
In che misura il noto sistema di lavorazione dei fori profondi si applica al nostro processo di lavorazione?
Canne di armi e sistemi d'arma:
La perforazione profonda svolge un ruolo fondamentale nella produzione di canne per armi, garantendo l'accuratezza e la precisione delle dimensioni della canna, della rigatura e della struttura superficiale.
Industria aerospaziale:
La lavorazione di fori profondi viene utilizzata nella produzione di carrelli di atterraggio per aerei, parti di motori a reazione, alberi di rotori di elicotteri e altri componenti cruciali che richiedono precisione e durata eccezionali.
Industria del petrolio e del gas:
La perforazione di fori profondi viene utilizzata nella fabbricazione di attrezzature utilizzate nell'esplorazione di petrolio e gas, compresi strumenti di perforazione, teste di pozzo e tubi di produzione.
Industria automobilistica:
La produzione di componenti di motori come alberi a gomiti, alberi a camme, bielle e parti di iniezione del carburante richiede l'incorporazione di fori profondi.
Medicina e sanità:
La lavorazione di fori profondi è essenziale nella produzione di strumenti chirurgici, impianti e dispositivi medici che richiedono caratteristiche interne e finiture superficiali realizzate con precisione.
Industria degli stampi e delle matrici:
La perforazione di fori profondi trova applicazione nella produzione di stampi a iniezione, matrici di estrusione e altri componenti di utensili che necessitano di intricati canali di raffreddamento per dissipare in modo efficiente il calore.
Riparazione di matrici e stampi:
I sistemi di lavorazione di fori profondi vengono utilizzati anche per la riparazione o la modifica di stampi e matrici esistenti, consentendo la perforazione di canali di raffreddamento, fori per estrattori o altre caratteristiche necessarie.
Sistemi di lavorazione a foro profondo: sei modelli comunemente utilizzati
Cos'è l'elaborazione deep-hole?
Un foro profondo è un foro il cui rapporto tra lunghezza e diametro è maggiore di 10. Il rapporto tra profondità e diametro per i fori profondi in generale è solitamente L/d>=100. Questi includono fori dei cilindri, olio assiale dell'albero, mandrino cavo e valvole idrauliche. Questi fori spesso richiedono elevata precisione e qualità della superficie, mentre alcuni materiali sono difficili da lavorare, il che può rappresentare un problema nella produzione. Quali sono alcuni metodi a cui potresti pensare per elaborare i buchi profondi?
1. Perforazione tradizionale
La punta elicoidale, inventata dagli americani, è l'origine della lavorazione dei fori profondi. Questa punta da trapano ha una struttura relativamente semplice ed è facile introdurre il fluido da taglio, consentendo la produzione di punte da trapano di diversi diametri e dimensioni.
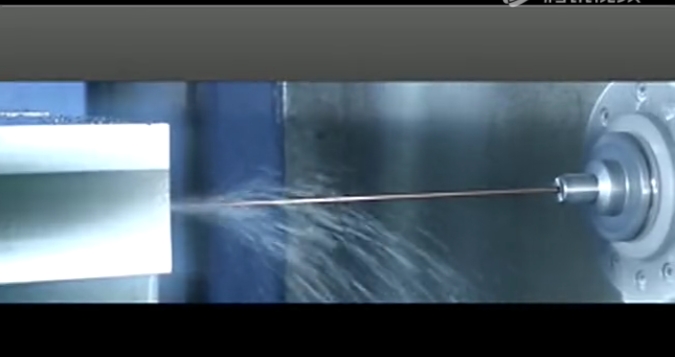
2. Trapano a pistola
La punta per tubi per fori profondi è stata utilizzata per la prima volta per produrre canne di armi, note anche come tubi per fori profondi. Il trapano a pistola è stato chiamato così perché le canne non erano tubi di precisione senza saldatura e il processo di produzione dei tubi di precisione non poteva soddisfare i requisiti di precisione. La lavorazione dei fori profondi è ora un metodo di lavorazione popolare ed efficiente grazie allo sviluppo della scienza e delle tecnologie e agli sforzi dei produttori di sistemi di fori profondi. Sono utilizzati in molti campi, tra cui: industria automobilistica, aerospaziale, costruzioni strutturali, apparecchiature mediche, stampi/utensili/maschere, industria idraulica e della pressione.
La foratura a cannone è un'ottima soluzione per la lavorazione di fori profondi. La perforazione con pistola è un buon modo per ottenere risultati precisi. La perforazione a pistola può ottenere risultati di elaborazione precisi. È in grado di elaborare una varietà di fori profondi e anche fori profondi speciali come fori ciechi e fori trasversali.
