
Skilgreining á vélrænni þekkingu eftir Anebon
Vélræn þekking er hæfileikinn til að skilja og beita ýmsum hugtökum, meginreglum og venjum í vélfræði. Vélræn þekking felur í sér skilning á vélum, vélbúnaði og efnum sem og verkfærum og ferlum. Þetta felur í sér þekkingu á vélrænum meginreglum, svo sem krafti og hreyfingu, orku og kerfum gíra og hjóla. Vélaverkfræðiþekking felur í sér hönnun, viðhald og bilanaleitartækni, auk vélaverkfræði. Vélræn þekking er mikilvæg fyrir margar stéttir og atvinnugreinar sem vinna með vélræn kerfi. Má þar nefna verkfræði, framleiðslu og smíði.
1. Hver eru bilunaraðferðir vélrænna hluta?
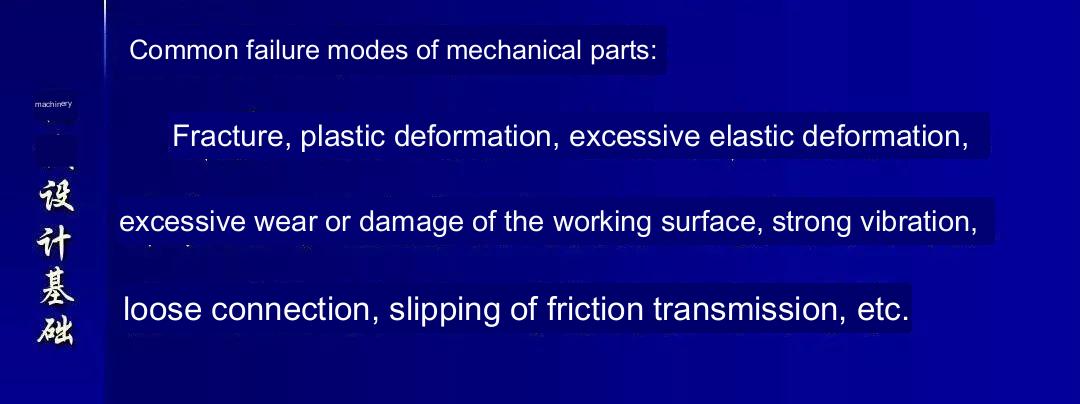
(1) Heildarbrot
(2) Óhófleg varanleg röskun
(3) Skerðing á yfirborði hluta
(4) Bilun vegna truflunar á reglulegum rekstrarskilyrðum
Hver er rökin á bak við hina tíðu kröfu um að skrúfa ekki af fyrir snittari tengingar?
Hver er kjarnahugmyndin um að skrúfa af?
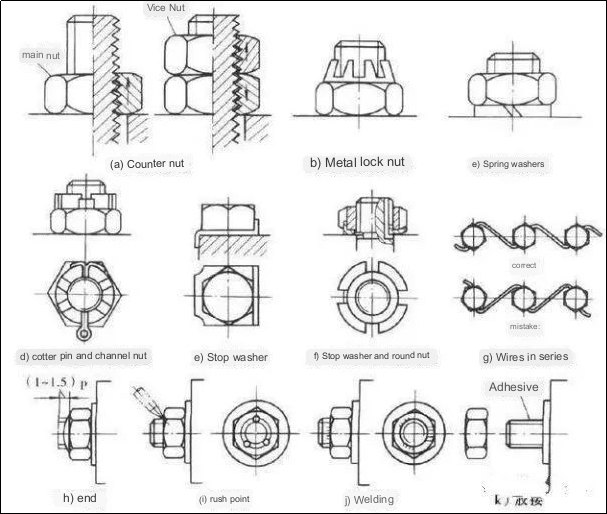
Hvaða aðferðir eru tiltækar til að koma í veg fyrir losun?
Svar:
Almennt getur snittari tengingin uppfyllt skilyrði sjálflæsingar og losnar ekki sjálfkrafa. Hins vegar, í aðstæðum sem fela í sér titring, höggálag eða miklar hitasveiflur, eru líkur á að tengihnetan losni smám saman. Aðalorsök þráðalosunar liggur í hlutfallslegum snúningi milli þráðapöranna. Þar af leiðandi er bráðnauðsynlegt að innleiða ráðstafanir gegn losun í raunverulegri hönnun.
