
Skilur þú notkunarsvið rúmfræðilegs umburðarlyndis í CNC vinnslu?
Forskriftin á rúmfræðilegum vikmörkum er mikilvægur þáttur í CNC vinnslu, þar sem hún tryggir nákvæma framleiðslu á íhlutum. Geometrísk vikmörk eru afbrigðin sem hægt er að gera í stærð, lögun, stefnu og staðsetningu eiginleika á verki. Þessi afbrigði skipta sköpum fyrir virkni hlutans.
Geometrískt umburðarlyndi er notað í CNC vinnslu fyrir margs konar forrit.
Málstýring:
Geometrísk vikmörk leyfa nákvæma stjórn á stærð og vídd vélrænna eiginleika. Það tryggir að allir hlutar séu fullkomlega samræmdir og gegni fyrirhuguðu hlutverki.
Formstýring:
Geometrísk vikmörk tryggja að æskileg lögun og útlínur náist fyrir vélræna eiginleika. Það er nauðsynlegt fyrir hluta sem þarf að setja saman eða hafa sérstakar pörunarkröfur.
Stýring á stefnu:
Geometrísk vikmörk eru notuð til að stjórna hornasamsetningu eiginleika eins og hola, rifa og yfirborðs. Það er sérstaklega mikilvægt fyrir íhluti sem krefjast nákvæmrar röðunar eða verða að passa nákvæmlega í aðra hluta.
Geómetrísk vikmörk:
