
Kiom vaste la konata profunda trua maŝinanta sistemo aplikas al nia maŝina procezo?
Pafiltuboj kaj armilsistemoj:
Profunda borado ludas esencan rolon en la produktado de pafiltuboj, certigante la precizecon kaj precizecon de bareldimensioj, rifling, kaj surfaca teksturo.
Aerokosma industrio:
Profunda kalibro-maŝinado estas utiligita en la fabrikado de aviadila surteriĝo, partoj por jetmotoroj, helikopteraj rotorŝaftoj, kaj aliaj decidaj komponentoj kiuj postulas esceptan precizecon kaj fortikecon.
Nafto kaj gasindustrio:
Profunda truoborado estas utiligita en la fabrikado de ekipaĵo uzita en petrolo kaj gasesplorado, inkluzive de boriloj, putkapoj, kaj produktadtubo.
Aŭtindustrio:
La fabrikado de motorkomponentoj kiel krankoŝaftoj, kamŝaftoj, bieloj kaj fuelinjektaj partoj necesigas la enkorpigon de profundaj truoj.
Medicina kaj sanservo:
Profunda trua maŝinado estas esenca en la produktado de kirurgiaj instrumentoj, enplantaĵoj kaj medicinaj aparatoj, kiuj postulas precize kreitajn internajn trajtojn kaj surfacajn finaĵojn.
muldindustrio kaj ĵetkubo:
Profunda truoborado trovas aplikon en la fabrikado de injektaj muldiloj, eltrudaj ĵetkuboj kaj aliaj ilaj komponantoj, kiuj postulas malsimplajn malvarmigajn kanalojn por efike disipi varmecon.
Riparo de ĵetkuboj kaj ŝimo:
Profundaj truaj maŝinprilaborsistemoj ankaŭ estas utiligitaj por la riparo aŭ modifo de ekzistantaj ŝimoj kaj ĵetkuboj, enkalkulante la boradon de malvarmigaj kanaloj, elĵetstifttruoj, aŭ aliajn necesajn ecojn.
Profunda truaj pretigaj sistemoj: ses ofte uzataj modeloj
Kio estas profunda trua prilaborado?
Profunda truo estas tiu, kies rilatumo de longo al diametro estas pli granda ol 10. La profundo-diametra rilatumo por profundaj truoj ĝenerale estas kutime L/d>=100. Ĉi tiuj inkluzivas cilindrajn truojn same kiel ŝafton aksan oleon, kavan spindelon kaj hidraŭlikajn valvojn. Ĉi tiuj truoj ofte postulas altan precizecon kaj kvaliton de surfaco, dum iuj materialoj malfacilas maŝinprilabori, kio povas esti problemo en produktado. Kiuj estas iuj metodoj, pri kiuj vi povas elpensi por prilabori profundajn truojn?
1. Tradicia Borado
La torda borilo, inventita de usonanoj, estas la origino de profunda trua prilaborado. Ĉi tiu borilo havas relative simplan strukturon, kaj estas facile enkonduki la tranĉan fluidaĵon, permesante ke boriloj estu fabrikitaj en malsamaj diametroj kaj grandecoj.
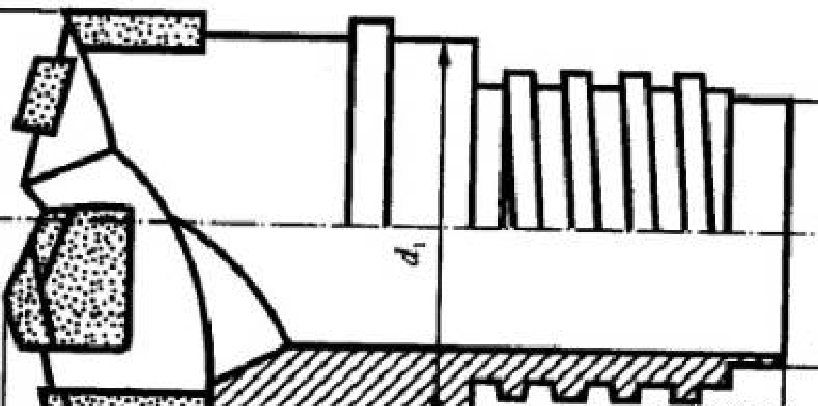
2. Pafila borilo
La profundtrua tubborilo unue kutimis produkti pafiltubojn, ankaŭ konatajn kiel profund-truaj tuboj. Pafilborilo estis nomita tiel ĉar la bareloj ne estis senjuntaj precizectuboj kaj la precizectuba produktadprocezo ne povis renkonti la precizecpostulon. Profunda trua prilaborado nun estas populara kaj efika metodo de prilaborado pro la disvolviĝo de scienco kaj teknologioj kaj la klopodoj de fabrikistoj de profundaj truaj sistemoj. Ili estas uzataj en multaj kampoj, inkluzive de: aŭtindustrio, aerospaco, struktura konstruo, medicina ekipaĵo, ŝimo/ilo/jig, hidraŭlika kaj prema industrio.