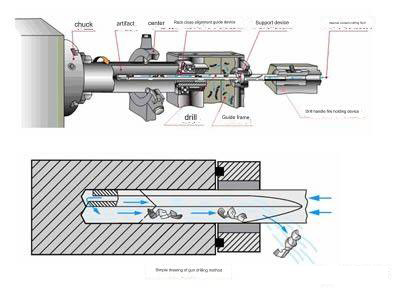
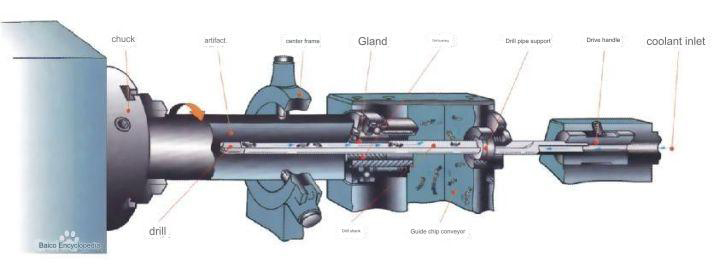
Componenti del sistema di perforazione con pistola

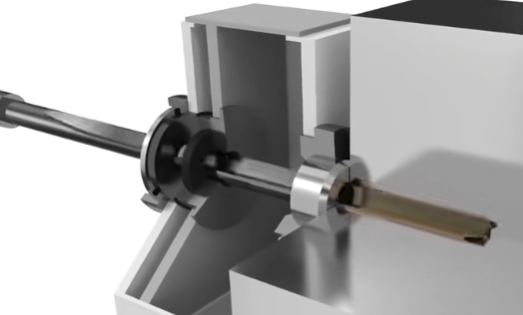
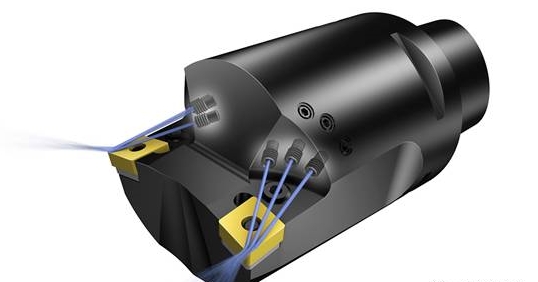
Punte da trapano per pistola
3. Sistema BTA
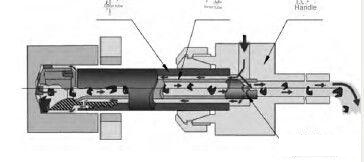
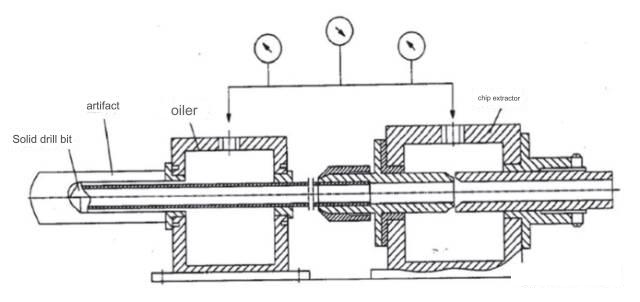
L'International Hole Processing Association ha inventato una punta per fori profondi che rimuove i trucioli dall'interno. Il sistema BTA utilizza cilindri cavi per l'asta di perforazione e la punta. Ciò migliora la rigidità dell'utensile e consente un rapido montaggio e smontaggio. La figura mostra il suo principio di funzionamento. Il distributore dell'olio viene riempito con il fluido da taglio sotto pressione.
Il fluido da taglio passa quindi attraverso lo spazio anulare creato dal tubo di perforazione, la parete del foro e fluisce nell'area di taglio per il raffreddamento e la lubrificazione. Inoltre preme il truciolo nei trucioli della punta del trapano. La cavità interna del tubo di perforazione è il luogo in cui vengono scaricati i trucioli. Il sistema BTA può essere utilizzato per fori profondi con diametro superiore a 12 mm.