Geometrísk vikmörk eru frávik sem hægt er að gera í staðsetningu eiginleika á hlut. Það tryggir að mikilvægir eiginleikar hlutar séu staðsettir nákvæmlega í tengslum við hvert annað, sem gerir rétta virkni og samsetningu kleift.
Prófílstýring:
Geometrísk vikmörk eru notuð til að stjórna heildarformi og sniði fyrir flókna eiginleika eins og beygjur, útlínur og yfirborð. Þetta tryggir að vélaðir hlutar uppfylli kröfur sniðsins.
Stjórnun á einbeitingu og samhverfu:
Geometrísk vikmörk gegna mikilvægu hlutverki við að ná fram sammiðju og samhverfu fyrir vélræna eiginleika. Það er sérstaklega mikilvægt þegar stillt er saman snúningshluta eins og stokka, gíra og legur.
Hlaupstýring:
Geometrísk vikmörk tilgreina leyfilegan breytileika í réttleika og hringlaga snúningicnc snúnir hlutar. Það er hannað til að tryggja sléttan gang og draga úr titringi og villum.
Ef við skiljum ekki rúmfræðileg vikmörk á teikningum í framleiðslu, þá verður vinnslugreiningin slökkt og niðurstöður vinnslunnar gætu jafnvel verið alvarlegar. Þessi tafla inniheldur 14 atriða alþjóðlegt staðlað geometrískt vikmörk.
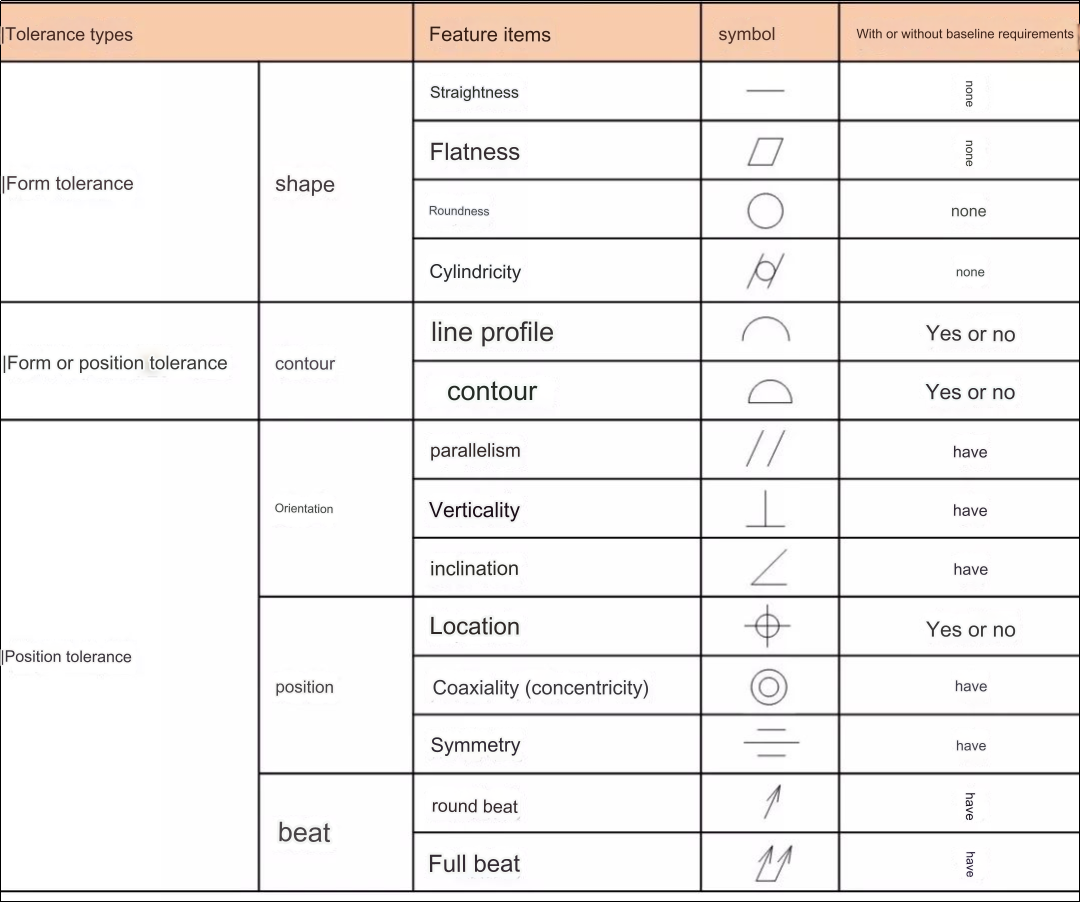
1. Réttleiki