Algengustu aðferðirnar eru:
1. Núningsbundin andlosun — viðhalda núningi á milli þráðapöranna til að koma í veg fyrir losun, svo sem að nota gormaþvottavélar og tvöfaldar hnetur á efri hliðinni;
2. Vélrænn andstæðingur-losun - nota hindrandivélaðir íhlutirtil að tryggja losun, oft nota rifhnetur og prjóna, meðal annars;
3. Losun þráðapöra sem byggir á truflunum — breytir og breytir sambandi milli þráðapöranna, svo sem með því að beita höggtengdri tækni.
Hvert er markmiðið með því að herða í snittari tengingum?
Pbjóða upp á nokkrar aðferðir til að stjórna beittum krafti.
Svar:
Ætlunin á bak við að herða í snittari tengingum er að leyfa boltum að mynda forspennandi kraft. Þetta forspennuferli leitast við að auka áreiðanleika og þéttleika tengingarinnar til að koma í veg fyrir bil eða hlutfallslega hreyfingu milli samtengdu hlutanna við hleðsluskilyrði. Tvær árangursríkar aðferðir til að stjórna herðakraftinum eru að nota snúningslykil eða stöðugan snúningslykil. Þegar tilskildu togi hefur verið náð er hægt að læsa því á sinn stað. Að öðrum kosti er hægt að mæla lengingu boltans til að stjórna forspennukraftinum.
Hvernig er teygjanlegt renna frábrugðið rennibraut í reimdrifum?
Af hverju er takmörkun á lágmarksþvermáli litlu trissunnar í hönnun kilreimadrifs?
Svar:
Teygjanlegt renna táknar eðlislægan eiginleika beltadrifs sem ekki er hægt að forðast. Það gerist þegar munur er á spennu og beltisefnið sjálft er teygjanlegt. Á hinn bóginn er rennsli tegund bilunar sem kemur upp vegna ofhleðslu og ætti að koma í veg fyrir það hvað sem það kostar.
Nánar tiltekið, rennur á sér stað á litlu trissunni. Aukið ytra álag leiðir til meiri spennumun á báðum hliðum, sem aftur leiðir til stækkunar á svæðinu þar sem teygjanlegt renna á sér stað. Teygjanleg renna táknar magnbreytingu en renna táknar eigindlega breytingu. Þar af leiðandi, til að koma í veg fyrir skrið, er takmörkun á lágmarksþvermáli litlu trissunnar, þar sem smærri þvermál trissunnar leiða til minni umbúðahorna og minni snertiflötur, sem gerir það að verkum að hætta sé á að skriðið verði.
Hvernig tengist rennihraði tannyfirborðsins leyfilegu snertiálagi gráa steypujárns og ál-járns brons hverfla?
Svar:
Leyfilegt snertiálag gráa steypujárns og ál-járns brons hverfla er undir áhrifum af rennihraða tannyfirborðsins vegna verulegs bilunarhams sem kallast tannyfirborðsviðloðun. Viðloðun hefur bein áhrif á rennishraðann og hefur þannig áhrif á leyfilegt snertiálag. Á hinn bóginn er aðalbilunarmáti steyptra tins brons hverfla tannyfirborðsgryfjur, sem stafa af snertiálagi. Þess vegna er leyfilegt snertiálag ótengt rennihraðanum.
Enumafmá dæmigerð lögmál hreyfingar, höggeiginleika og viðeigandi aðstæður fyrir fylgjendur kambálksins.
Svar:
Hreyfingarlögmál fyrir fylgjendur kambásbúnaðarins fela í sér stöðuga hraðahreyfingu, ýmis lög um hraðaminnkun og einföld harmonisk hreyfing (kósínushröðunarhreyfingarlögmál). Lögmálið um stöðugan hraða hreyfingar sýnir stíft högg og nýtist við lághraða og létt álag.
Lög um hraðaminnkun, þar á meðal stöðuga hröðun, eru með sveigjanlegum höggum og henta fyrir miðlungs til lágan hraða. Einföld harmonisk hreyfing (kósínus 4 strengja hröðunarhreyfingarlögmál) býður upp á mjúk áhrif þegar hlé er á milli, sem gerir það hagkvæmt fyrir miðlungs til lághraða atburðarás. Í háhraðasviðsmyndum án hvíldartíma er engin sveigjanleg áhrif, sem gerir það viðeigandi fyrir þessar aðstæður.
Dragðu saman grundvallarreglur um samsöfnun tannsniðs.
