເພີ່ມຈໍານວນຈໍານວນເຕັມແລະສ່ວນທົດສະນິຍົມຂ້າງເທິງເພື່ອໃຫ້ໄດ້ຂະຫນາດທັງຫມົດ.
ວິທີການອ່ານຂອງ 0.02mm vernier caliper
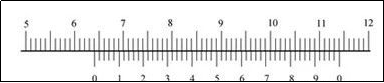
ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບຂ້າງເທິງ, ຂະຫນາດຢູ່ດ້ານຫນ້າຂອງຂະຫນາດຕົ້ນຕໍທີ່ປະເຊີນກັບເສັ້ນ 0 ຂອງຂະຫນາດຍ່ອຍແມ່ນ 64 ມມ, ແລະເສັ້ນທີ 9 ຫຼັງຈາກເສັ້ນ 0 ຂອງຂະຫນາດຍ່ອຍແມ່ນສອດຄ່ອງກັບເສັ້ນ engraved ຂອງຂະຫນາດຕົ້ນຕໍ.
ເສັ້ນທີ 9 ຫຼັງຈາກເສັ້ນ 0 ຂອງຂະຫນາດຍ່ອຍຫມາຍຄວາມວ່າ: 0.02 × 9 = 0.18 ມມ.
ດັ່ງນັ້ນຂະຫນາດຂອງ workpiece ໄດ້ວັດແທກແມ່ນ: 64+0.18 = 64.18mm
ວິທີການນໍາໃຊ້ vernier caliper
ເອົາຄາງກະໄຕມາຮ່ວມກັນເພື່ອເບິ່ງວ່າ vernier ແມ່ນສອດຄ່ອງກັບເຄື່ອງຫມາຍສູນໃນຂະຫນາດຕົ້ນຕໍ. ຖ້າມັນສອດຄ່ອງ, ມັນສາມາດວັດແທກໄດ້: ຖ້າມັນບໍ່ສອດຄ່ອງ, ຄວາມຜິດພາດສູນຄວນຈະຖືກບັນທຶກ: ເສັ້ນຂະຫນາດສູນຂອງ vernier ເອີ້ນວ່າຄວາມຜິດພາດສູນບວກຢູ່ເບື້ອງຂວາຂອງເສັ້ນຂະຫນາດສູນຢູ່ໃນຕົວຂອງໄມ້ບັນທັດ, ແລະ. ຄວາມຜິດພາດສູນລົບແມ່ນເອີ້ນວ່າຄວາມຜິດພາດສູນທາງລົບຢູ່ເບື້ອງຊ້າຍຂອງເສັ້ນຂະຫນາດສູນຢູ່ໃນຮ່າງກາຍໄມ້ບັນທັດ (ນີ້ລະບຽບການນີ້ແມ່ນສອດຄ່ອງກັບການ. ລະບຽບການຂອງແກນຕົວເລກ, ຕົ້ນກໍາເນີດແມ່ນບວກເມື່ອຕົ້ນກໍາເນີດຢູ່ເບື້ອງຂວາ, ແລະລົບເມື່ອຕົ້ນກໍາເນີດຢູ່ເບື້ອງຊ້າຍ).
