
Hvað er CNC tól?
Sambland af háþróaðri vinnslubúnaði og afkastamiklum CNC skurðarverkfærum getur gefið fullan leik af frammistöðu sinni og náð góðum efnahagslegum ávinningi. Með hraðri þróun á efni til skurðarverkfæra hafa ýmis ný efni til skurðarverkfæra bætt líkamlega, vélræna eiginleika þeirra og skurðafköst til muna og notkunarsvið þeirra hefur einnig haldið áfram að stækka.
Byggingarsamsetning CNC verkfæra?
CNC (Computer Numerical Control) verkfæri eru vélar sem stjórnað er með forrituðum skipunum sem eru umritaðar á geymslumiðli, svo sem tölvu. Þessi verkfæri nota tölvustýrt kerfi til að framkvæma nákvæmar vinnsluaðgerðir, svo sem klippingu, borun, mölun og mótun. Verkfærin eru notuð í framleiðsluferlum, sérstaklega í atvinnugreinum eins og flug-, bíla-, læknis- og málmvinnslu.
CNC verkfæri innihalda úrval af vélum, svo semCNC fræsunvélar, CNCrennibekkur ferli, CNC beinar, CNC plasma skeri og CNC leysir skera. Þessi verkfæri starfa með því að færa skurðarverkfæri eða vinnustykki í þrjá eða fleiri ása með því að nota tölvutölustjórnun.
CNC verkfæri eru þekkt fyrir nákvæmni, nákvæmni og endurtekningarhæfni, sem gerir þau tilvalin til að framleiða flókna hluta og íhluti með þröngum vikmörkum. Þeir eru einnig færir um að framleiða hágæða vörur á hraðari hraða en hefðbundnar handvirkar vélar, sem hjálpar til við að auka framleiðni og skilvirkni í framleiðslu.
Hvaða grunneiginleika ætti CNC verkfæraefni að hafa?
1. hörku: CNC verkfæri efni ættu að vera nógu hörð til að standast slit á vinnsluferlinu.
2. Toughness: CNC verkfæri efni ættu að vera nógu sterkur til að standast högg og högg álag.
3. Hitaþol: CNC verkfæraefni ættu að geta staðist háan hita sem myndast við vinnsluferlið án þess að tapa styrk eða endingu.
4. Slitþol: CNC verkfærisefni ættu að vera ónæm fyrir slípiefni sem stafar af snertingu við vinnustykkið.
5. Efnafræðilegur stöðugleiki: CNC verkfæraefni ættu að vera efnafræðilega stöðug til að forðast tæringu og annars konar efnaskemmdir.
6. Vinnanleiki: CNC verkfæraefni ætti að vera auðvelt að véla og móta í æskilegt form.
7. Hagkvæmni: CNC verkfæraefni ættu að vera á viðráðanlegu verði og hagkvæm, miðað við frammistöðu þeirra og langlífi.

Tegundir, eiginleikar, eiginleikar og notkun efna til skurðarverkfæra
Hver tegund af efni hefur sína einstaka eiginleika, eiginleika og notkun. Hér eru nokkur algeng efni til skurðarverkfæra, ásamt eiginleikum þeirra og notkun:
1. Háhraðastál (HSS):
HSS er almennt notað skurðarverkfæri, gert úr blöndu af stáli, wolfram, mólýbdeni og öðrum þáttum. Það er þekkt fyrir mikla hörku, slitþol og hörku, sem gerir það hentugt til að vinna mikið úrval af efnum, þar á meðal stáli, álblöndur og plasti.
2. Karbíð:
Karbíð er samsett efni úr blöndu af wolframkarbíðögnum og málmbindiefni, svo sem kóbalti. Það er þekkt fyrir einstaka hörku, slitþol og hitaþol, sem gerir það tilvalið til að vinna sterk efni, svo sem ryðfríu stáli, steypujárni og háhita málmblöndur.
3. Keramik:
Keramikskurðarverkfæri eru framleidd úr ýmsum keramikefnum, svo sem áloxíði, sílikonnítríði og sirkon. Þau eru þekkt fyrir mikla hörku, slitþol og efnafræðilegan stöðugleika, sem gerir þau hentug til að vinna hörð og slípiefni, svo sem keramik, samsett efni og ofurblendi.
4. Kúbískt bórnítríð (CBN):
CBN er gerviefni úr kúbískum bórnítríð kristöllum. Það er þekkt fyrir einstaka hörku, slitþol og hitaþol, sem gerir það hentugt til að vinna hert stál og önnur efni sem erfitt er að vinna með því að nota önnur efni til skurðarverkfæra.