Beinleiki er hæfileiki hlutar til að viðhalda fullkominni beinni línu. Beinlínuþol er skilgreint sem hámarksfrávik raunverulegrar beinlínu frá kjörlínu.
Dæmi 1:Vikmarkssvæðið í plani verður að vera á milli tveggja samsíða beinlína með 0,1 mm fjarlægð.
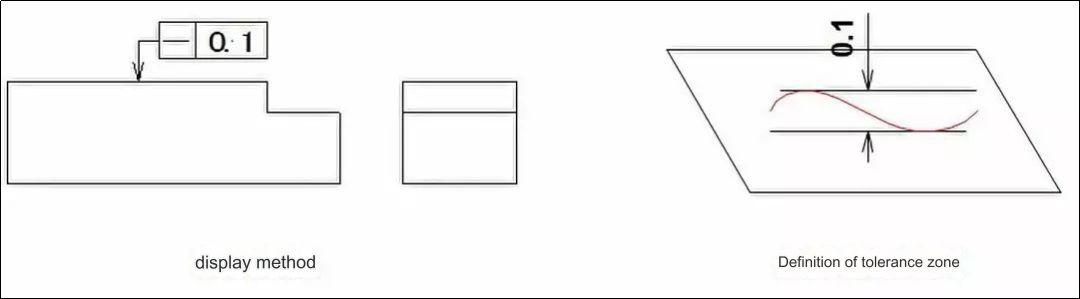
Dæmi 2:Ef þú bætir tákninu Ph við vikmörkin, þá verður það að vera á svæði sívalningslaga yfirborðs sem er 0,08 mm í þvermál.
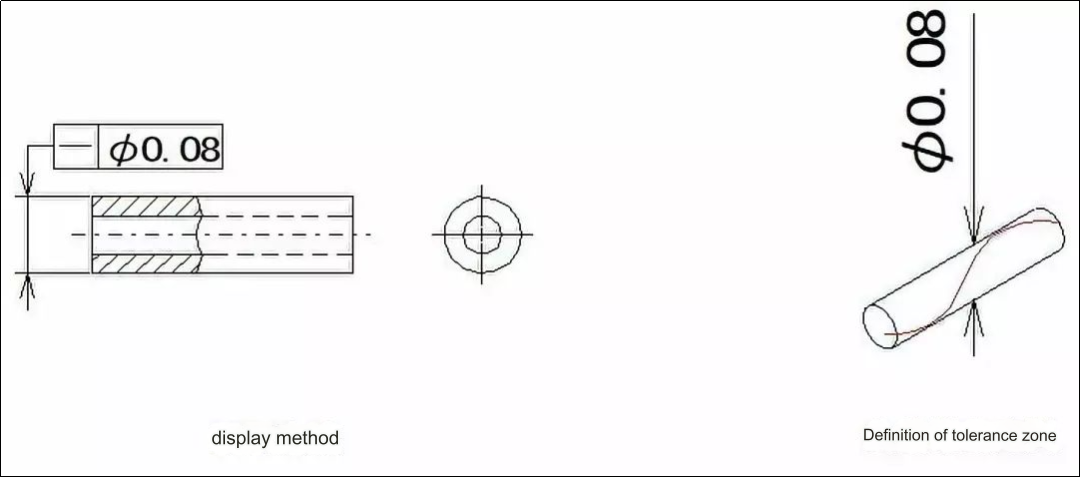
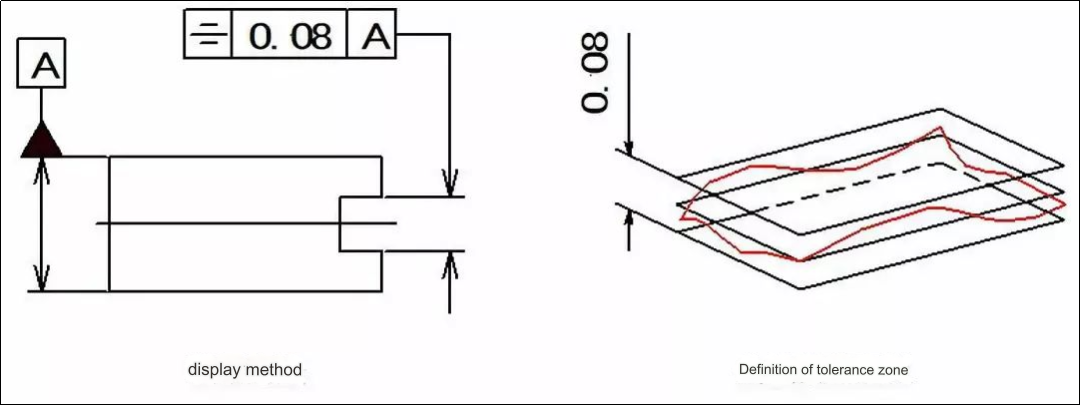
2. Flatleiki
Flatness (einnig þekkt sem flatness) er ástandið þar sem hluti heldur kjörplani. Flatness umburðarlyndi er mælikvarði á hámarksfrávik sem hægt er að gera á milli ákjósanlegs yfirborðs og raunverulegs yfirborðs.
Til dæmis er vikmörk skilgreint sem bilið milli samhliða plana sem eru 0,08 mm á milli.
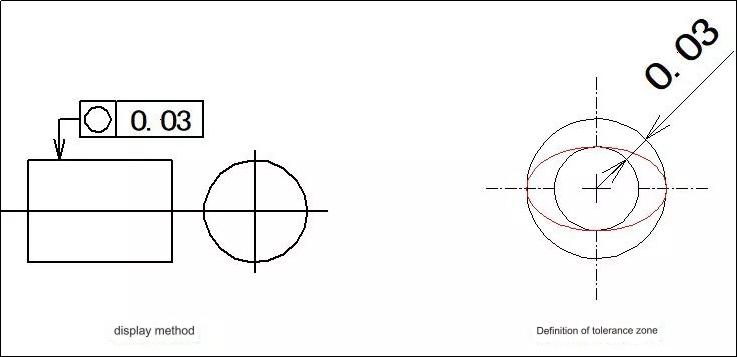
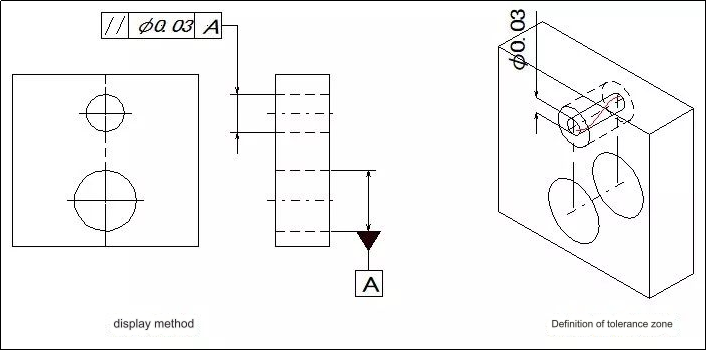
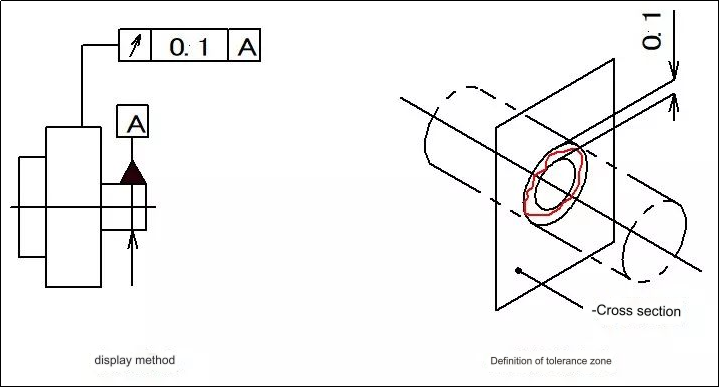
3. Hringleiki
Hringleiki íhluta er fjarlægðin milli miðju og raunverulegrar lögunar. Hringlaga umburðarlyndi er skilgreint sem hámarksfrávik raunverulegrar hringlaga lögunar frá kjörforminu á sama þversniði.