ເມື່ອວັດແທກ, ຈັບຕົວໄມ້ບັນທັດດ້ວຍມືຂວາຂອງເຈົ້າ, ເລື່ອນຕົວກະພິບດ້ວຍໂປ້ໂປ້ຂອງເຈົ້າ, ແລະຖືຕົວຊີ້.ຊິ້ນສ່ວນອະລູມິນຽມ cncດ້ວຍເສັ້ນຜ່າສູນກາງນອກ (ຫຼືເສັ້ນຜ່າກາງພາຍໃນ) ດ້ວຍມືຊ້າຍຂອງເຈົ້າ, ເພື່ອໃຫ້ວັດຖຸທີ່ຈະວັດແທກຕັ້ງຢູ່ລະຫວ່າງຮອຍທພບຂອງວັດພາຍນອກ, ແລະເມື່ອມັນຕິດແຫນ້ນກັບຮອຍທພບວັດແທກ, ທ່ານສາມາດອ່ານໄດ້, ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບຂ້າງລຸ່ມນີ້. :
ຄໍາຮ້ອງສະຫມັກຂອງ Vernier Calipers ໃນການບໍລິການເຄື່ອງຈັກ CNC
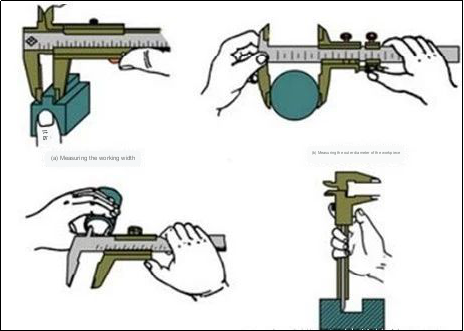
ເປັນເຄື່ອງມືການວັດແທກທົ່ວໄປ, vernier caliper ສາມາດນໍາໃຊ້ໃນສີ່ດ້ານດັ່ງຕໍ່ໄປນີ້:
1) ວັດແທກຄວາມກວ້າງຂອງ workpiece ໄດ້
2) ການວັດແທກເສັ້ນຜ່າກາງນອກຂອງ workpiece ໄດ້
3) ວັດແທກເສັ້ນຜ່າສູນກາງພາຍໃນຂອງ workpiece ໄດ້
4) ການວັດແທກຄວາມເລິກຂອງ workpiece ໄດ້
ວິທີການວັດແທກສະເພາະຂອງສີ່ດ້ານນີ້ແມ່ນສະແດງຢູ່ໃນຮູບຂ້າງລຸ່ມນີ້:
ຄໍາຮ້ອງສະຫມັກຂອງ Vernier Calipers ໃນບໍລິການເຄື່ອງຈັກ CNC
ເປັນເຄື່ອງມືການວັດແທກທົ່ວໄປ, vernier caliper ສາມາດນໍາໃຊ້ໃນສີ່ດ້ານດັ່ງຕໍ່ໄປນີ້:
1) ວັດແທກຄວາມກວ້າງຂອງ workpiece ໄດ້
2) ການວັດແທກເສັ້ນຜ່າກາງນອກຂອງ workpiece ໄດ້
3) ວັດແທກເສັ້ນຜ່າສູນກາງພາຍໃນຂອງ workpiece ໄດ້
4) ການວັດແທກຄວາມເລິກຂອງ workpiece ໄດ້
ວິທີການວັດແທກສະເພາະຂອງສີ່ດ້ານນີ້ແມ່ນສະແດງຢູ່ໃນຮູບຂ້າງລຸ່ມນີ້:
ຂໍ້ຄວນລະວັງສໍາລັບການນໍາໃຊ້
vernier caliper ເປັນເຄື່ອງມືວັດແທກທີ່ຂ້ອນຂ້າງຊັດເຈນ, ແລະລາຍການຕໍ່ໄປນີ້ຄວນຈະເອົາໃຈໃສ່ໃນເວລາໃຊ້ມັນ:
1. ກ່ອນທີ່ຈະນໍາໃຊ້, ເຮັດຄວາມສະອາດພື້ນຜິວວັດແທກຂອງຕີນ clip ສອງ, ປິດຕີນ clip ສອງ, ແລະກວດເບິ່ງວ່າເສັ້ນ 0 ຂອງໄມ້ບັນທັດເສີມແມ່ນສອດຄ່ອງກັບເສັ້ນ 0 ຂອງໄມ້ບັນທັດຕົ້ນຕໍ. ຖ້າບໍ່ແມ່ນ, ການອ່ານການວັດແທກຄວນໄດ້ຮັບການແກ້ໄຂຕາມຄວາມຜິດພາດຕົ້ນສະບັບ.
2. ໃນເວລາທີ່ການວັດແທກ workpiece ໄດ້, ດ້ານການວັດແທກຂອງຕີນ clamp ຈະຕ້ອງຂະຫນານຫຼື perpendicular ກັບຫນ້າດິນຂອງ workpiece ໄດ້, ແລະບໍ່ຕ້ອງ skewed. ແລະຜົນບັງຄັບໃຊ້ບໍ່ຄວນມີຂະຫນາດໃຫຍ່ເກີນໄປ, ເພື່ອບໍ່ໃຫ້ຜິດປົກກະຕິຫຼືໃສ່ຕີນ clip, ເຊິ່ງຈະສົ່ງຜົນກະທົບຕໍ່ຄວາມຖືກຕ້ອງຂອງການວັດແທກ. 3. ເມື່ອອ່ານ, ເສັ້ນຂອງສາຍຕາຄວນຈະຕັ້ງຂວາງກັບພື້ນຜິວຂະຫນາດ, ຖ້າບໍ່ດັ່ງນັ້ນຄ່າທີ່ວັດແທກຈະບໍ່ຖືກຕ້ອງ.