Composizione del sistema BAT↑

Punta da trapano BAT↑
4. Sistema di perforazione ad iniezione e aspirazione
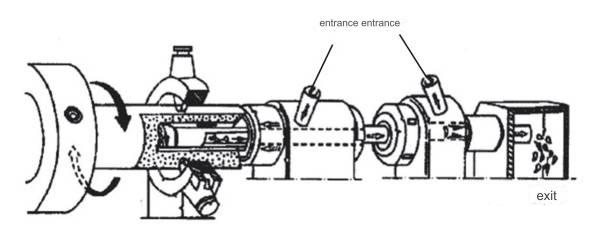
Il Jet Suction Drilling System è una tecnica di perforazione di fori profondi che utilizza un doppio tubo basato sul principio di aspirazione a getto della meccanica dei fluidi. Il sistema di aspirazione-spruzzo si basa su un utensile tubolare a due strati. Dopo essere stato pressurizzato, il fluido da taglio viene iniettato dall'ingresso. I 2/3 del fluido da taglio che entra nello spazio tra la barra di perforazione esterna e quella interna confluiscono nelparte da taglio personalizzata CNCper raffreddarlo e lubrificarlo.
I trucioli vengono spinti nella cavità interna. Il restante 1/3 del fluido da taglio viene spruzzato ad alta velocità nel tubo interno attraverso l'ugello a forma di mezzaluna. Ciò crea una zona di bassa pressione all'interno della cavità interna del tubo, che aspira il liquido da taglio che trasporta i trucioli. I trucioli vengono scaricati rapidamente dall'uscita grazie alla doppia azione di spruzzo e aspirazione. I sistemi di foratura a getto aspirante vengono utilizzati principalmente per la lavorazione di fori profondi, con diametro superiore a 18 mm.
Principio del sistema di perforazione con aspirazione a getto↑
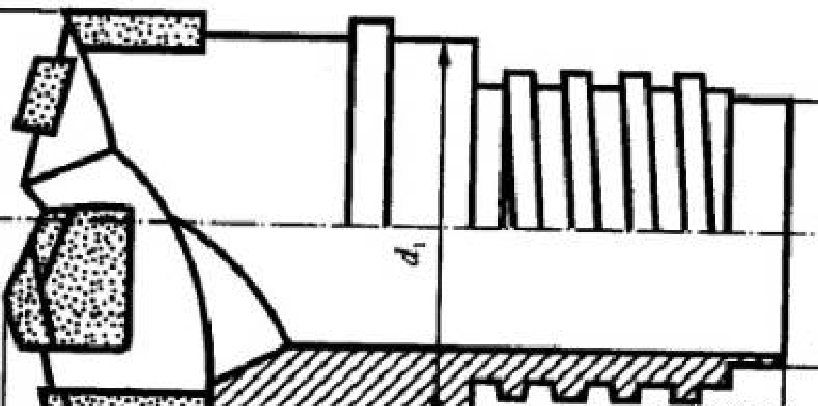
Punta da trapano con aspirazione a getto↑
Sistema 5.DF
Il sistema DF è un sistema di rimozione truciolo interno a tubo singolo a doppio ingresso sviluppato da Nippon Metallurgical Co., Ltd. Il fluido da taglio è diviso in due rami anteriore e posteriore, che entrano rispettivamente da due ingressi. 2/3 del fluido da taglio nel primo fluiscono nelparte da taglio in metallo CNCattraverso l'area anulare formata dall'asta di perforazione e dalla parete del foro lavorato, e spinge i trucioli nell'uscita trucioli sulla punta di perforazione, entra nell'asta di perforazione e scorre verso l'estrattore dei trucioli; quest'ultimo 1/3 del fluido da taglio entra direttamente nell'estrattore di trucioli e viene accelerato attraverso lo stretto spazio conico tra gli ugelli anteriore e posteriore, creando un effetto di aspirazione a pressione negativa per raggiungere lo scopo di accelerare la rimozione dei trucioli.
La struttura della prima metà del sistema DF che svolge un ruolo di “spinta” è simile a quella del sistema BTA, e la struttura della seconda metà che svolge un ruolo di “aspirazione” è simile a quella di una perforazione jet-suction sistema. Poiché il sistema DF utilizza dispositivi a doppio ingresso dell'olio, utilizza solo un tubo di perforazione. Il metodo di spinta e aspirazione dei trucioli è completato, quindi il diametro dell'asta di perforazione può essere reso molto piccolo e si possono elaborare fori più piccoli. Attualmente il diametro minimo di lavorazione del sistema DF può raggiungere i 6 mm.
Come funziona il sistema DF↑
Punta per fori profondi DF↑
6. Sistema SIED
La North China University ha inventato il sistema SIED, un sistema di espulsione dei trucioli a tubo singolo e un sistema di perforazione ad aspirazione. Questa tecnologia si basa su tre tecnologie di foratura interna ad asportazione di truciolo: BTA (punta a getto di aspirazione), sistema DF e sistema DF. Il sistema aggiunge un dispositivo di estrazione dei trucioli regolabile in modo indipendente, alimentato dall'alimentatore per controllare in modo indipendente il flusso del fluido di raffreddamento e di rimozione dei trucioli. Come mostrato nel diagramma, questo è il principio di base. La pompa idraulica emette fluido da taglio, che viene poi diviso in due flussi: il primo fluido da taglio entra nel dispositivo di erogazione dell'olio e scorre attraverso l'intercapedine anulare tra la parete dell'asta di perforazione e il foro per raggiungere la parte tagliente, rimuovendo i trucioli.