Dæmi:Vikmörk verður að vera staðsett á sama venjulega hluta. Radíusmunurinn er skilgreindur sem fjarlægðin milli tveggja sammiðja hringa með 0,03 mm frávik.
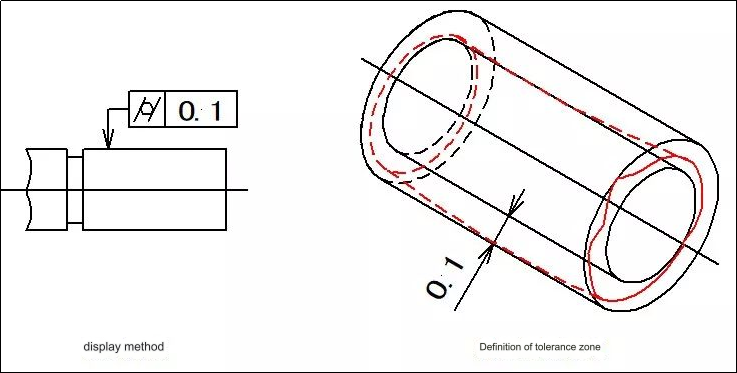
4. Sívalningur
Hugtakið „sívalningur“ þýðir að punktar sívalningslaga yfirborðs hlutans eru allir jafnfjarlægir frá ás hans. Hámarks leyfð breytileiki milli raunverulegs sívalnings yfirborðs og hugsjóna sívalnings er kallað sívalningsþol.
Dæmi:Umburðarbelti er skilgreint sem svæðið á milli koaxískra sívalra yfirborða sem hafa 0,1 mm radíusmun.
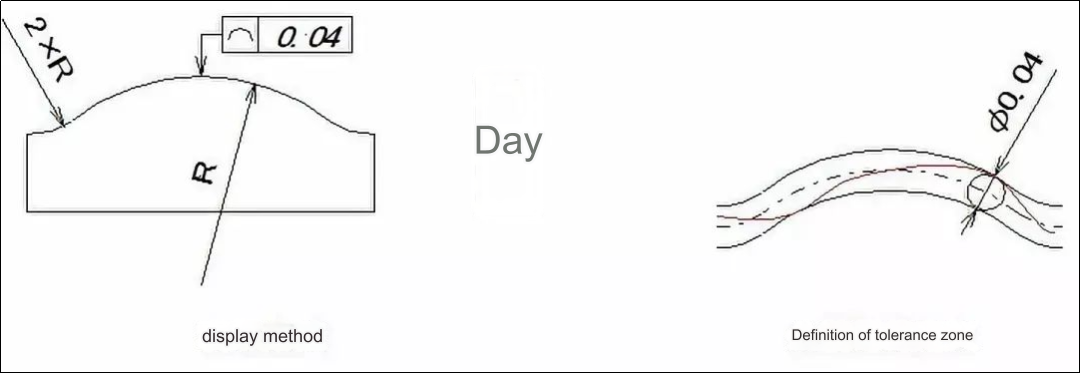
5. Línuútlínur
Línusnið er ástandið þar sem hvaða ferill, óháð lögun hans, heldur kjörforminu í tilteknu plani hluta. Umburðarlyndi fyrir línusnið er breytingin sem hægt er að gera í útlínum óhringlaga ferla.
Til dæmis, vikmarkssvæðið er skilgreint sem bilið milli tveggja umslaga sem inniheldur röð hringa með þvermál 0,04 mm. Miðstöðvar hringanna eru á línum sem hafa rúmfræðilega rétt lögun.
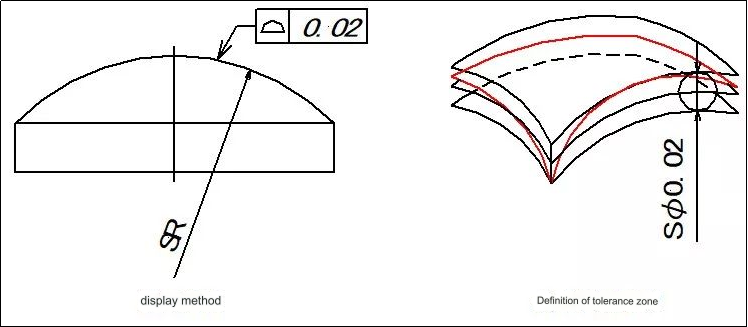
6. Yfirborðsútlínur
Yfirborðsútlínur er ástandið þar sem handahófskennt lagað yfirborð á íhlut heldur kjörformi sínu. Yfirborðsútlínuþol er munurinn á útlínulínunni og ákjósanlegu útlínuyfirborði óhringlaga yfirborðs.