5. Demantur:
Demantaskurðarverkfæri eru gerð úr náttúrulegum eða tilbúnum demöntum. Þeir eru þekktir fyrir einstaka hörku, slitþol og hitaþol, sem gerir þá hentuga til að vinna járnlausa málma, samsett efni og önnur hörð og slípiefni.
Það er líka til sérstakt verkfæri sem kallast húðað verkfæri.
Yfirleitt eru ofangreind efni notuð sem húðun og þau eru mikið notuð í CNC vélar.
Húðað verkfæri er verkfæri með þunnu lagi af efni sem er borið á yfirborð þess til að bæta frammistöðu þess og lengja líftíma þess. Húðunarefnið er valið út frá fyrirhugaðri notkun tækisins og algeng húðunarefni eru títanítríð (TiN), títankarbóní (TiCN) og demantslíkt kolefni (DLC).
Húðun getur bætt afköst verkfæra á ýmsan hátt, svo sem að draga úr núningi og sliti, auka hörku og seigleika og bæta viðnám gegn tæringu og efnaskemmdum. Til dæmis getur TiN-húðuð bor enst allt að þrisvar sinnum lengur en óhúðuð bora og TiCN-húðuð endakreysa getur skorið í gegnum harðari efni með minna sliti.
Húðuð verkfæri eru almennt notuð í atvinnugreinum eins og framleiðslu, geimferðum, bifreiðum og lækningatækjaframleiðslu. Þeir geta verið notaðir til að skera, bora, mala, mala og aðrar vinnsluaðgerðir.
Valreglur CNC verkfæraefna
Val á CNC verkfæraefnum er mikilvægt atriði við hönnun og framleiðslu nákvæmnisnúningshlutar. Val á verkfæraefni byggist á fjölda þátta, þar á meðal tegund efnisins sem verið er að vinna, vinnsluaðgerðina og æskilegan frágang.
Hér eru nokkrar af meginreglum um val á CNC verkfæraefnum:
1. hörku:Verkfæraefnið verður að vera nógu hart til að standast krafta og hitastig sem myndast við vinnslu. Hörku er venjulega mæld á Rockwell C kvarðanum eða Vickers kvarðanum.
2. Harka:Verkfærisefnið verður einnig að vera nógu sterkt til að standast brot og flís. Seigja er venjulega mæld með höggstyrk eða brotseigu.
3. Slitþol:Verkfæraefnið ætti að hafa góða slitþol til að viðhalda fremstu röð og forðast verkfæri. Slitþol efnis er oft mæld með rúmmáli efnis sem er fjarlægt úr verkfærinu við ákveðinn vinnslu.
4. Varmaleiðni: Verkfærisefnið ætti að hafa góða hitaleiðni til að dreifa hita sem myndast við vinnslu. Þetta hjálpar til við að koma í veg fyrir bilun í verkfærum og viðhalda víddarnákvæmni.
5. Efnafræðilegur stöðugleiki:Verkfæraefnið ætti að vera efnafræðilega stöðugt til að koma í veg fyrir efnahvörf við efnið í vinnustykkinu.
6. Kostnaður:Kostnaður við verkfæraefnið er einnig mikilvægt íhugun, sérstaklega fyrir mikið magn framleiðslu.
Algeng efni sem notuð eru fyrir CNC verkfæri eru karbíð, háhraðastál, keramik og demantur. Val á verkfæraefni fer eftir tiltekinni vinnsluaðgerð og æskilegri frágangi, svo og efnum sem unnið er að og tiltækum búnaði.
1) Efnið til skurðarverkfæra passar við vélræna eiginleika vélrænna hlutans
Það er mikilvægt atriði í CNC-vinnslu að passa skurðarefni við vélrænni eiginleika vinnsluhlutans. Vélrænni eiginleikar vélrænna hlutans fela í sér hörku hans, seigleika og sveigjanleika, meðal annarra. Að velja efni til skurðarverkfæra sem passar við eða bætir við vélrænni eiginleika vinnsluhlutans getur bætt vinnsluafköst og skilvirkni, dregið úr sliti verkfæra og bætt gæði fullunnar hluta.
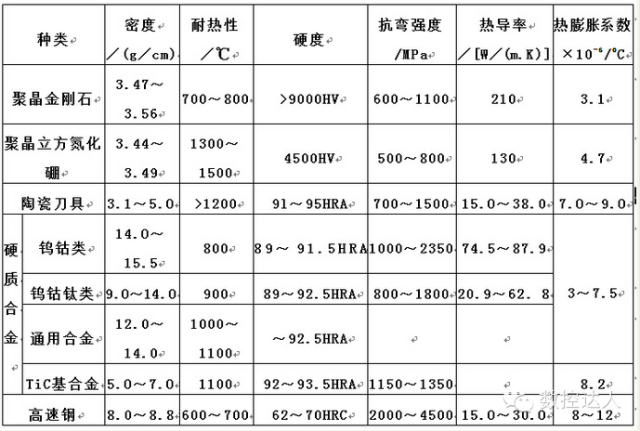
① Röð hörku verkfæra er: demantsverkfæri>kubískt bórnítríðverkfæri>keramikverkfæri>wolframkarbíð>háhraðastál.
