
Sissejuhatus:
Varasemates artiklites on meie Aneboni meeskond teile jaganud mehaanilise disaini põhiteadmisi. Täna õpime täiendavalt mehaanilise disaini keerukaid kontseptsioone.
Millised on peamised takistused mehaanilise projekteerimise põhimõtetele?
Disaini keerukus:
Mehaanilised konstruktsioonid on tavaliselt keerulised ja nõuavad inseneridelt erinevate süsteemide, komponentide ja funktsioonide kombineerimist.
Näiteks on väljakutseks kujundada käigukast, mis edastab tõhusalt jõudu, ilma et see kahjustaks muid asju, nagu suurus ja kaal, samuti müra.
Materjali valik:
Disaini jaoks õige materjali valimine on oluline, kuna need mõjutavad selliseid tegureid nagu vastupidavus, tugevus ja hind.
Näiteks ei ole lennuki mootori suure pingega komponendi jaoks sobiva materjali valimine lihtne, kuna on vaja kaalu alla võtta, säilitades samal ajal võime taluda äärmuslikke temperatuure.
Piirangud:
Insenerid peavad töötama aja, eelarve ja olemasolevate ressursside piires. See võib piirata disainilahendusi ja nõuda mõistlike kompromisside kasutamist.
Probleeme võib tekitada näiteks efektiivse küttesüsteemi projekteerimine, mis on kodu jaoks kulutõhus ja vastab siiski energiatõhususe nõuetele.
Tootmise piirangud
Disainerid peavad mehaaniliste konstruktsioonide kavandamisel arvestama oma tootmismeetodite ja -tehnikate piirangutega. Probleemiks võib osutuda disainikavatsuse tasakaalustamine seadmete ja protsesside võimalustega.
Näiteks keeruka kujuga komponendi kavandamine, mida saab toota ainult kallite masinate või lisandite valmistamise tehnikate abil.
Funktsionaalsed nõuded:
Kõigi konstruktsiooninõuete täitmine, sealhulgas ohutuse, toimivuse või konstruktsiooni usaldusväärsus, võib olla keeruline.
Näiteks võib väljakutseks osutuda täpset pidurdusjõudu tagava pidurisüsteemi kujundamine, tagades samas ka kasutajate ohutuse.
Disaini optimeerimine:
Parima disainilahenduse leidmine, mis tasakaalustaks palju erinevaid eesmärke, sealhulgas kaalu, kulusid või tõhusust, ei ole lihtne.
Näiteks õhusõiduki tiibade disaini optimeerimine, et vähendada takistust ja kaalu, kahjustamata seejuures konstruktsiooni terviklikkust, nõuab keerulisi analüüse ja iteratiivseid disainitehnikaid.
Süsteemi integreerimine:
Erinevate komponentide ja alamsüsteemide ühendamine ühtsesse kujundusse võib olla suur probleem.
Näiteks auto vedrustussüsteemi projekteerimine, mis reguleerib paljude komponentide liikumist, samas kui kaalutegurid, nagu mugavus, stabiilsus ja vastupidavus, võivad tekitada raskusi.
Disaini iteratsioon:
Disainiprotsessid hõlmavad tavaliselt mitut muudatust ja iteratsiooni, et esialgset ideed täpsustada ja täiustada. Disaini muudatuste tõhus ja tulemuslik tegemine on väljakutse nii ajakulu kui ka saadaolevate rahaliste vahendite osas.
Näiteks tarbekauba disaini optimeerimine iteratsioonide seeria abil, mis parandavad kasutaja ergonoomikat ja esteetikat.
Keskkonnaga seotud kaalutlused:
Jätkusuutlikkuse integreerimine disaini ja hoone keskkonnamõjude vähendamine muutub olulisemaks. Tasakaal funktsionaalsete aspektide ja selliste tegurite vahel nagu ringlussevõtu võime, energiatõhusus ja heitkogused võivad olla keerulised. Näiteks tõhusa mootori projekteerimine, mis vähendab kasvuhoonegaaside heitkoguseid, kuid ei kahjusta jõudlust.
Tootmisvõime projekteerimine ja kokkupanek
Probleemiks võib osutuda suutlikkus tagada, et projekt valmistatakse ja monteeritakse kokku aja- ja kulupiirangute piires.
