
Levinud niidi lõikamise meetodid

Freeskeerme treimine Keere
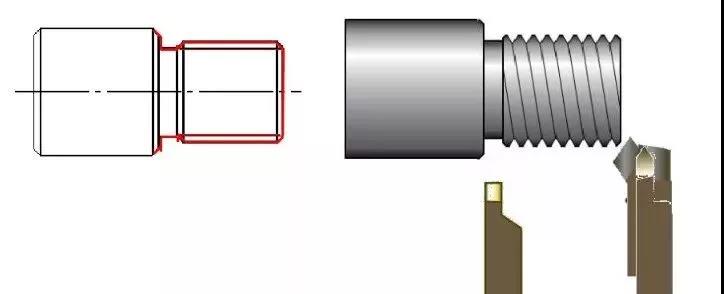
Tehnoloogiline protsess
Pööratav otspind üks keerme põhiläbimõõt (d < nimiläbimõõt) üks pöördeline allalõige (< keerme väike läbimõõt) → faasimine → treimine (mitme lõikuriga treimine)
Paigaldusoskused
Töödeldava detaili paigaldamine
Valige õige kinnitusasend.
Kinnitusjõudu on piisavalt.


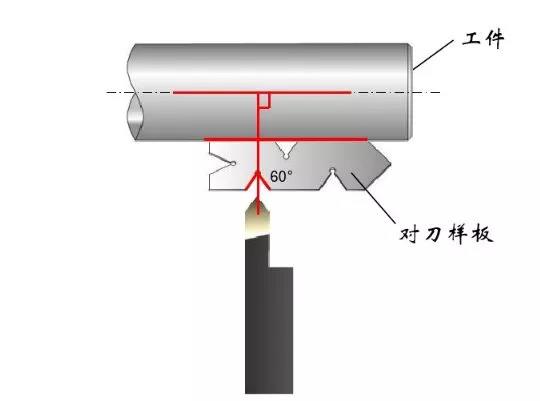
Paigaldage osamakse
Paigaldamise põhipunktid: tööriista otsa nurkade eraldusjoon on töödeldava detaili teljega risti.cnc keeratav osa
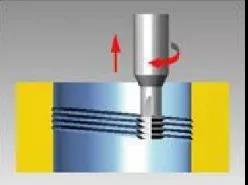
Tööpingi reguleerimine
Keerme keeramiseks
Reguleerige spindli kiirust
Kõrguse reguleerimine

Märkus
1. Vältige "juhuslikku pandlaid"
[kui viimane nuga ei kuku endise noa treimismeetodi keermesoonesse, läheb toorik vanarauaks. ]
Kui kruvi samm ei ole tooriku sammu lahutamatu väärtus, tuleb seda pöörata edasi-tagasi keerates
Tooriku ja spindli suhtelist asendit ei saa muuta.
Kui tööriista vahetatakse või lihvitakse, tuleb tööriist uuesti reguleerida.cnc töötlusosa
2. Vältige pussitamist
[töötlemisvaru jaotus on ebamõistlik või ühe treimise varu on mõistlikum, mis muudab keerme kaks külge krobeliseks ja ühtlaseks mõraseks. ]
Tooriku ja tööriista kinnitus
Mõistlik saastekvootide eraldamine ja õige söödameetodi valik
Tõmmake nuga õigeaegselt välja.
Anebon Metal Products Limited võib pakkuda CNC-töötlemise, survevalu, lehtmetalli töötlemise teenuseid, võtke meiega ühendust.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Postitusaeg: jaanuar 02-2020