4. ເມື່ອວັດແທກເສັ້ນຜ່າສູນກາງພາຍໃນ, ສັ່ນເລັກນ້ອຍເພື່ອຊອກຫາຄ່າສູງສຸດ.
5. ຫຼັງຈາກໃຊ້ vernier caliper ແລ້ວ, ເຊັດມັນຢ່າງລະມັດລະວັງ, ໃຊ້ນ້ໍາມັນປ້ອງກັນ, ແລະວາງມັນຢູ່ໃນຝາປິດ. ໃນກໍລະນີທີ່ມັນຂັດຫຼືງໍ.
ໄມໂຄມິເຕີກ້ຽວວຽນ, ເອີ້ນວ່າໄມໂຄມິເຕີ, ເປັນເຄື່ອງມືວັດແທກທີ່ຊັດເຈນ. ຫຼັກການ, ໂຄງສ້າງແລະການນໍາໃຊ້ micrometer ກ້ຽວວຽນຈະໄດ້ຮັບການອະທິບາຍຂ້າງລຸ່ມນີ້.
Spiral Micrometer ແມ່ນຫຍັງ?
ໄມໂຄມິເຕີກ້ຽວວຽນ, ເຊິ່ງເອີ້ນກັນວ່າ micrometer, micrometer ກ້ຽວວຽນ, ບັດຊັງຕີແມັດ, ເປັນເຄື່ອງມືທີ່ຊັດເຈນກວ່າສໍາລັບການວັດແທກຄວາມຍາວກ່ວາ vernier caliper. ມັນສາມາດວັດແທກຄວາມຍາວໄດ້ຢ່າງຖືກຕ້ອງເຖິງ 0.01 ມມ, ແລະລະດັບການວັດແທກແມ່ນຫຼາຍຊັງຕີແມັດ.
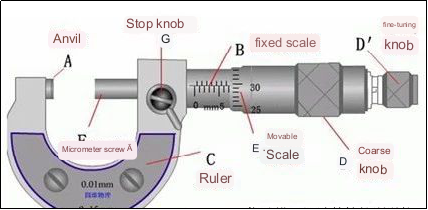
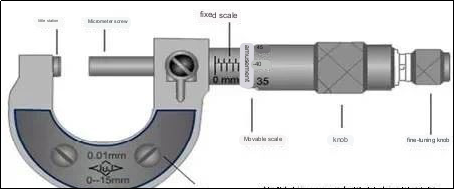
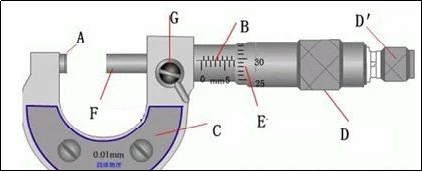
ໂຄງສ້າງຂອງໄມໂຄມິເຕີກ້ຽວວຽນ
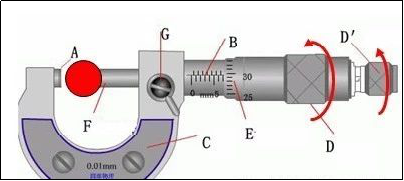
ຕໍ່ໄປນີ້ແມ່ນແຜນວາດ schematic ຂອງໂຄງສ້າງຂອງ micrometer ກ້ຽວວຽນ:
ຫຼັກການການເຮັດວຽກຂອງ screw micrometer
screw micrometer ແມ່ນເຮັດຕາມຫຼັກການຂອງການຂະຫຍາຍ screw, ນັ້ນແມ່ນ, screw rotates ຫນຶ່ງຄັ້ງໃນຫມາກແຫ້ງເປືອກແຂງ, ແລະ screw ກ້າວຫນ້າຫຼື retreats ຕາມທິດທາງຂອງແກນ rotation ໂດຍໄລຍະຫ່າງຂອງຫນຶ່ງ pitch. ດັ່ງນັ້ນ, ໄລຍະຫ່າງຂະຫນາດນ້ອຍທີ່ຍ້າຍຕາມແກນສາມາດສະແດງອອກໂດຍການອ່ານຢູ່ໃນເສັ້ນຮອບ.