Näiteks keeruka toote kokkupanemise lihtsustamine vähendab tööjõu- ja tootmiskulusid, tagades samas kvaliteedistandardid.
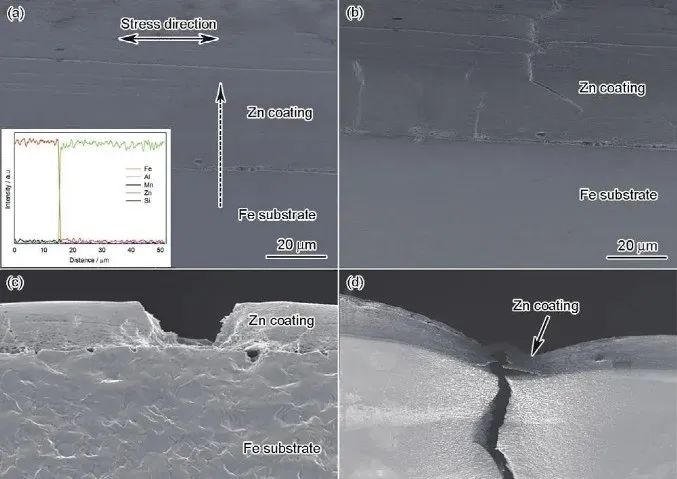
1. Rikked on tingitud mehaaniliste komponentide üldiselt purunemisest, tugevast jääkdeformatsioonist, komponentide pinna kahjustustest (korrosioonikulumine, kontakti väsimine ja kulumine) Tavalise töökeskkonna kulumisest tingitud rike.
2. Konstruktsioonikomponendid peavad vastama muuhulgas nõuetele, mis tagavad, et need ei puruneks nende etteantud eluea jooksul (tugevus või jäikus, pikaealisus) ja konstruktsiooniprotsessi nõuded majandusnõuetele, väikese kaalu nõuetele ja töökindluse nõuetele.
3. Komponentide projekteerimiskriteeriumid, sealhulgas tugevuse ja jäikuse kriteeriumid, eluea nõuded, samuti vibratsiooni stabiilsuse kriteeriumid ja töökindluse kriteeriumid.
4. Osade projekteerimise meetodid: teoreetiline projekteerimine, empiiriline projekteerimine ja mudelitesti projekteerimine.
5. Mehaaniliste komponentide jaoks kasutatakse tavaliselt metallmaterjale, keraamilisi materjale, polümeermaterjale ja komposiitmaterjale.
6. Osade tugevuse saab jagada nii staatiliseks pingetugevuseks kui ka muutuva pingetugevuseks.
7. Pingete suhe: = -1 on sümmeetriline pinge tsüklilisel kujul; r = 0 väärtus on pulseeriv tsükliline pinge.
8. Arvatakse, et BC staadiumi nimetatakse pingeväsimuseks (madala tsükli väsimus) CD viitab lõpmatu väsimuse staadiumile. Punktile D järgnev joonelõik on katsekeha lõpmatu kasutusea tõrke tase. Punkt D on püsiva väsimuse piir.
9. Väsinud osade tugevuse parandamise strateegiad vähendavad pinge mõju elementidele (koormust leevendavad sooned avanevad rõngad) Valige materjalid, millel on suur väsimustugevus ja seejärel määrake kuumtöötlemise meetodid ja tugevdamismeetodid, mis suurendavad tugevust. väsinud materjalid ära.
10. Liughõõrdumine: kuivhõõrdumine piirab hõõrdumist, vedeliku hõõrdumist ja segahõõrdumist.
11. Komponentide kulumisprotsess hõlmab sissetöötamise etappi, stabiilse kulumise etappi ja tugeva kulumise etappi. Peaksime püüdma lühendada sissetöötamise aega, samuti pikendama stabiilse kulumise perioodi ja lükkama kulumise ilmnemist edasi see on raske.
12. Kulumise klassifikatsioon on liimikulumine, abrasiivne kulumine ja väsimuskorrosioonikulu, erosioonkulumine ja kahjustuskulumine.
13. Määrdeained võib liigitada nelja kategooriasse, milleks on vedelad, gaasilised pooltahked, tahked ja vedelad määrded, mis jagunevad kaltsiumipõhisteks määrdeks, nanopõhiseks määrdeks alumiiniumipõhiseks määrdeks ja liitiumipõhiseks määrdeks.