② Röð beygjustyrks verkfæra er: háhraðastál > sementað karbíð > keramikverkfæri > demantur og kubísk bórnítríð verkfæri.
③ Röð seigleika verkfæra er: háhraðastál > sementað karbíð > kúbískur bórnítríð, demant og keramik verkfæri.
Til dæmis, ef vélaður hluturinn er gerður úr hörðu og brothættu efni eins og hertu stáli eða steypujárni, getur skurðarverkfæri úr hörðu og slitþolnu efni eins og karbíð eða keramik verið besti kosturinn. Þessi efni geta staðist mikla skurðarkrafta og hitastig sem myndast við vinnslu og viðhalda beittum skurðbrúnum sínum í lengri tíma.
Á hinn bóginn, ef vélaður hluturinn er gerður úr mýkra og sveigjanlegra efni eins og áli eða kopar, gæti skurðarverkfæri úr sterkara efni eins og háhraðastáli hentað betur. Háhraðastál getur betur tekið á sig högg og titring við vinnslu, sem dregur úr hættu á broti verkfæra og bætir endingu verkfæra.
2) Samsvörun skurðarverkfæraefnis við eðliseiginleika vélbúnaðarins
Að passa skurðarverkfæri við eðliseiginleika vinnsluhlutans er einnig mikilvægt atriði í CNC vinnslu. Eðliseiginleikar vélrænna hlutans fela meðal annars í sér hitaleiðni hans, hitastækkunarstuðul og yfirborðsfrágang. Að velja efni til skurðarverkfæra sem passar við eða bætir við eðliseiginleika vinnsluhlutans getur bætt vinnsluárangur, dregið úr sliti verkfæra og bætt gæði fullunnar hluta.
① Hitaþolið hitastig ýmissa verkfæraefna: 700-8000C fyrir demantverkfæri, 13000-15000C fyrir PCBN verkfæri, 1100-12000C fyrir keramikverkfæri, 900-11000C fyrir TiC(N) byggt sementað karbíð fyrir-1109000 og 110000C -undirstaða ofurfín korn Sementað karbíð er 800~9000C, HSS er 600~7000C.
②Röð hitaleiðni ýmissa verkfæraefna: PCD>PCBN>WC byggt sementkarbíð>TiC(N) byggt sementkarbíð>HSS>Si3N4 byggt keramik>A1203 byggt keramik.
③ Röð varmaþenslustuðuls ýmissa verkfæraefna er: HSS>WC byggt sementað karbíð>TiC(N)>A1203 byggt keramik>PCBN>Si3N4 byggt keramik>PCD.
④Röð hitaáfallsþols ýmissa verkfæraefna er: HSS>WC byggt sementað karbíð>Si3N4 byggt keramik>PCBN>PCD>TiC(N) byggt sementað karbíð>A1203 byggt keramik.
Til dæmis, ef vélaður hluturinn hefur mikla hitaleiðni, eins og kopar eða ál, getur skurðarverkfæri með mikla hitaleiðni og lágan hitastækkunarstuðul verið besti kosturinn. Þetta gerir verkfærinu kleift að dreifa hita á skilvirkan hátt meðan á vinnslu stendur og dregur úr hættu á hitaskemmdum á bæði verkfærinu og vinnsluhlutnum.
Á sama hátt, ef vélaður hluturinn hefur strangar kröfur um yfirborðsáferð, getur skurðarverkfæri með mikla slitþol og lágan núningsstuðul verið besti kosturinn. Þetta getur hjálpað til við að ná æskilegri yfirborðsáferð án þess að of mikið slit á verkfærum eða skemmdum á vélinni hlutnum.
3) Að passa klippibúnaðarefnið við efnafræðilega eiginleika vélbúnaðarins
Að passa skurðarverkfæri við efnafræðilega eiginleika vinnsluhlutarins er einnig mikilvægt atriði í CNC vinnslu. Efnafræðilegir eiginleikar vélrænna hlutans eru meðal annars hvarfgirni hans, tæringarþol og efnasamsetning. Að velja efni til skurðarverkfæra sem passar við eða bætir við efnafræðilega eiginleika vinnsluhlutans getur bætt vinnsluárangur, dregið úr sliti verkfæra og bætt gæði fullunnar hluta.
