
Metodi comuni di taglio del filo
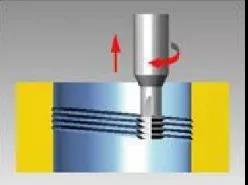

Filettatura per fresatura e tornitura
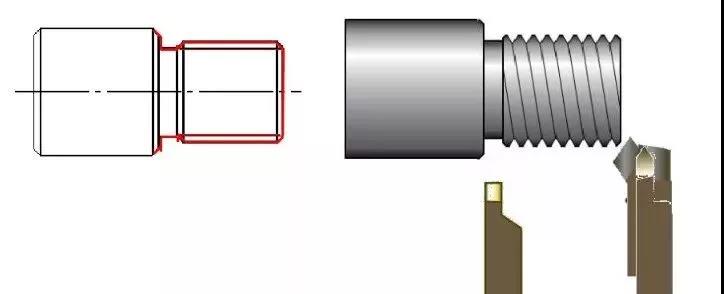
Processo tecnologico
Faccia finale di tornitura un diametro maggiore della filettatura di tornitura (d < diametro nominale) un sottosquadro di tornitura (< diametro minore della filettatura) → smussatura → filettatura di tornitura (tornitura multi-utensile)
Competenze di installazione
Installazione del pezzo
Selezionare la posizione di bloccaggio corretta.
La forza di serraggio è sufficiente.


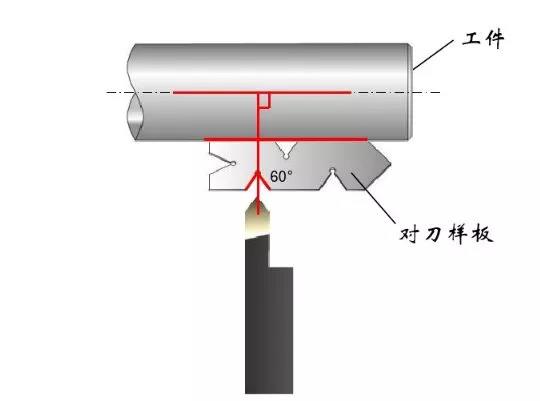
Montare la rata
Punti chiave di installazione: la linea di divisione dell'angolo della punta dell'utensile è perpendicolare all'asse del pezzo.parte tornitura CNC
Regolazione della macchina utensile
Per tornitura di filetti
Regolare la velocità del mandrino
Regolazione del tono

Avviso
1. Evita la "fibbia casuale"
[Se quest'ultimo coltello non riesce a cadere nella scanalatura del filetto del metodo di tornitura del primo coltello, il pezzo verrà scartato. ]
Se il passo della vite non è il valore integrale del passo del pezzo, deve essere ruotato ruotandolo avanti e indietro
La posizione relativa tra il pezzo e il mandrino non può essere modificata.
Se l'utensile viene cambiato o rettificato, è necessario regolarlo nuovamente.parte di lavorazione CNC
2. Prevenire gli “accoltellamenti”
[la distribuzione del sovrametallo di lavorazione è irragionevole, oppure è più ragionevole il sovrametallo di una tornitura, il che rende i due lati della filettatura ruvidi e addirittura scheggiati. ]
Bloccaggio di pezzi e utensili
Assegnazione ragionevole dell'indennità e scelta del metodo di alimentazione adeguato
Ritira il coltello in tempo.
Anebon Metal Products Limited può fornire lavorazioni CNC, pressofusione, servizi di lavorazione della lamiera, non esitate a contattarci.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Orario di pubblicazione: 02 gennaio 2020