Svar:
Sama hvar tannsniðin komast í snertingu, þá verður sameiginlega eðlilega línan sem liggur í gegnum snertipunktinn að skera ákveðinn punkt á miðlínunni. Þetta ástand tryggir að stöðugu flutningshlutfalli sé viðhaldið.
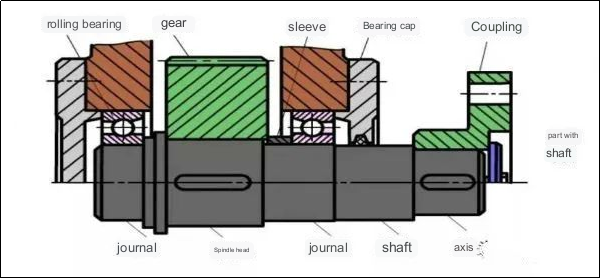
Hverjar eru hinar ýmsu aðferðir við að festa hluta í ummáli á skafti? (veittu fleiri en fjórar aðferðir)
Svar:
Möguleikar til að festa ummál eru meðal annars notkun á lyklatengingu, spólutengingu, truflunartengingu, stilliskrúfu, pinnatengingu og þenslutengingu.
Hverjar eru helstu tegundir axial festingartækni til að festa hluta við skaft?
Hver eru sérkenni hvers og eins? (nefni fleiri en fjóra)
Svar:
Ásfestingaraðferðir til að festa hluta við skaft ná yfir nokkrar lykilgerðir, hver með sérstökum eiginleikum. Þar á meðal eru kragafesting, snittari festing, vökvafesting og flansfesting. Kragafesting felur í sér notkun á kraga eða klemmu sem er hert í kringum skaftið til að festa hlutann áslega. Þráðfesting felur í sér að notaðir eru þræðir á skaftinu eða hlutanum til að festa þá vel saman. Vökvafesting notar vökvaþrýsting til að búa til þétta tengingu milli hlutans og skaftsins. Flansfesting felur í sér notkun á flans sem er boltaður eða soðinn viðcnc vinnsluhlutarog skaftið, sem tryggir örugga ásfestingu.
Hvers vegna er nauðsynlegt að framkvæma hitajafnvægisútreikninga fyrir lokuð ormadrif?
Svaraðu:
Lokuð ormadrif sýna tiltölulega renna og mikinn núning. Vegna takmarkaðrar hitaleiðnigetu þeirra og tilhneigingar til viðloðunarvandamála er nauðsynlegt að framkvæma hitajafnvægisútreikninga.
Hvaða tvær styrkleikareikningakenningar eru notaðar í gírstyrksútreikningum?
Hvaða mistök miða þeir við?
Ef gírskipting notar lokað mjúkt tannyfirborð, hver er hönnunarviðmiðun hennar?
Svar:
Gírstyrksútreikningar fela í sér að ákvarða snertiþreytustyrk tannyfirborðs og beygjuþreytustyrk tannrótar. Snertiþreytustyrkurinn miðar að því að koma í veg fyrir bilun í þreytuholum á tannyfirborðinu, en beygjuþreytustyrkurinn tekur á þreytubrotum í tannrótinni. Gírskipting sem notar lokað mjúkt tannyfirborð fylgir hönnunarviðmiðinu að taka tillit til snertiþreytustyrks tannyfirborðsins og sannreyna beygjuþreytustyrk tannrótarinnar.
Hver eru hlutverk tenginga og kúplingar?
Hvernig eru þau frábrugðin hver öðrum?
Svar:
Bæði tengi og kúplingar þjóna þeim tilgangi að tengja tvo stokka til að gera togflutning og samstilltan snúning kleift. Hins vegar eru þeir ólíkir hvað varðar losunargetu sína meðan á notkun stendur. Ctengingar tengja stokka sem ekki er hægt að aðskilja meðan á notkun stendur; Aftenging þeirra er aðeins möguleg með því að taka í sundursnúningshlutareftir lokun. Aftur á móti bjóða kúplingar upp á getu til að tengja eða aftengja stokkana tvo á hverju augnabliki meðan vélin er í gangi.
Gerðu grein fyrir nauðsynlegum forsendum þess að olíufilmulegur virki rétt.