Il primo fluido da taglio viene spinto nel foro di uscita della punta. Il secondo fluido da taglio entra attraverso l'interstizio tra le coppie di ugelli conici e scorre nel dispositivo di aspirazione dei trucioli. Questo crea un getto ad alta velocità e una pressione negativa. SIED è dotato di due valvole regolatrici di pressione indipendenti, una per ogni flusso di liquido. Questi possono essere regolati in base alle migliori condizioni di raffreddamento o di estrazione del truciolo. SlED è un sistema che viene gradualmente promosso. È un sistema più sofisticato. Il sistema SLED è attualmente in grado di ridurre il diametro minimo del foro di perforazione a meno di 5 mm.
Come funziona il sistema SIED↑
Applicazione della lavorazione di fori profondi in CNC
Fabbricazione di armi da fuoco e armi:
La perforazione di fori profondi viene utilizzata per realizzare pistole e sistemi d'arma. Garantisce dimensioni esatte, rigatura e finitura superficiale per prestazioni precise e affidabili dell'arma.
Industria aerospaziale:
Un processo di lavorazione a foro profondo viene utilizzato per realizzare parti per carrelli di atterraggio di aerei, parti di motori a turbina e vari altri componenti aerospaziali vitali che richiedono alta qualità e precisione.
Esplorazione di petrolio e gas:
La perforazione di fori profondi viene utilizzata per la produzione di attrezzature come punte da trapano, tubi e teste di pozzo, essenziali per l'esplorazione di petrolio e gas. I buchi profondi consentono l'estrazione delle risorse intrappolate nei serbatoi sotterranei.
Industria automobilistica:
La lavorazione di fori profondi è essenziale per la realizzazione di componenti del motore come alberi motore, alberi a camme e bielle. Questi componenti richiedono precisione nelle loro caratteristiche interne e nella finitura per ottenere le migliori prestazioni.
Sanità e medicina:
Un processo di lavorazione a foro profondo viene utilizzato per realizzare strumenti chirurgici, impianti medici e diversi strumenti medici. Questi dispositivi richiedono caratteristiche e finiture interne precise per garantire massime prestazioni e compatibilità.
Industria degli stampi e delle matrici:
La punta per fori profondi svolge un ruolo cruciale nella creazione di stampi e matrici. Stampi e matrici richiedono canali di raffreddamento per garantire un'efficiente dissipazione del calore quando si utilizzano processi come lo stampaggio a iniezione o diverse procedure di produzione.
Industria energetica:
La lavorazione dei fori profondi viene utilizzata per la produzione di componenti legati all'energia, come pale di turbine, scambiatori di calore e componenti di trasmissione di potenza. Questi componenti richiedono in genere specifiche e finiture interne precise per garantire l'efficienza nella creazione di energia.
Industria della difesa:
La perforazione di fori profondi viene utilizzata nella produzione di materiali legati alla difesaparti fresate a controllo numericocome i sistemi di guida missilistica e le piastre corazzate e i componenti dei veicoli aerospaziali. Questicomponenti lavorati a controllo numericorichiedono alta precisione e lunga durata per garantirne l'efficacia e la sicurezza.
Anebon è in grado di fornire merce di alta qualità, prezzi di vendita competitivi e la migliore assistenza clienti. La destinazione di Anebon è "Vieni qui con difficoltà e noi ti forniamo un sorriso da portare via" per il servizio personalizzato di stampaggio dei metalli. Ora Anebon ha prestato attenzione a tutte le specifiche per assicurare ogni prodotto o servizio soddisfatto dai nostri acquirenti.
Forniamo anche un servizio di taglio laser e metallo anodizzato OEM che soddisfa le vostre esigenze e requisiti specifici. Con un forte team di ingegneri esperti nella progettazione e nello sviluppo di tubi flessibili, Anebon valuta attentamente ogni opportunità per fornire i migliori prodotti e soluzioni ai nostri clienti.
Se vuoi saperne di più, contatta la persona ufficiale responsabile di Anebon tramite info@anebon.com, telefono+86-769-89802722
Orario di pubblicazione: 27 ottobre 2023