Pafilborado estas bonega solvo por prilaborado de profunda truo. Pafilborado estas bona maniero atingi precizajn rezultojn. Pafilborado povas atingi precizajn pretigajn rezultojn. Ĝi kapablas prilabori diversajn profundajn truojn kaj ankaŭ specialajn profundajn truojn kiel blindajn truojn kaj krucajn truojn.
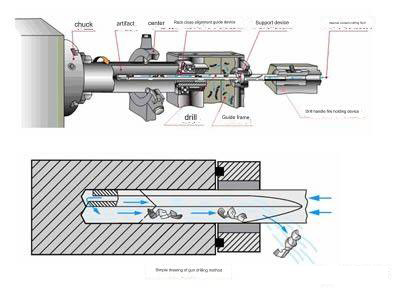
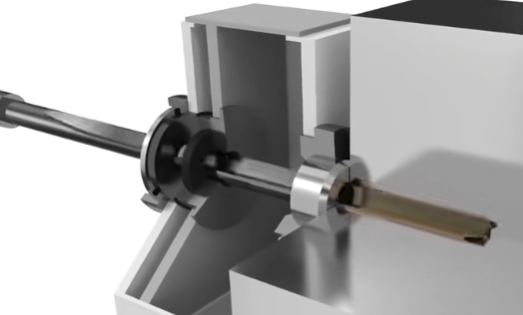
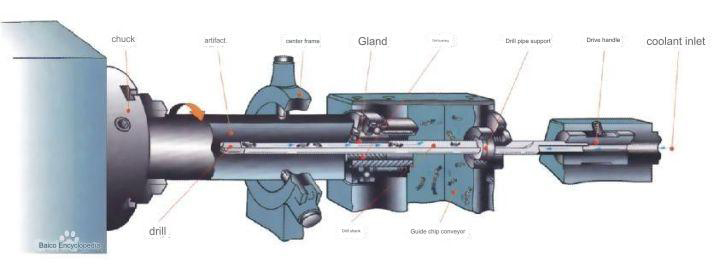
Pafilaj boraj sistemo-komponentoj

Pafilaj boriloj
3. BTA-sistemo
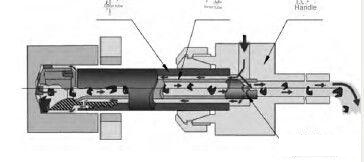
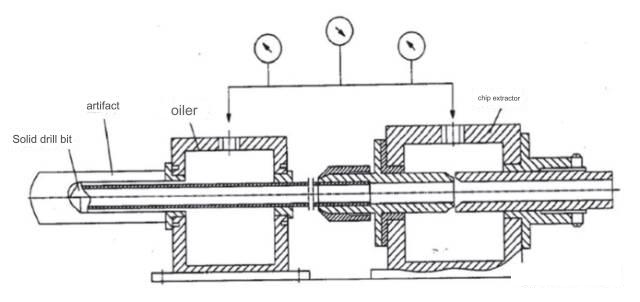
La Internacia Trua Pretiga Asocio inventis profundan truan borilon, kiu forigas blatojn de interne. La BTA-sistemo uzas kavajn cilindrojn por la borilo kaj peco. Ĉi tio plibonigas rigidecon de la ilo kaj permesas rapidan muntadon kaj malmuntadon. La figuro montras ĝian funkcian principon. La oleo-dissendilo estas plenigita per la tranĉa fluido sub premo.
