
Difino de Mekanika Scio de Anebon
Mekanika scio estas la kapablo kompreni kaj apliki diversajn mekanikajn konceptojn, principojn kaj praktikojn. Mekanika scio inkluzivas la komprenon de maŝinoj, mekanismoj kaj materialoj same kiel iloj kaj procezoj. Ĉi tio inkluzivas scion pri mekanikaj principoj, kiel forto kaj moviĝo, energio kaj sistemoj de ilaroj kaj pulioj. Scio pri mekanika inĝenierado inkluzivas teknikojn pri dezajno, prizorgado kaj solvo de problemoj, same kiel principojn pri mekanika inĝenierado. Mekanika scio estas grava por multaj profesioj kaj industrioj, kiuj laboras kun mekanikaj sistemoj. Ĉi tiuj inkluzivas inĝenieristikon, fabrikadon kaj konstruadon.
1. Kio estas la manieroj de fiasko de mekanikaj partoj?
(1) Tuta rompo
(2) Troa konstanta misprezento
(3) Parta surfaca difekto
(4) Misfunkciado pro interrompo de regulaj funkciaj kondiĉoj
Kio estas la raciaĵo malantaŭ la ofta postulo de kontraŭ-malŝraŭbigo por fadenaj ligoj?
Kio estas la kerna koncepto de kontraŭ-malŝraŭbigo?
Kio estas la diversaj metodoj disponeblaj por malhelpi malstreĉiĝon?
Respondo:
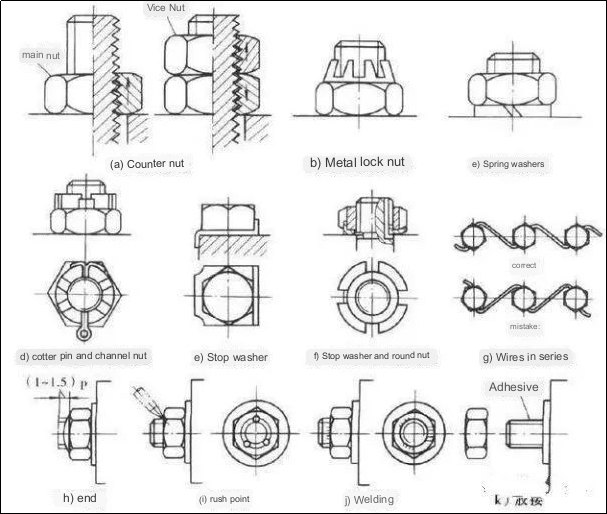
Ĝenerale, la fadenigita konekto povas plenumi la kriteriojn de memŝlosado kaj ne spontanee malstreĉiĝos. Tamen, en situacioj implikantaj vibradojn, efikŝarĝojn aŭ drastajn temperaturfluktuojn, ekzistas verŝajneco de la konekta nukso iom post iom malstreĉiĝo. La ĉefa kaŭzo de fadenliĝo kuŝas en la relativa rotacio inter la fadenoparoj. Sekve, estas necese korpigi kontraŭ-malstreĉajn mezurojn en la realan dezajnon.
La ofte uzataj metodoj inkluzivas:
1. Frikcio-bazita kontraŭ-malstreĉado - konservado de frotado inter la fadenaj paroj por malhelpi malfiksiĝon, kiel uzi printempajn lavilojn kaj duoblajn nuksojn sur la supra flanko;
2. Mekanika kontraŭ-malstreĉado - utiligante obstrukcanmaŝinprilaboritaj komponantojgarantii kontraŭ-malstreĉado, ofte uzante fenditaj nuksoj kaj stiftoj, inter aliaj;
3. Interrompo-bazita kontraŭ-malstreĉiĝo de fadenaj paroj - modifante kaj ŝanĝante la rilaton inter la fadenaj paroj, kiel ekzemple per la apliko de efiko-bazita tekniko.
Kio estas la celo streĉi en fadenigitaj ligoj?
PDisponu plurajn alirojn por kontroli la aplikatan forton.
Respondo:
La intenco malantaŭ streĉado en surfadenigitaj ligoj estas permesi al rigliloj generi antaŭ-streĉan forton. Ĉi tiu antaŭstreĉa procezo strebas plibonigi la fidindecon kaj firmecon de la konekto por malhelpi ajnajn interspacojn aŭ relativan movadon inter la interligitaj partoj sub ŝarĝaj kondiĉoj. Du efikaj teknikoj por kontroli la streĉan forton uzas tordmomantŝlosilon aŭ konstantan tordmomantŝlosilon. Post kiam la bezonata tordmomanto estas atingita, ĝi povas esti ŝlosita en loko. Alternative, la plilongigo de la riglilo povas esti mezurita por reguligi la antaŭ-streĉan forton.