Svar:
Þeir tveir fletir sem gangast undir hlutfallslega hreyfingu verða að koma á fleyglaga bili; rennishraðinn á milli yfirborðanna verður að tryggja að smurolía komist inn úr stærri portinu og út úr minni portinu; smurolían verður að hafa ákveðna seigju og nægilegt olíuframboð er nauðsynlegt.
Gefðu stutta útskýringu varðandi afleiðingar, aðgreiningareiginleika og dæmigerða notkun legan 7310.
Svar:
Túlkun kóða: Kóðinn „7″ táknar hyrnt snertikúlulegur. Tilnefningin „(0)“ vísar til staðlaðrar breiddar, þar sem „0″ er valfrjálst. Talan „3″ táknar miðlungsröðina hvað varðar þvermál. Að lokum samsvarar „10″ innra leguþvermáli 50 mm.
Eiginleikar og forrit:
Þetta legulíkan þolir samtímis geisla- og ásálag í einni átt. Það býður upp á háan hámarkshraða og er venjulega notað í pörum.
Innan flutningskerfis sem inniheldur gírskiptingu, beltaskiptingu og keðjuskiptingu, hvaða tegund af gírskiptingu er venjulega sett á hæsta hraðastigi?
Aftur á móti, hvaða gírhluta er komið fyrir í lægstu gírstöðu?
Útskýrðu rökin á bak við þetta fyrirkomulag.
Svar:
Almennt er beltadrifið staðsett á hæsta hraðastigi en keðjudrifið er sett í lægstu gírstöðu. Beltadrifið státar af eiginleikum eins og stöðugri gírskiptingu, dempun og höggdeyfingu, sem gerir það hagkvæmt fyrir mótorinn á meiri hraða. Á hinn bóginn hafa keðjudrif tilhneigingu til að mynda hávaða meðan á notkun stendur og henta betur fyrir lághraða atburðarás og er því venjulega úthlutað í lægra gírþrepið.
Hvað veldur ójafnri hraða í keðjuflutningi?
Hverjir eru helstu þættirnir sem hafa áhrif á það?
Við hvaða aðstæður getur samstundisflutningshlutfallið haldist stöðugt?
Svar:
1) Óreglulegur hraði í keðjuflutningi stafar fyrst og fremst af marghyrningaáhrifum sem felast í keðjubúnaðinum; 2) Lykilþættirnir sem hafa áhrif á það eru keðjuhraði, keðjuhalli og fjöldi tannhjóla; 3) Þegar fjöldi tanna á bæði stærri og smærri tannhjólum er jafn (þ.e. z1=z2) og miðfjarlægðin á milli þeirra er nákvæmlega margfeldi af tónhæðinni (p), helst samstundisflutningshlutfallið stöðugt í 1.
Af hverju er tönnbreidd (b1) á hjólhjólinu aðeins stærri en tönnbreidd (b2) á stærri gírnum í sívalur gírminnkun?
Þegar styrkleiki er reiknaður, á þá tannbreiddarstuðullinn (ψd) að miða við b1 eða b2? Hvers vegna?
Svar:
1) Til að koma í veg fyrir ásmisjöfnun gíranna vegna samsetningarvillna minnkar breiddin sem tengist tönn, sem leiðir til aukins vinnuálags. Þess vegna ætti tannbreidd (b1) á minni gírnum að vera aðeins stærri en b2 á stærri gírnum. Styrkleikaútreikningurinn ætti að byggjast á tannbreiddinni (b2) stærri gírsins vegna þess að hann táknar raunverulega snertibreidd þegar par af sívalur gír tengjast.
Hvers vegna ætti þvermál litlu trissunnar (d1) að vera jafnt eða stærra en lágmarksþvermál (dmin) og vafningshorn drifhjólsins (α1) að vera jafnt og eða stærra en 120° í hraðaminnkun beltadrifs?
Almennt er ráðlagður beltishraði á bilinu 5 til 25 m/s.
Hvað eru cafleiðingar ef beltishraði fer yfir þetta svið?
Svar:
1) Minni þvermál litla trissunnar leiðir til meiri beygjuálags á beltið. Til að koma í veg fyrir of mikið beygjuálag ætti að viðhalda lágmarksþvermáli litlu trissunnar.
2) Snúningshornið (α1) drifhjólsins hefur áhrif á hámarks virka spennu beltsins. Minni α1 leiðir til lægri hámarks virkan togkraft. Til að auka hámarks áhrifaríkan togkraft og koma í veg fyrir að sleppi, er almennt mælt með umbúðahorni sem er α1≥120°.