Til dæmis, ef vélaður hluturinn er gerður úr hvarfvirku eða ætandi efni eins og títan eða ryðfríu stáli, getur skurðarverkfæri úr tæringarþolnu efni eins og demantur eða PCD (fjölkristallaður demantur) verið besti kosturinn. Þessi efni þola ætandi eða hvarfgjarnt umhverfi og viðhalda skörpum brúnum sínum í lengri tíma.
Á sama hátt, ef vélaður hluturinn hefur flókna efnasamsetningu, getur skurðarverkfæri úr efni sem er efnafræðilega stöðugt og óvirkt, eins og demantur eða kúbikbórnítríð (CBN), verið besti kosturinn. Þessi efni geta komið í veg fyrir efnahvörf við vinnustykkisefnið og viðhaldið skurðafköstum sínum með tímanum.
① Hitastig ýmissa verkfæra (með stáli) gegn tengingu er: PCBN>keramik>harð álfelgur>HSS.
② Oxunarþolshitastig ýmissa verkfæraefna er sem hér segir: keramik>PCBN>wolframkarbíð>demantur>HSS.
③Dreifingarstyrkur verkfæraefna (fyrir stál) er: demantur>Si3N4 byggt keramik>PCBN>A1203 byggt keramik. Dreifingarstyrkur (fyrir títan) er: A1203 byggt keramik>PCBN>SiC>Si3N4>demantur.
4) Sanngjarnt úrval af CNC skurðarverkfærum
Val á efni til CNC skurðarverkfæra fer eftir ýmsum þáttum eins og efni vinnustykkisins, vinnsluaðgerðinni og rúmfræði verkfæra. Hins vegar eru nokkrar almennar leiðbeiningar um val á efni til skurðarverkfæra fyrir CNC vinnslu:
1. Efniseiginleikar vinnustykkisins: Íhugaðu vélræna, eðlisfræðilega og efnafræðilega eiginleika vinnustykkisins þegar þú velur efni til skurðarverkfæra. Passaðu skurðarefnið við efnið til að ná skilvirkri og hágæða vinnslu.
2. Vinnsluaðgerð: Íhuga tegund vinnsluaðgerða sem verið er að framkvæma, svo sem snúning, mölun, borun eða mala. Mismunandi vinnsluaðgerðir krefjast mismunandi rúmfræði skurðarverkfæra og efna.
3. Rúmfræði verkfæra: Íhugaðu rúmfræði skurðarverkfæranna þegar þú velur verkfæraefnið. Veldu efni sem getur viðhaldið skörpum skurðbrún og þolað skurðarkrafta sem myndast við vinnsluna.
4. Slit verkfæra: Íhugaðu slithraða verkfæra þegar þú velur efni til skurðarverkfæra. Veldu efni sem þolir skurðarkrafta og viðhaldið skörpum skurðbrún sinni eins lengi og mögulegt er til að lágmarka verkfæraskipti og bæta vinnslu skilvirkni.
5. Kostnaður: Taktu tillit til kostnaðar við skurðarverkfærið þegar þú velur tólið. Veldu efni sem veitir besta jafnvægið milli skurðarafkasta og kostnaðar.
Nokkur algeng efni til skurðarverkfæra sem notuð eru íCNC vinnslainnihalda háhraðastál, karbíð, keramik, demantur og CBN. Hvert efni hefur sína kosti og galla og val á verkfæraefni ætti að vera byggt á ítarlegum skilningi á vinnslu og vinnsluefni.
Eilífar viðleitni Anebon er viðhorfið að „lita markaðinn, líta á siðvenju, líta á vísindin“ og kenningin um „gæði grunn, treysta þeim fyrstu og stjórna þeim háþróuðu“ fyrir heita sölu Factory OEM Service High Precision CNC Machining hlutar fyrir sjálfvirkni iðnaðar, Anebon tilvitnun fyrir fyrirspurn þína. Fyrir frekari upplýsingar, vinsamlegast hafðu samband við okkur, Anebon mun svara þér ASAP!
Heitt sala Verksmiðja Kína 5 ás cnc vinnsluhlutar, CNC snúnar hlutar og fræsandi koparhluti. Velkomið að heimsækja fyrirtækið okkar, verksmiðjuna og sýningarsalinn okkar þar sem sýndar eru ýmsar hárvörur sem munu uppfylla væntingar þínar. Á meðan er þægilegt að heimsækja vefsíðu Anebon og sölufólk Anebon mun reyna sitt besta til að veita þér bestu þjónustuna. Vinsamlegast hafðu samband við Anebon ef þú þarft frekari upplýsingar. Markmið Anebon er að hjálpa viðskiptavinum að ná markmiðum sínum. Anebon hefur lagt mikið á sig til að ná þessari vinnu-vinna stöðu.
Pósttími: Mar-08-2023