pitch ຂອງກະທູ້ຄວາມແມ່ນຍໍາຂອງ screw micrometer ແມ່ນ 0.5mm, ແລະຂະຫນາດທີ່ສາມາດເຄື່ອນໄດ້ມີ 50 ເກັດແບ່ງອອກເທົ່າທຽມກັນ. ເມື່ອຂະຫນາດເຄື່ອນຍ້າຍໄດ້ rotates ຫນຶ່ງຄັ້ງ, screw micrometer ສາມາດກ້າວຫນ້າຫຼື retreat ໂດຍ 0.5mm, ສະນັ້ນການຫມຸນແຕ່ລະຂະຫນາດນ້ອຍແມ່ນທຽບເທົ່າກັບການວັດແທກ micro screw ຄວາມກ້າວຫນ້າຫຼື retreats 0.5/50=0.01mm. ມັນສາມາດເຫັນໄດ້ວ່າແຕ່ລະສ່ວນຂະຫນາດນ້ອຍຂອງຂະຫນາດເຄື່ອນທີ່ເປັນຕົວແທນຂອງ 0.01mm, ດັ່ງນັ້ນໄມໂຄມິເຕີຂອງ screw ສາມາດຖືກຕ້ອງເຖິງ 0.01mm. ເນື່ອງຈາກວ່າມັນສາມາດຄາດຄະເນການອ່ານອີກອັນຫນຶ່ງ, ມັນສາມາດອ່ານໄດ້ເຖິງພັນຂອງມິນລີແມັດ, ດັ່ງນັ້ນມັນຍັງເອີ້ນວ່າ micrometer.
ວິທີການນໍາໃຊ້ micrometer ກ້ຽວວຽນ
ເມື່ອພວກເຮົາມັກຈະຊ່ວຍລູກຄ້າເຊື່ອມຕໍ່ອຸປະກອນການເກັບຂໍ້ມູນຂອງພວກເຮົາດ້ວຍໄມໂຄມິເຕີກ້ຽວວຽນສໍາລັບການວັດແທກທີ່ມີປະສິດທິພາບສູງ, ພວກເຮົາມັກຈະແນະນໍາລູກຄ້າໃຫ້ເຮັດສິ່ງຕໍ່ໄປນີ້ເມື່ອເຮັດໄມໂຄມິເຕີກ້ຽວວຽນ:
1. ກວດເບິ່ງຈຸດສູນກ່ອນນຳໃຊ້: ຄ່ອຍໆຫັນລູກບິດປັບລະອຽດ D′ ເພື່ອເຮັດໃຫ້ໄມ້ວັດແທກ (F) ຕິດຕໍ່ກັບຕັ່ງວັດແທກ (A) ຈົນກ່ວາ ratchet ເຮັດໃຫ້ມີສຽງ. ໃນເວລານີ້, ຈຸດສູນໃນໄມ້ບັນທັດສາມາດເຄື່ອນທີ່ (ເສອແຂນເຄື່ອນທີ່) ເສັ້ນ engraved ຄວນສອດຄ່ອງກັບເສັ້ນອ້າງອີງ (ເສັ້ນແນວນອນຍາວ) ໃນແຂນຄົງ, ຖ້າບໍ່ດັ່ງນັ້ນຈະມີຄວາມຜິດພາດສູນ.
2. ຖືກອບໄມ້ບັນທັດ (C) ໃນມືຊ້າຍ, ຫັນລູກບິດປັບຫຍາບ D ດ້ວຍມືຂວາເພື່ອເຮັດໃຫ້ໄລຍະຫ່າງລະຫວ່າງ rod ວັດແທກ F ກັບ anvil A ຂະຫນາດໃຫຍ່ກ່ວາວັດຖຸວັດແທກເລັກນ້ອຍ, ເອົາວັດຖຸທີ່ວັດແທກໄດ້, ຫັນລູກບິດປ້ອງກັນ D' ເພື່ອຍຶດວັດຖຸທີ່ວັດແທກໄດ້ຈົນກ່ວາ ratchet ເຮັດໃຫ້ມີສຽງ, ຫັນ knob ຄົງ G ເພື່ອແກ້ໄຂ rod ວັດແທກແລະໃຊ້ເວລາອ່ານ.