3) Ef beltishraði fellur utan bilsins 5 til 25 m/s getur það haft afleiðingar. Hraði undir bilinu gæti þurft meiri virkan togkraft (Fe), sem leiðir til fjölgunar belta (z) og stærri beltadrifsbyggingar. Aftur á móti myndi of mikill beltishraði leiða til meiri miðflóttakrafts (Fc), sem krefst varúðar.
Kostir og gallar við helical rolling.
Svar:
Kostir
1) Það sýnir lágmarks slit og hægt er að beita aðlögunartækninni til að koma í veg fyrir úthreinsun og framkalla ákveðna for-aflögun, þar með auka stífleika og ná mikilli flutningsnákvæmni.
2) Ólíkt sjálflæsandi kerfum er það fær um að breyta línulegri hreyfingu í snúningshreyfingu.
Ókostir
1) Uppbyggingin er flókin og veldur áskorunum í framleiðslu.
2) Ákveðnar aðferðir gætu krafist viðbótar sjálflæsingarbúnaðar til að koma í veg fyrir viðsnúning.
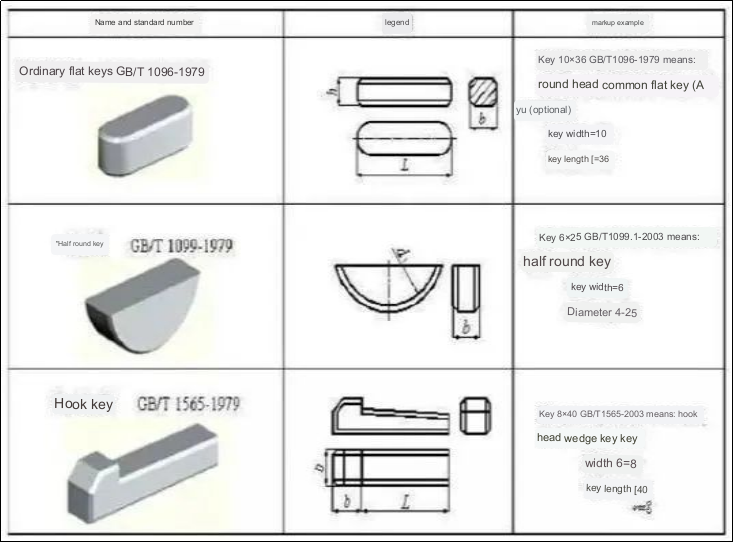
Hver er grundvallarreglan við val á lyklum?
Svar:
Þegar lyklar eru valdir eru tvö lykilatriði: gerð og stærð. Gerðarvalið er háð þáttum eins og byggingareiginleikum lykiltengingarinnar, notkunarkröfum og vinnuskilyrðum.
Á hinn bóginn ætti stærðarvalið að vera í samræmi við staðlaðar forskriftir og styrkleikakröfur. Stærð lykilsins samanstendur af þversniðsmálunum (lyklabreidd b * lyklahæð h) og lengdinni L. Val á þversniðsmálunum b*h ræðst af skaftþvermáli d, en lyklalengd L getur almennt ákvörðuð út frá lengd miðstöðvarinnar, sem þýðir að lykillengd L ætti ekki að fara yfir lengd miðstöðvarinnar. Að auki, fyrir flöta stýrilykla, er nöflengdin L' venjulega um (1,5–2) sinnum þvermál skaftsins d, að teknu tilliti til lengdar miðstöðvarinnar og rennivegalengdarinnar.
Anebon treystir á sterka tæknilega getu sína og þróar stöðugt háþróaða tækni til að uppfylla kröfur CNC málmvinnslu,5 ása cnc fræsun, og bílasteypu. Við metum mjög allar tillögur og endurgjöf. Með góðu samstarfi getum við náð gagnkvæmri þróun og framförum.
Sem ODM framleiðandi í Kína sérhæfir Anebon sig í að sérsníða álstimplunarhluta og framleiðslu vélahluta. Eins og er, hafa vörur okkar verið fluttar út til yfir sextíu landa og ýmissa svæða um allan heim, þar á meðal Suðaustur-Asíu, Ameríku, Afríku, Austur-Evrópu, Rússlandi og Kanada. Anebon hefur skuldbundið sig til að koma á víðtækum tengslum við hugsanlega viðskiptavini í Kína og öðrum heimshlutum.
Birtingartími: 16. ágúst 2023