
1. Primjena čeljusti
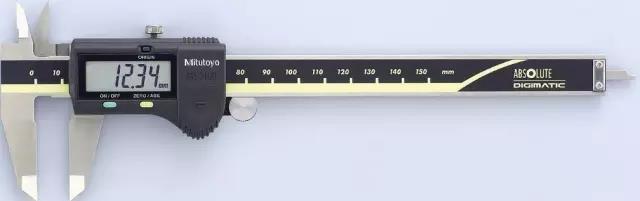
Kaliper može mjeriti unutarnji promjer, vanjski promjer, duljinu, širinu, debljinu, razliku koraka, visinu i dubinu predmeta; čeljust je najčešće korišten i najprikladniji i često korišten mjerni alat na mjestu obrade.
Digitalno mjerilo: Razlučivost 0,01 mm, koristi se za mjerenje veličine s malom tolerancijom (visoka točnost).
Stolna kartica: razlučivost 0,02 mm, koristi se za konvencionalno mjerenje veličine.

Pomično pomično mjerilo: rezolucija 0,02 mm, koristi se za grubo mjerenje.

Prije uporabe čeljusti uklonite prašinu i prljavštinu čistim bijelim papirom (vanjskom površinom čeljusti uhvatite bijeli papir i zatim ga izvucite prirodnim putem; ponovite 2-3 puta)
Kod mjerenja mjernom mjernom mjernom mjernom plohom mjerna ploha treba biti što je moguće paralelnija ili okomita na mjernu plohu mjerenog predmeta;
Kada koristite mjerenje dubine, ako mjereni objekt ima R kut, potrebno je izbjegavati R kut, ali blizu R kuta, a dubinsko ravnalo treba biti što okomitije u odnosu na izmjerenu visinu;
Kada čeljust mjeri cilindar, treba ga rotirati, a maksimalna vrijednost se mjeri u dijelovima:CNC obradni dio.
Zbog velike učestalosti korištenja čeljusti, rad na održavanju mora biti najbolji. Nakon svakog dana korištenja potrebno ju je obrisati i staviti u kutiju. Prije uporabe potreban je blok za provjeru točnosti čeljusti.
2. Primjena mikrometra

Prije uporabe mikrometra uklonite prašinu i prljavštinu čistim bijelim papirom (mikrometrom izmjerite kontaktnu površinu i površinu vijka i bijeli papir je zapeo, a zatim ga izvucite prirodnim putem, ponovite 2-3 puta), zatim zavrnite gumb za mjerenje kontakta Kada je površina u brzom kontaktu s površinom vijka, koristi se fino podešavanje, a kada su dvije površine u potpunosti u kontaktu, može se izvršiti podešavanje nule za mjerenje.obrađeni dio
Prilikom mjerenja hardvera mikrometrom, pomaknite gumb, a kada dođe u kontakt s izratkom, koristite gumb za fino podešavanje da zavrnete. Zaustavite se i očitajte podatke sa zaslona ili vage kada čujete tri klika.
Prilikom mjerenja plastičnih proizvoda, mjerna kontaktna površina i vijak lagano dodiruju proizvod.
Kod mjerenja promjera osovine mikrometrom mjerite najmanje dva smjera i mikrometrom mjerite maksimalnu mjeru u presjecima. Dvije kontaktne površine uvijek trebaju biti čiste kako bi se smanjile pogreške mjerenja.
3. Primjena visinskog ravnala
Visinomjer se uglavnom koristi za mjerenje visine, dubine, ravnosti, vertikalnosti, koncentričnosti, koaksijalnosti, površinske vibracije, vibracije zuba, dubine i visine. Prilikom mjerenja najprije provjerite labavost sonde i spojnih dijelova.

4. Precizni mjerni instrument: sekundarni element
Drugi element je beskontaktni mjerni instrument visokih performansi i preciznosti. Osjetni element mjernog instrumenta nije u izravnom kontaktu s površinom mjerenog dijela, pa nema mehaničke mjerne sile; drugi element prenosi snimljenu sliku kroz podatkovnu liniju na karticu za prikupljanje podataka računala putem metode projekcije. Programski snimljeni na monitoru računala: različiti geometrijski elementi (točke, linije, kružnice, lukovi, elipse, pravokutnici), udaljenosti, kutovi, sjecišta, geometrijske tolerancije (okruglost, ravnost, paralelnost, okomitost) Stupanj, nagib, položaj, koncentričnost , simetrija) i CAD izlaz za konture 2D crteža. Može se promatrati kontura izratka i izmjeriti oblik površine neprozirnog izratka.CNC

5. Precizni mjerni instrumenti: trodimenzionalni
Karakteristike trodimenzionalnog elementa su velika preciznost (do razine μm), univerzalnost (može zamijeniti razne instrumente za mjerenje duljine), može se koristiti za mjerenje geometrijskih aspekata (pored elemenata koje može mjeriti drugi element, također može mjeriti cilindre i stošce), toleranciju oblika i položaja (uz toleranciju oblika i položaja koja se može mjeriti drugim elementom, uključujući cilindričnost, ravnost, profil linije, površinski profil, koaksijalna, složena površina, sve dok se može dodirnuti, njegova geometrijska veličina, međusobni položaj, površinski profil se može izmjeriti pomoću računala; visoka fleksibilnost i izvrsne digitalne mogućnosti, postao je bitan dio moderne obrade kalupa i proizvodnje i osiguranja kvalitete Sredstva, praktični alati.

We are a reliable supplier and professional in CNC service. If you need our assistance, please get in touch with me at info@anebon.com.
Anebon Metal Products Limited može pružiti usluge CNC strojne obrade, tlačnog lijevanja, strojne obrade lima, slobodno nas kontaktirajte.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Vrijeme objave: 13. travnja 2020