ວິທີການອ່ານຂອງ screw micrometer
1. ອ່ານຂະໜາດຄົງທີ່ກ່ອນ
2. ອ່ານຂະຫນາດເຄິ່ງອີກເທື່ອຫນຶ່ງ, ຖ້າເສັ້ນຂະຫນາດເຄິ່ງຫນຶ່ງຖືກເປີດເຜີຍ, ບັນທຶກມັນເປັນ 0.5mm; ຖ້າເສັ້ນຂະຫນາດເຄິ່ງບໍ່ຖືກເປີດເຜີຍ, ບັນທຶກມັນເປັນ 0.0mm;
3. ອ່ານຂະໜາດເຄື່ອນທີ່ອີກຄັ້ງ (ໃສ່ໃຈກັບການຄາດຄະເນ), ແລະບັນທຶກເປັນ n×0.01mm;
4. ຜົນການອ່ານສຸດທ້າຍແມ່ນຂະໜາດຄົງທີ່ + ຂະໜາດເຄິ່ງ + ຂະໜາດເຄື່ອນທີ່
ເນື່ອງຈາກວ່າຜົນການອ່ານຂອງໄມໂຄມິເຕີກ້ຽວວຽນແມ່ນຖືກຕ້ອງເຖິງພັນໃນມມ, ໄມໂຄມິເຕີກ້ຽວວຽນຍັງເອີ້ນວ່າໄມໂຄມິເຕີ.
ຂໍ້ຄວນລະວັງສຳລັບໄມໂຄມິເຕີກ້ຽວວຽນ
1. ໃນເວລາວັດແທກ, ໃຫ້ເອົາໃຈໃສ່ຢຸດການໃຊ້ລູກບິດເມື່ອສະກູໄມໂຄແມັດເຂົ້າໃກ້ວັດຖຸທີ່ຈະວັດແທກ, ແລະໃຊ້ລູກບິດປັບລະອຽດແທນເພື່ອຫຼີກເວັ້ນຄວາມກົດດັນຫຼາຍເກີນໄປ, ເຊິ່ງບໍ່ພຽງແຕ່ສາມາດເຮັດໃຫ້ຜົນການວັດແທກຖືກຕ້ອງ, ແຕ່ຍັງປ້ອງກັນ. ໄມໂຄມິເຕີສະກູ.
2. ເມື່ອອ່ານ, ໃຫ້ເອົາໃຈໃສ່ວ່າເສັ້ນສະຫຼັກທີ່ຊີ້ບອກເຄິ່ງມີລີແມັດຢູ່ໃນຂະຫນາດຄົງທີ່ໄດ້ຖືກເປີດເຜີຍ.
3. ໃນເວລາອ່ານ, ມີຕົວເລກຄາດຄະເນຢູ່ໃນຈຸດທີ່ພັນ, ເຊິ່ງບໍ່ສາມາດຖິ້ມທັນທີທັນໃດ. ເຖິງແມ່ນວ່າຈຸດສູນຂອງຂະຫນາດຄົງທີ່ພຽງແຕ່ສອດຄ່ອງກັບເສັ້ນຂະຫນາດທີ່ແນ່ນອນຂອງຂະຫນາດທີ່ສາມາດຍ້າຍໄດ້, ສະຖານທີ່ພັນຄວນຖືກອ່ານເປັນ "0".
4. ໃນເວລາທີ່ anvil ຂະຫນາດນ້ອຍແລະ screw micrometer ໃກ້ຊິດກັນ, ຈຸດສູນຂອງຂະຫນາດເຄື່ອນທີ່ບໍ່ໄດ້ກົງກັນກັບຈຸດສູນຂອງຂະຫນາດຄົງທີ່, ແລະຈະມີຄວາມຜິດພາດສູນ, ທີ່ຄວນຈະໄດ້ຮັບການແກ້ໄຂ, ນັ້ນແມ່ນ, ການ. ຄ່າຂອງຄວາມຜິດພາດສູນຄວນຈະຖືກໂຍກຍ້າຍອອກຈາກການອ່ານການວັດແທກຄວາມຍາວສຸດທ້າຍ.