Kiel elasta glitado diferencas de glitado en rimenaj transmisioj?
En la dezajno de V-zona veturado, kial estas limigo de la minimuma diametro de la malgranda pulio?
Respondo:
Elasta glitado reprezentas enecan karakterizaĵon de rimenaj transmisioj, kiu ne povas esti evitita. Ĝi okazas kiam ekzistas diferenco en streĉiĝo kaj la zonmaterialo mem estas elastomero. Aliflanke, glitado estas speco de malsukceso, kiu estiĝas pro troŝarĝado kaj devus esti malhelpita ĉiakoste.
Specife, glitado okazas sur la malgranda pulio. Pliigitaj eksteraj ŝarĝoj kondukas al pli granda diferenco en streĉiteco inter la du flankoj, kiu en victurno rezultigas vastiĝon de la areo kie elasta glitado okazas. Elasta glitado reprezentas kvantan ŝanĝon, dum glitado signifas kvalitan ŝanĝon. Sekve, por malhelpi gliti, ekzistas limigo sur la minimuma diametro de la malgranda pulio, ĉar pli malgrandaj puliodiametroj rezultigas pli malgrandajn envolvajn angulojn kaj reduktitajn kontaktajn areojn, igante gliton pli verŝajna okazi.
Kiel la glitrapideco de la dentsurfaco rilatas al la alleblas kontaktstreso de griza gisfero kaj aluminio-fera bronzaj turbinoj?
Respondo:
La alleblas kontaktstreso de griza gisfero kaj aluminio-feraj bronzaj turbinoj estas influita per la glitrapideco de la dentsurfaco pro la signifa malsukcesreĝimo konata kiel denta surfacadhero. Adhero estas rekte trafita per la glitrapideco, tiel influante la alleblas kontaktstreson. Aliflanke, la ĉefa fiaskoreĝimo de gisitaj stanaj bronzaj turbinoj estas dentsurfacfosaĵoj, kiuj estas kaŭzitaj de kontaktstreso. Tial, la alleblas kontaktstreso estas senrilata al la glita rapido.
EnumEraku la tipajn leĝojn de moviĝo, efikkarakterizaĵojn, kaj taŭgajn scenarojn por la kammekanismo sekvanto.
Respondo:
Movleĝoj por la kammekanismo sekvanto inkludas konstantan rapidecmoviĝon, diversajn malakcelmoviĝleĝojn, kaj simplan harmonian moviĝon (kosinusakcelan moviĝleĝon). La konstanta rapidecmovoleĝo elmontras rigidan efikon kaj trovas aplikiĝon en malalt-rapidecaj kaj malpez-ŝarĝaj scenaroj.
Malrapidigaj moviĝaj leĝoj, inkluzive de konstanta akcelado, havas flekseblan efikon kaj taŭgas por mezaj ĝis malalt-rapidecaj situacioj. Simpla harmonia moviĝo (kosinuso 4-korda akcela moviĝleĝo) ofertas mildan efikon kiam ekzistas paŭzointervalo, igante ĝin avantaĝa por mezaj ĝis malalt-rapidecaj scenaroj. En altrapidaj scenaroj sen ripozintervaloj, ekzistas neniu fleksebla efiko, igante ĝin taŭga por tiuj cirkonstancoj.
Resumu la fundamentajn principojn regantajn dentan profilmaŝadon.
Respondo:
Ne grave kie la dentprofiloj kontaktas, la komuna normala linio pasanta tra la kontaktpunkto devas intersekci specifan punkton sur la centra linio. Ĉi tiu kondiĉo certigas ke konsekvenca dissenda proporcio estas konservita.