Til dæmis:Umburðarþolssvæðið liggur á milli tveggja umslagslína sem umlykja röð kúlur með 0,02 mm þvermál. Miðja hverrar kúlu ætti að vera á yfirborði rúmfræðilega réttrar lögunar.
7. Hliðstæður
Gráða samsíða er hugtak sem notað er til að lýsa þeirri staðreynd að þættir hlutar eru í jafnfjarlægð frá viðmiðinu. Samhliða umburðarlyndi er skilgreint sem hámarksfrávik sem hægt er að gera á milli stefnunnar sem frumefnið sem verið er að mæla í raunverulega liggur í og kjörstefnu, samsíða viðmiðinu.
Dæmi:Ef þú bætir við tákninu Ph á undan vikmarksgildinu þá verður vikmörkin innan strokksyfirborðsins með viðmiðunarþvermálið Ph0,03mm.
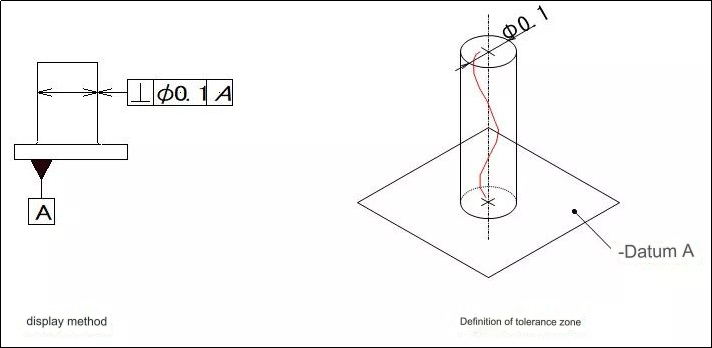
Stig hornrétta, einnig þekkt sem hornrétt milli tveggja þátta, gefur til kynna að frumefnið sem mælt er á hlutanum haldi réttum 90 gráðum miðað við viðmiðið. Lóðréttingarvik er hámarksfrávik milli stefnunnar sem eiginleikinn er raunverulega mældur í og þeirrar stefnu sem er hornrétt á viðmiðið.
Dæmi 1:Vikmarkssvæðið verður hornrétt á sívalningslaga yfirborðið og viðmiðið 0,1 mm ef merkið Ph kemur fyrir það.
Dæmi 2:Frávikssvæði verður að vera á milli tveggja samsíða plana, 0,08 mm á milli, og hornrétt á viðmiðunarlínuna.
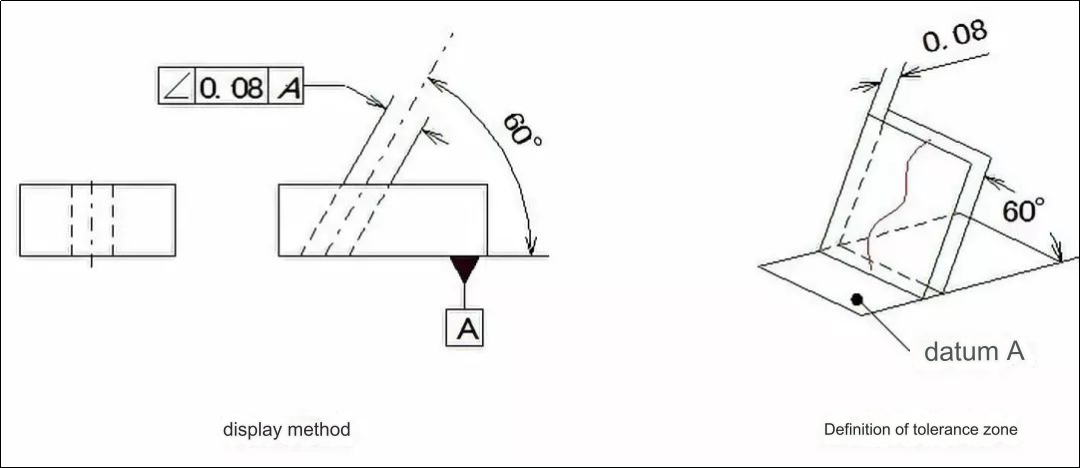
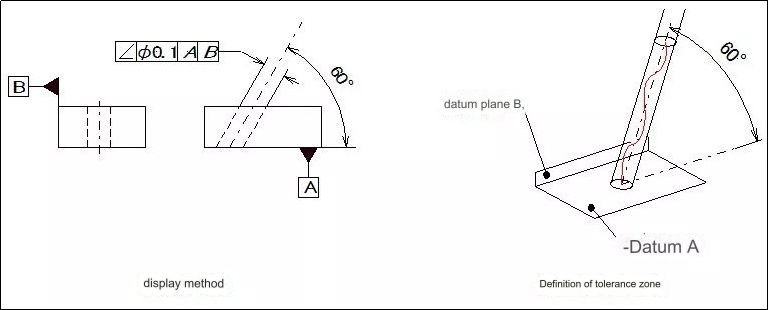
9. Halla
Halli er skilyrði þess að tveir þættir verði að viðhalda ákveðnu horni í innbyrðis stefnu. Hallavikið er það magn af breytileika sem hægt er að leyfa milli stefnu eiginleikans sem á að mæla og kjörstefnu, við hvaða horn sem er miðað við viðmiðið.