ການນໍາໃຊ້ທີ່ເຫມາະສົມແລະການບໍາລຸງຮັກສາຂອງ Spiral Micrometer
•ກວດເບິ່ງວ່າເສັ້ນສູນແມ່ນຖືກຕ້ອງບໍ;
•ໃນເວລາວັດແທກ, ພື້ນຜິວທີ່ວັດແທກຂອງ workpiece ຄວນຖືກເຊັດໃຫ້ສະອາດ;
•ໃນເວລາທີ່ workpiece ມີຂະຫນາດໃຫຍ່, ມັນຄວນຈະໄດ້ຮັບການວັດແທກກ່ຽວກັບທາດເຫຼັກຮູບ V ຫຼືແຜ່ນແປ;
• ເຊັດຕັ່ງວັດແທກ ແລະທວງໃຫ້ສະອາດກ່ອນທີ່ຈະວັດແທກ;
•ອຸປະກອນ ratchet ແມ່ນຈໍາເປັນໃນເວລາທີ່ screwing ແຂນເຄື່ອນຍ້າຍໄດ້;
• ຢ່າຖອດຝາຫຼັງອອກ, ເພື່ອບໍ່ໃຫ້ປ່ຽນເສັ້ນສູນ;
• ຫ້າມໃສ່ນ້ຳມັນເຄື່ອງທຳມະດາລະຫວ່າງປ່ຽງທີ່ຄົງທີ່ ແລະ ປ່ຽງທີ່ເຄື່ອນທີ່;
•ຫຼັງຈາກການນໍາໃຊ້, ເຊັດນ້ໍາມັນອອກແລະເອົາໃສ່ໃນປ່ອງພິເສດໃນບ່ອນທີ່ແຫ້ງ.
ການສະແຫວງຫາ Anebon ແລະເປົ້າຫມາຍວິສາຫະກິດແມ່ນເພື່ອ "ຕອບສະຫນອງຄວາມຕ້ອງການຂອງລູກຄ້າຂອງພວກເຮົາສະເຫມີ". Anebon ສືບຕໍ່ສ້າງແລະອອກແບບແລະອອກແບບສິນຄ້າທີ່ມີຄຸນນະພາບດີເດັ່ນສໍາລັບທັງຄວາມລ້າສະໄຫມແລະຄວາມສົດໃສດ້ານໃຫມ່ຂອງພວກເຮົາແລະຮັບຮູ້ຄວາມສົດໃສດ້ານ win-win ສໍາລັບລູກຄ້າຂອງພວກເຮົາຄືກັນກັບພວກເຮົາປັບແຕ່ງ profile extrusion ທີ່ມີຄວາມແມ່ນຍໍາສູງ, cnc ປ່ຽນຊິ້ນສ່ວນອະລູມິນຽມແລະຊິ້ນສ່ວນເຄື່ອງຕັດອາລູມິນຽມສໍາລັບລູກຄ້າ. . Anebon ມີແຂນເປີດ, ເຊື້ອເຊີນຜູ້ຊື້ທີ່ສົນໃຈທັງຫມົດໄປຢ້ຽມຢາມເວັບໄຊທ໌ຂອງພວກເຮົາຫຼືຕິດຕໍ່ພວກເຮົາໂດຍກົງສໍາລັບຂໍ້ມູນເພີ່ມເຕີມ.
ໂຮງງານຜະລິດເຄື່ອງ CNC Customized ຈີນແລະເຄື່ອງແກະສະຫລັກ CNC, ຜະລິດຕະພັນຂອງ Anebon ໄດ້ຮັບການຍອມຮັບຢ່າງກວ້າງຂວາງແລະເຊື່ອຖືໂດຍຜູ້ໃຊ້ແລະສາມາດຕອບສະຫນອງຄວາມຕ້ອງການດ້ານເສດຖະກິດແລະສັງຄົມທີ່ກໍາລັງພັດທະນາຢ່າງຕໍ່ເນື່ອງ. Anebon ຍິນດີຕ້ອນຮັບລູກຄ້າໃຫມ່ແລະເກົ່າຈາກທຸກຍ່າງຂອງຊີວິດທີ່ຈະຕິດຕໍ່ພວກເຮົາສໍາລັບຄວາມສໍາພັນທາງທຸລະກິດໃນອະນາຄົດແລະການບັນລຸຜົນສໍາເລັດເຊິ່ງກັນແລະກັນ!
ເວລາປະກາດ: ກໍລະກົດ-03-2023