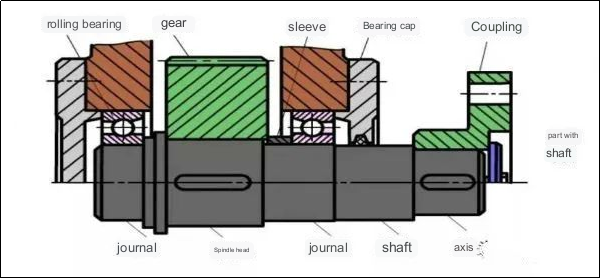
Kio estas la diversaj aliroj al cirkonferenca fiksado de partoj sur ŝafto? (provizu pli ol kvar metodojn)
Respondo:
Cirkonferencaj fikseblecoj inkludas la utiligon de klavita ligo, ŝnurigita ligo, interfer-konforma ligo, fiksŝraŭbo, stifta ligo, kaj ekspansio junto.
Kio estas la primaraj specoj de aksaj fiksaj teknikoj por alkroĉi partojn al ŝafto?
Kiuj estas la karakterizaj trajtoj de ĉiu? (menciu pli ol kvar)
Respondo:
Aksaj fiksaj metodoj por alkroĉi partoj al ŝafto ampleksas plurajn ŝlosilajn tipojn, ĉiu kun apartaj trajtoj. Ĉi tiuj inkluzivas koluman fiksadon, surfadenigitan fiksadon, hidraŭlikan fiksadon kaj flanĝan fiksadon. Kolumfiksado implikas la uzon de kolumo aŭ krampo kiu estas streĉita ĉirkaŭ la ŝafto por sekurigi la parton akse. Fadenigita fiksado implicas la uzon de fadenoj sur la ŝafto aŭ parto por firme kunligi ilin. Hidraŭlika fiksado uzas hidraŭlikan premon por krei mallozan ligon inter la parto kaj la ŝafto. Flanĝfiksado implikas la uzon de flanĝo kiu estas boltita aŭ veldita al lacnc maŝinpripartojkaj la ŝafto, certigante sekuran aksan aldonaĵon.
Kial necesas fari kalkulojn pri varmeca bilanco por enfermitaj vermoj?
Respondu:
Enfermitaj vermmotoroj elmontras relativan glitado kaj altajn nivelojn de frikcio. Pro iliaj limigitaj varmodissipadkapabloj kaj inklino al adherproblemoj, fari varmecekvilibrokalkulojn iĝas esenca.
Kiuj du fortkalkulteorioj estas utiligitaj en ilarfortkalkuloj?
Kiajn malsukcesojn ili celas?
Se ilara transdono uzas fermitan molan dentan surfacon, kio estas ĝia dezajnkriterio?
Respondo:
Ilarfortokalkuloj implikas determini la kontaktlacecforton de la dentsurfaco kaj la fleksiĝecforton de la dentradiko. La kontakta lacecforto celas malhelpi lacecpikantajn fiaskojn sur la dentosurfaco, dum la fleksiĝanta lacecforto traktas lacecrompojn en la dentoradiko. Ilartranssendo utiliganta fermitan molan dentsurfacon sekvas la dezajnokriterion de pripensado de la kontaktlacecforto de la dentsurfaco kaj kontrolado de la fleksadlacecforto de la dentradiko.
Kio estas la respektivaj funkcioj de kupliloj kaj kluĉiloj?
Kiel ili diferencas unu de la alia?
Respondo:
Kaj kupliloj kaj kluĉiloj servas la celon de ligado de du ŝaftoj por ebligi tordmomantan dissendon kaj sinkronigitan rotacion. Tamen, ili malsamas laŭ siaj malengaĝiĝkapabloj dum operacio. Coupligoj ligas ŝaftojn kiuj ne povas esti apartigitaj dum en uzo; ilia malkonekto eblas nur per malmuntado de laturnantaj partojpost haltigo. Aliflanke, kluĉiloj ofertas la kapablon engaĝi aŭ malengaĝi la du ŝaftojn en ajna momento dum maŝinfunkciado.
Skizu la esencajn antaŭkondiĉojn por ke olefilmaj lagroj funkciu ĝuste.
Respondo:
La du surfacoj spertantaj relativan moviĝon devas establi kojnoforman interspacon; la glita rapido inter la surfacoj devas garantii lubrikan oleon eniron de la pli granda haveno kaj eliron de la pli malgranda haveno; la lubrika oleo devas posedi specifan viskozecon, kaj necesas taŭga oleo-provizo.
Provizu mallongan klarigon pri la implicoj, distingaj trajtoj kaj tipaj aplikoj de la porta modelo 7310.