14. Tavalistel ühenduskeermetel on võrdkülgne kolmnurk ja suurepärased iselukustuvad omadused. ristkülikukujulised ülekandekeermed pakuvad ülekandes paremat jõudlust kui teised keermed. Trapetsikujulised ülekandekeermed on ühed populaarsemad ülekandekeermed.
15. Tavaliselt kasutatavad ühenduskeermed vajavad iselukustumist, seetõttu kasutatakse tavaliselt ühe keermega keermeid. Ülekande keermed vajavad ülekandeks kõrget efektiivsust ja seetõttu kasutatakse sageli kolme- või kahekeermelisi keermeid.
16. Tavalised poltühendused (ühendatud komponendid sisaldavad läbivaid auke või on hõõritsad) Kahepealised naastühenduste kruvid, kruviühendused, samuti komplektühendustega kruvid.
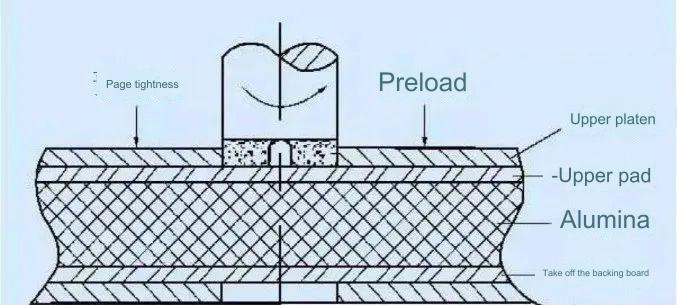
17. Keermestatud ühenduste eelpingutamise eesmärk on parandada ühenduse vastupidavust ja tugevust ning peatada tühimikud või libisemine kahe osa vahel koormamisel. Lõdvate pingutusühenduste peamine probleem on takistada spiraalipaari üksteise suhtes pöörlemist koormatud ajal. (Hõõrdumisvastane ja mehaaniline lõdvenemise peatamiseks, eemaldades seose liikumise ja spiraalpaari liikumise vahel)
18. Suurendage keermestatud ühenduste vastupidavust, vähendage pinge amplituudi, mis mõjutab väsimuspoltide tugevust (vähendage poldi jäikust või suurendage ühenduse jäikustkohandatud cnc osad) ja parandada koormuse ebaühtlast jaotumist keermete vahel. vähendada stressi kogunemise mõju ja rakendada kõige tõhusamat tootmisprotseduuri.
19. Võtmeühenduse tüübid: tasapinnaline ühendus (mõlemad pooled töötavad pinnana) poolringikujuline võtmeühendus kiilvõtmeühenduse võtmeühendus tangentsiaalnurgaga.
20. Rihmülekanne võib jagada kahte tüüpi: võrgutüüp ja hõõrdetüüp.
21. Rihma maksimaalse pinge hetk on siis, kui selle kitsas osa algab rihmarattast. Pinge muutub rihma ühe pöörde jooksul neli korda.
22. Kiilrihmaülekande pingutamine: regulaarne pingutusmehhanism, automaatne pingutusseade ja pingutusratast kasutav pingutusseade.
23. Rullketi lülid on tavaliselt paaritu arvuga (hammaste arv ketirattas ei tohi olla tavaline arv). Kui rullketil on ebaloomulikud numbrid, kasutatakse liigseid lülisid.
24. Ketiajami pingutamise eesmärk on vältida haardumisprobleeme ja keti vibratsiooni, kui keti lahtised servad muutuvad liiga tugevaks, ning suurendada hammasratta ja keti vahelist haardenurka.
25. Hammasrataste rikkerežiimid on: hammaste purunemine hammasratastel ja hambapinna kulumine (lahtised hammasrattad) hambapinna täppide tekkimine (suletud hammasrattad) hambapinna liim ja plastiku deformatsioon (veoratta rattaga käitatavate soonte servad ).
26. Hammasrattaid, mille pinna kõvadus on suurem kui 350HBS või 38HRS, nimetatakse kõva- või kõvakattega hammasratasteks, või kui ei ole, siis pehme kattega hammasratasteks.
27. Tootmise täpsuse suurendamine, käigu läbimõõdu vähendamine pöörlemiskiiruse vähendamiseks võib vähendada dünaamilist koormust. Dünaamilise koormuse vähendamiseks võib käigu ära lõigata. Hammasratta hammaste trumlisse pööramise eesmärk on suurendada hambaotsa kuju tugevust. koormuse suunajaotus.