Dæmi 1:Frávikssvæði mældu plansins er svæðið á milli tveggja samhliða plana sem hafa 0,08 mm vikmörk og fræðilega 60 gráðu horn á viðmiðunarplanið.
Dæmi 2:Ef þú bætir tákninu Ph við vikmörkin verður vikmörkin að vera innan strokka með 0,1 mm þvermál. Frávikssvæðið verður að vera samsíða plani A hornrétt á viðmiðunarpunkt B og í 60 gráðu horni frá viðmiðunarpunkti A.
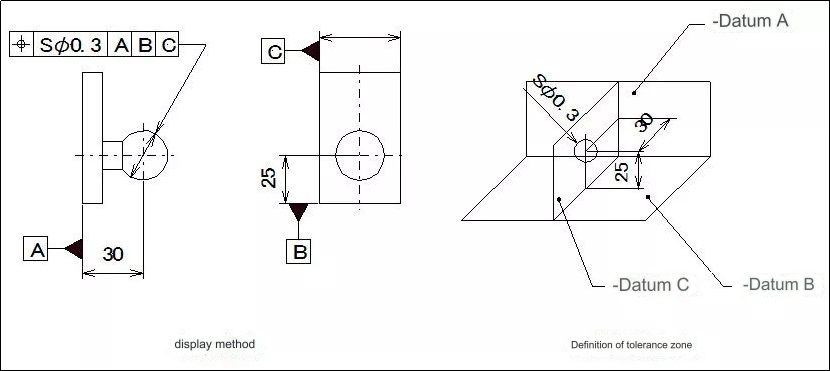
10. Staðsetning
Staða er nákvæmni punkta, yfirborðs, lína og annarra þátta miðað við kjörstöðu þeirra. Staðsetningarvik er skilgreint sem hámarksfrávik sem hægt er að leyfa í raunverulegri stöðu miðað við kjörstöðu.
Sem dæmi, þegar SPh-merkið er bætt við vikmörkin, er vikmörkin innri boltanum sem er 0,3 mm í þvermál. Miðja þolsvæðis boltans er rétt stærð í orði, miðað við viðmið A, B og C.