Respondo:
Kodinterpreto: La kodo “7″ reprezentas angulan kontaktan pilkan lagron. La nomo "(0)" rilatas al la norma larĝo, kie la "0" estas laŭvola. La nombro “3″ signifas la mezan serion laŭ diametro. Fine, "10" respondas al interna portanta diametro de 50mm.
Karakterizaĵoj kaj aplikoj:
Ĉi tiu lagromodelo povas samtempe elteni radiajn kaj aksajn ŝarĝojn en ununura direkto. Ĝi ofertas altan limrapidecon kaj estas kutime uzata en paroj.
Ene de transmisisistemo korpiganta ilartranssendon, zontranssendon, kaj ĉentranssendon, kiu speco de dissendo estas tipe metita ĉe la plej alta rapideca nivelo?
Male, kiu dissenda komponanto estas aranĝita en la plej malsupra ilara pozicio?
Klarigu la kialon malantaŭ ĉi tiu aranĝo.
Respondo:
Ĝenerale, la zona transmisio estas poziciigita ĉe la plej alta rapidecnivelo, dum la ĉenveturado estas metita en la plej malsupran ilarpozicion. La zona transmisio havas atributojn kiel stabila dissendo, kuseno kaj ŝokosorbado, igante ĝin avantaĝa por la motoro ĉe pli altaj rapidecoj. Aliflanke, ĉenveturadoj tendencas generi bruon dum operacio kaj estas pli taŭgaj por malalt-rapidecaj scenaroj, tiel tipe estante asignitaj al la pli malalta ilarstadio.
Kio kaŭzas la ne-unuforman rapidecon en ĉentranssendo?
Kiuj estas la ĉefaj faktoroj influantaj ĝin?
Sub kiaj kondiĉoj la tuja dissenda proporcio povas resti konstanta?
Respondo:
1) La neregula rapido en ĉentranssendo estas ĉefe kaŭzita de la plurlatera efiko eneca en la ĉenmekanismo; 2) La ŝlosilaj faktoroj influantaj ĝin inkluzivas ĉenrapidecon, ĉenpaŝon kaj dentkalkulon de dentrado; 3) Kiam la nombro da dentoj sur kaj la pli grandaj kaj pli malgrandaj dentradoj estas egala (t.e., z1=z2) kaj la centrodistanco inter ili estas preciza oblo de la tonalto (p), la tuja dissendproporcio restas konstanta ĉe 1.
Kial la dentlarĝo (b1) de la pinjono estas iomete pli granda ol la dentlarĝo (b2) de la pli granda dentaĵo en cilindra drata redukto?
Kiam oni kalkulas forton, ĉu la denta larĝkoeficiento (ψd) estu bazita sur b1 aŭ b2? Kial?
Respondo:
1) Por malhelpi aksan misalignon de la ilaroj pro asembleaj eraroj, la larĝo de la meshing dento estas reduktita, kondukante al pliigita laborŝarĝo. Tial, la dentlarĝo (b1) de la pli malgranda ilaro devus esti iomete pli granda ol b2 de la pli granda ilaro. La fortkalkulo devus esti bazita sur la dentolarĝo (b2) de la pli granda ilaro ĉar ĝi reprezentas la faktan kontaktolarĝon kiam paro de cilindraj ilaroj engaĝiĝas.
Kial la diametro de la malgranda pulio (d1) estu egala aŭ pli granda ol la minimuma diametro (dmin) kaj la envolva angulo de la mova rado (α1) estu egala aŭ pli granda ol 120° en malrapidiga zono-veturado?
Ĝenerale, la rekomendita zonrapideco estas inter 5 ĝis 25 m/s.
Kio estas la ĉsekvoj se la zono-rapideco superas ĉi tiun gamon?
Respondo:
1) Pli malgranda diametro de la malgranda pulio kondukas al pli alta fleksa streĉo sur la zono. Por malhelpi troan fleksan streĉon, la minimuma diametro de la malgranda pulio devas esti konservita.
2) La envolva angulo (α1) de la stira rado influas la maksimuman efikan streĉiĝon de la zono. Pli malgranda α1 rezultigas pli malaltan maksimuman efikan tiran forton. Por plibonigi la maksimuman efikan tiran forton kaj malhelpi gliton, envolva angulo de α1≥120° estas ĝenerale rekomendita.
3) Se la zono-rapideco falas ekster la intervalo de 5 ĝis 25 m/s, povas esti konsekvencoj. Rapido sub la intervalo eble postulos pli grandan efikan tiran forton (Fe), kaŭzante pliiĝon en la nombro da zonoj (z) kaj pli grandan rimen-veturadstrukturon. Inverse, troa zonrapideco rezultigus pli altan centrifugan forton (Fc), necesigante singardon.