28. Mida suurem on läbimõõdu koefitsiendi pöördenurk, seda suurem on efektiivsus ja seda väiksem on iselukustumisvõime.
29. Tiguülekannet tuleb liigutada. Pärast nihutamist kattuvad indeksring ja ussi sammu ring, kuid on ilmne, et kahe ussi vaheline joon on muutunud ja ei ühti selle tiguratta indeksringiga.
30. Usside edastamise rikete viisid, nagu punktkorrosioon hambajuure murdumine hamba pinna liimimine ja liigne kulumine; tiguülekannete puhul on see tavaliselt nii.
31. Voolukadu suletud tiguajamiga võrkude kulumisest ja laagrite kulumisest, samuti õlipritsmete kadumisestcnc freeskomponendidmis sisestatakse õlibasseini, segage õli.
32. Ussiajam peaks tegema soojusbilansi arvutusi, lähtudes eeldusest, et ajaühikus tekkiv energia on sama, mis soojuse hajumine samal ajavahemikul. Toimingud: Paigaldage jahutusradiaatorid ja suurendage soojuse hajumise ala ning paigaldage õhuvoolu suurendamiseks võlli otstele ventilaatorid ning lõpuks paigaldage kasti tsirkulatsioonipumba jahutustorustik.
33. Tingimused, mis võimaldavad arendada hüdrodünaamilist määrimist: kaks libisevat pinda moodustavad kiilukujulise pilu, mis on koonduv ja kaks õlikilega eraldatud pinda peavad olema piisava libisemiskiirusega ja nende liikumine peab võimaldama libisemist. määrdeõli voolab läbi suure ava väiksemasse ja määrimine peab olema teatud viskoossusega ja saadaoleva õli kogus peab olema piisav.
34. Veerelaagrite põhikonstruktsioon: välimine rõngas, sisemised rõngad, hüdrokorpus ja puur.
35. 3 rull-laagrit koonusjas viis tõukejõu laagrit kuus sügava soonega kuullaagrit seitse nurkkontaktlaagrit N silindrilised rull-laagrid vastavalt 01, 02 ja 03. D = 10 mm, 12 mm 15 mm, 17, mm viitab 20 mm on d = 20 mm, 12 on viide 60 mm.
36. Põhiline eluiga on töötundide arv, mille jooksul 10% laagrite komplekti kuuluvatest laagritest on punktkorrosioonist mõjutatud, kuid 90% neist ei kannata punktkorrosioonikahjustusi, loetakse konkreetse üksuse pikaealisuseks. laager.
37. Koormuse põhiline dünaamiline nimiväärtus: suurus, mida laager on võimeline kandma juhul, kui seadme põhiline eluiga on täpselt 106 pööret.
38. Laagri konfiguratsiooni meetod: igaüks kahest ühes suunas fikseeritud tugipunktist. mõlemas suunas on fikseeritud punkt, samas kui teise tugipunkti ots on liikumisvaba. Mõlemat poolt aitab vaba liikumine.
39. Laagrid liigitatakse vastavalt pöörlevale võllile (paindeaeg ja pöördemoment) ning spindlile (paindemoment) ja jõuülekandevõllile (pöördemoment) rakenduva koormuse järgi.
Anebon järgib 5-teljelise CNC-treipingi põhiprintsiipi „Kvaliteet on kindlasti ettevõtte elu ja staatus võib olla selle hing”CNC töödeldud osa, Anebon on kindlad, et suudame pakkuda kvaliteetseid tooteid ja lahendusi mõistliku hinnasildiga ning ostjatele suurepärast müügijärgset tuge. Ja Anebon loob elava pika jooksu.
Hiina professionaalHiina CNC osaja metalli töötlemise osad, Anebon tugineb kõrgekvaliteedilistele materjalidele, täiuslikule disainile, suurepärasele klienditeenindusele ja konkurentsivõimelisele hinnale, et võita paljude klientide usaldus nii kodu- kui ka välismaal. Kuni 95% toodetest eksporditakse välisturgudele.
Kui soovid lisateavet või hinnapäringut, võta ühendustinfo@anebon.com
Postitusaeg: 24.11.2023