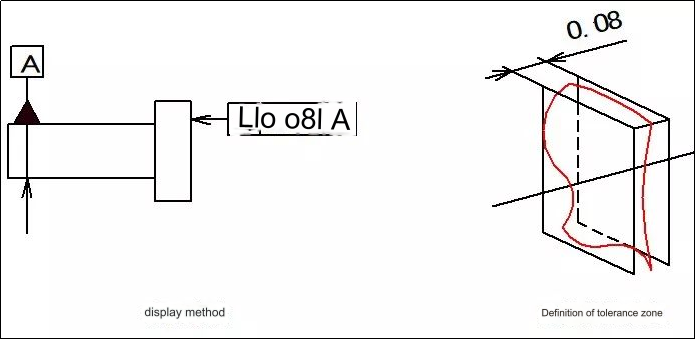
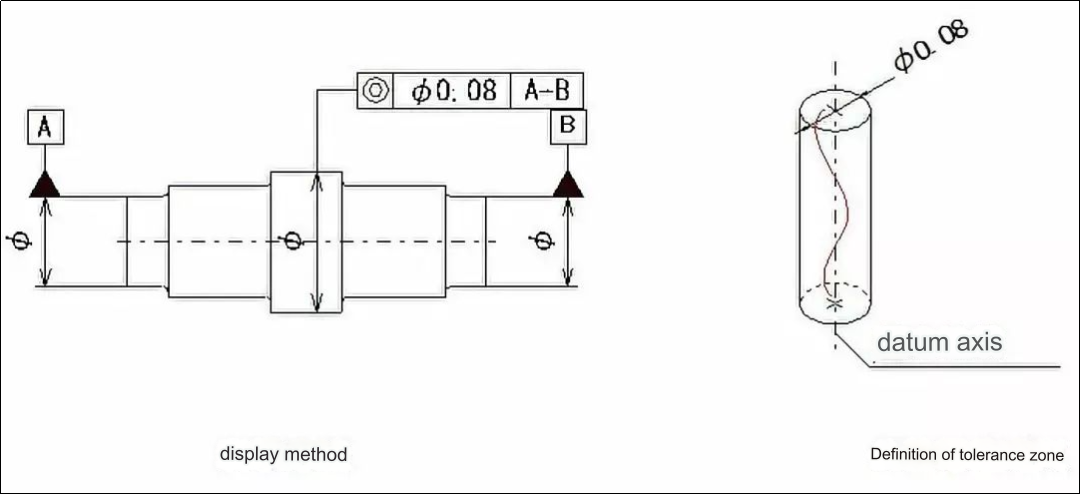
11. Sameining (concentricity).
Coaxiality er hugtakið sem notað er til að lýsa þeirri staðreynd að mældur ás hlutans helst í sömu beinu línu miðað við viðmiðunarásinn. Umburðarlyndi fyrir samás er breytingin sem hægt er að gera á milli raunverulegs áss og viðmiðunaráss.
Til dæmis:Viðburðarsvæðið, þegar það er merkt með vikmörkunum, er bilið milli tveggja strokka með 0,08 mm þvermál. Ás hringlaga vikmarkssvæðisins fellur saman við viðmiðunarpunkt.
12. Samhverfa
Samhverfuþolið er hámarksfrávik samhverfumiðjuplansins (eða miðlínu, áss) frá hugsjóna samhverfuplaninu. Samhverfuþolið er skilgreint sem hámarksfrávik á samhverfu miðjuplani raunverulegs eiginleika, eða miðlínu (ás), frá kjörplani.
Dæmi:Vikmörk er bilið á milli tveggja samsíða lína eða plana sem eru 0,08 mm frá hvor annarri og eru samhverft í takt við viðmiðunarplanið eða miðlínuna.
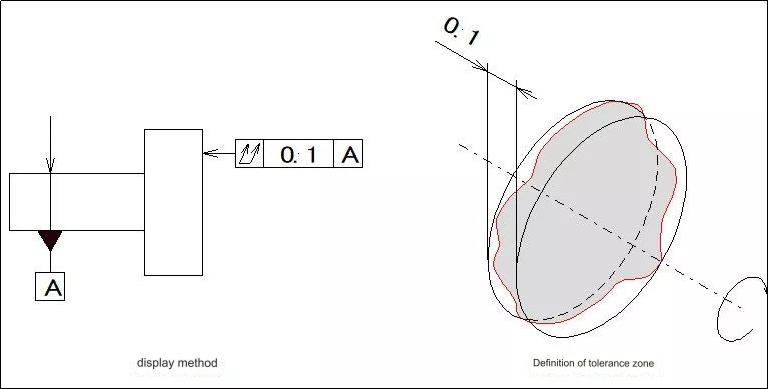
13. Circle Beat
Hugtakið hringlaga úthlaup vísar til þess að yfirborð snúningsins á íhlutnum helst fast í tengslum við viðmiðunarplanið innan takmarkaðs mæliplans. Hámarksvikmörk fyrir hringhlaup er leyfð á takmörkuðu mælisviði þegar þátturinn sem á að mæla lýkur fullum snúningi um viðmiðunarásinn án áshreyfingar.
Dæmi 1:Vikmörk er skilgreint sem svæðið á milli sammiðja hringa með mismun á radíus upp á 0,1 mm og miðpunkta þeirra staðsettir á sama viðmiðunarplani.
14. Full Beat
Heildarhlaup er heildarhlaup á yfirborði mælda hlutans þegar hann snýst stöðugt um viðmiðunarásinn. Heildarhlaupsviðvik er hámarksúthlaup þegar einingin er mæld á meðan hann snýst stöðugt um viðmiðunarásinn.
Dæmi 1:Umburðarbelti er skilgreint sem svæðið á milli tveggja sívalningslaga fletanna sem hafa 0,1 mm mismun á radíus og eru samálæg við viðmiðið.