Avantaĝoj kaj malavantaĝoj de helikforma rulado.
Respondo:
Avantaĝoj
1) Ĝi elmontras minimuman eluziĝon, kaj la alĝustigo-tekniko povas esti aplikata por forigi forigon kaj indukti certan nivelon de antaŭ-deformado, tiel plibonigante rigidecon kaj atingante altan transdona precizecon.
2) Male al memŝlosantaj sistemoj, ĝi kapablas konverti linearan moviĝon en rotacian moviĝon.
Malavantaĝoj
1) La strukturo estas komplika kaj prezentas defiojn en fabrikado.
2) Iuj mekanismoj povas necesigi plian memŝlosantan mekanismon por malhelpi inversigon.
Kio estas la fundamenta principo por elekti ŝlosilojn?
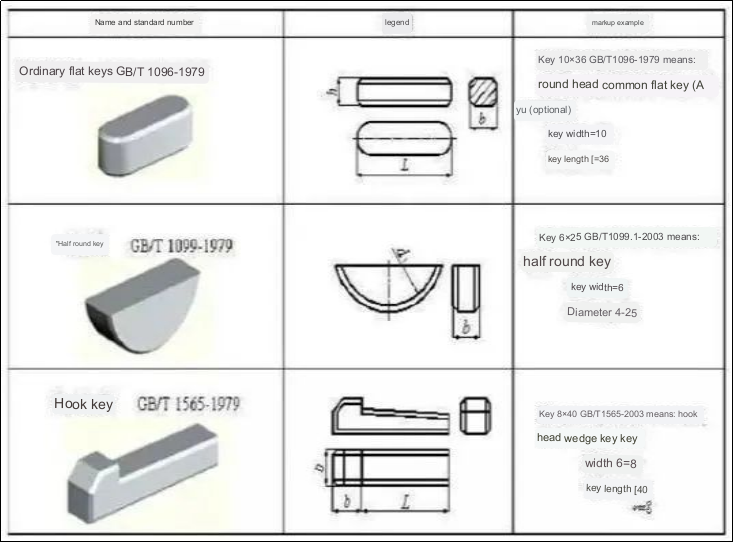
Respondo:
Elektante ŝlosilojn, estas du ŝlosilaj konsideroj: la tipo kaj la grandeco. La tipelekto dependas de faktoroj kiel la strukturaj trajtoj de la ŝlosila konekto, uzadopostuloj kaj laborkondiĉoj.
Aliflanke, la elekto de grandeco devus aliĝi al normaj specifoj kaj fortaj postuloj. La grandeco de la ŝlosilo konsistas el la transversaj dimensioj (ŝlosillarĝo b * ŝlosila alteco h) kaj la longo L. La elekto de sekcaj dimensioj b*h estas determinita de la ŝafta diametro d, dum la ŝlosila longo L povas ĝenerale estu determinita surbaze de la longo de la nabo, signifante ke la ŝlosillongo L ne devus superi la longon de la nabo. Plie, por gvidaj plataj klavoj, la nabolongo L' estas tipe ĉirkaŭ (1.5-2) fojojn la ŝaftodiametro d, konsiderante la longon de la nabo kaj la glitdistancon.
Anebon fidas sur siaj fortaj teknikaj kapabloj kaj senĉese disvolvas altnivelajn teknologiojn por plenumi la postulojn de CNC-metalprilaborado,5-akso cnc-muelado, kaj aŭta gisado. Ni alte taksas ĉiujn sugestojn kaj komentojn. Per bona kunlaboro, ni povas atingi reciprokan disvolviĝon kaj plibonigon.
Kiel ODM-fabrikisto en Ĉinio, Anebon specialiĝas pri personigo de aluminiaj stampaj partoj kaj fabrikado de maŝinaj komponantoj. Nuntempe, niaj produktoj estis eksportitaj al pli ol sesdek landoj kaj diversaj regionoj tra la mondo, inkluzive de Sudorienta Azio, Ameriko, Afriko, Orienta Eŭropo, Rusio kaj Kanado. Anebon kompromitas establi ampleksajn rilatojn kun eblaj klientoj en Ĉinio kaj aliaj partoj de la globo.
Afiŝtempo: Aŭg-16-2023