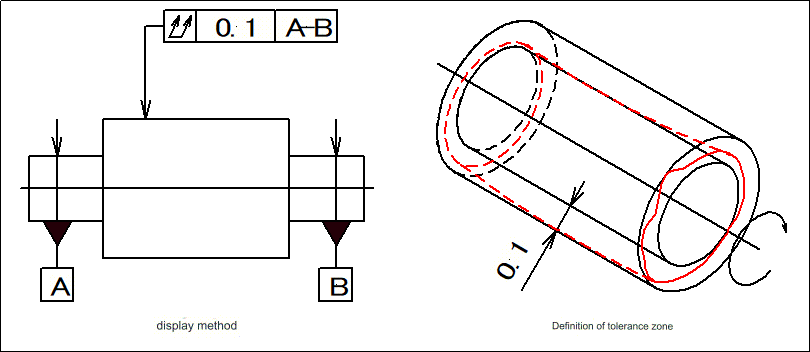
Dæmi 2:Vikmörk er skilgreint sem svæðið á milli samhliða plana sem hafa mismun á radíus upp á 0,1 mm, hornrétt á viðmiðið.
Hvaða áhrif hefur stafrænt umburðarlyndi á CNC vélaða hluta?
Nákvæmni:
Stafrænt umburðarlyndi tryggir að mál vélrænna íhluta séu innan tiltekinna marka. Það gerir kleift að framleiða hluta sem passa rétt saman og virka eins og til er ætlast.
Samræmi:
Stafrænt umburðarlyndi gerir ráð fyrir samræmi milli margra hluta með því að stjórna stærð og lögun afbrigðum. Þetta er sérstaklega mikilvægt fyrir hluta sem þurfa að vera skiptanlegir eða eru notaðir í ferlum eins og samsetningu þar sem einsleitni er þörf.
Passa og setja saman
Stafrænt umburðarlyndi er notað til að tryggja að hægt sé að setja íhluti saman rétt og óaðfinnanlega. Það kemur í veg fyrir vandamál eins og truflanir, óhóflega úthreinsun, misstillingu og bindingu á milli hluta.
Frammistaða:
Stafrænt umburðarlyndi er nákvæmt og gerir kleift að framleiða hluta sem uppfylla frammistöðustaðla. Stafrænt umburðarlyndi skiptir sköpum í atvinnugreinum eins og flug- og bílaiðnaði þar sem þröngt umburðarlyndi skiptir máli. Það tryggir að hlutarnir séu hagnýttir og uppfylli ströng gæðastaðla.
Hagræðing kostnaðar
Stafrænt umburðarlyndi er mikilvægt til að finna rétta jafnvægið milli nákvæmni, kostnaðar og frammistöðu. Með því að skilgreina vikmörk vandlega geta framleiðendur forðast of mikla nákvæmni, sem getur aukið kostnað á sama tíma og virkni og frammistöðu er viðhaldið.
Gæðaeftirlit:
Stafrænt umburðarlyndi gerir ráð fyrir ströngu gæðaeftirliti með því að veita forskriftir sem eru skýrar við mælingar og skoðunvélaðir íhlutir. Það gerir kleift að greina snemma frávik frá vikmörkum. Þetta tryggir stöðug gæði og tímabærar leiðréttingar.
Hönnunarsveigjanleiki
Hönnuðir hafa meiri sveigjanleika þegar kemur að hönnunvélaðir hlutarmeð stafrænu umburðarlyndi. Hönnuðir geta tilgreint vikmörk til að ákvarða viðunandi mörk og afbrigði, en tryggja samt virkni og frammistöðu sem krafist er.
Anebon getur auðveldlega veitt hágæða lausnir, samkeppnishæf verðmæti og besta viðskiptavinafyrirtækið. Áfangastaður Anebon er "Þú kemur hingað með erfiðleikum og við veitum þér bros til að taka með þér" fyrir góða heildsöluframleiðendur Nákvæmni hlutar CNC vinnsla hörð krómhúðunarbúnaður, fylgir smáviðskiptareglunni um gagnkvæma kosti, nú hefur Anebon unnið gott orðspor innan okkar kaupendur vegna bestu fyrirtækja okkar, gæðavöru og samkeppnishæfra verðflokka. Anebon fagnar kaupendum frá heimili þínu og erlendis hjartanlega velkomna til að vinna með okkur til að ná sameiginlegum árangri.
Góðir heildsöluframleiðendur Kína vélað ryðfríu stáli, nákvæmni 5 ása vinnsluhluti ogcnc mölunþjónustu. Meginmarkmið Anebon eru að veita viðskiptavinum okkar um allan heim góð gæði, samkeppnishæf verð, ánægða afhendingu og framúrskarandi þjónustu. Ánægja viðskiptavina er meginmarkmið okkar. Við bjóðum þig velkominn í sýningarsal okkar og skrifstofu. Anebon hefur hlakkað til að koma á viðskiptasambandi við þig.
Ef þú vilt vita meira, vinsamlegast hafðu sambandinfo@anebon.com
Pósttími: 17. nóvember 2023