La tranĉa fluido tiam pasas tra la ringoforma spaco kreita de la borilo, la trua muro kaj fluas al la tranĉa areo por malvarmigo kaj lubrikado. Ĝi ankaŭ premas la blaton en la blatojn de la borilo. La interna kavaĵo de la borilo estas kie la blatoj estas eligitaj. La BTA-sistemo povas esti uzata por profundaj truoj kun diametro pli granda ol 12mm.
BAT-sistemkonsisto↑

BAT borilo↑
4. Injekto kaj suĉa Borado-Sistemo
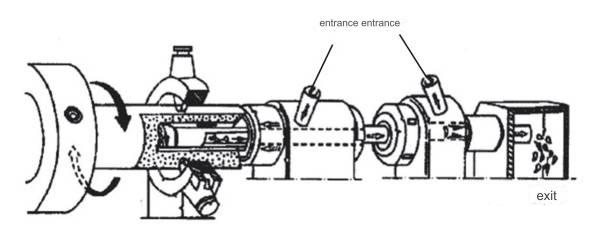
La Jeta Suĉa Borado-Sistemo estas profunda trua bora tekniko, kiu uzas duoblan tubon bazitan sur la jeta suĉa principo de fluidmekaniko. La ŝpruc-suĉa sistemo baziĝas sur dutavola tubilo. Post premo, la tranĉa fluido estas injektita el la enirejo. La 2/3 de tranĉa fluido, kiu eniras la spacon inter la ekstera kaj interna borilo fluas en lacnc kutima tranĉa partomalvarmigi kaj lubriki ĝin.
La blatoj estas puŝitaj enen al la interna kavo. La restanta 1/3 el tranĉa fluido estas ŝprucita ĉe altaj rapidecoj en la internan tubon tra la duonluna ajuto. Tio kreas malaltpreman zonon ene de la interna pipkavaĵo, suĉante la tranĉan likvaĵon portantan la fritojn. La blatoj estas eligitaj rapide el la ellasejo sub duobla ago ŝprucaĵo kaj suĉo. Jet-suĉaj boradsistemoj estas ĉefe uzataj por profunda trua prilaborado, kun diametro pli granda ol 18mm.
Principo de jeta suĉa bora sistemo↑
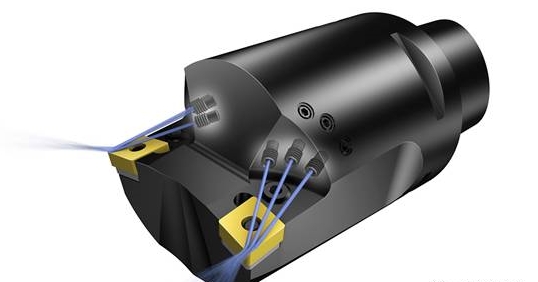
Jeta suĉa borilo↑
5.DF-sistemo
La DF-sistemo estas duobla eniro unu-tuba interna blato forigo sistemo evoluigita de Nippon Metallurgical Co., Ltd. La tranĉa fluido estas dividita en du antaŭaj kaj malantaŭaj branĉoj, kiuj eniras el du eniroj respektive. 2/3 de la tranĉa fluido en la unua fluas al lacnc metala tranĉa partotra la ringa areo formita de la borilo kaj la muro de la prilaborita truo, kaj puŝas la blatojn en la blato-elirejon sur la borilo, eniras la boriltubon, kaj fluas al la blato-ekstraktilo; ĉi-lasta 1/3 de la tranĉa fluido rekte eniras la pecettirilon kaj estas akcelita tra la mallarĝa konusa interspaco inter la antaŭaj kaj malantaŭaj ajutoj, kreante negativan preman suĉan efikon por atingi la celon akceli la forigon de blato.
La strukturo de la unua duono de la DF-sistemo, kiu ludas "puŝan" rolon, estas simila al tiu de la BTA-sistemo, kaj la strukturo de la dua duono, kiu ludas "suĉan" rolon, estas simila al tiu de jet-suĉa borado. sistemo. Ĉar la DF-sistemo uzas duoblajn oleajn enirejojn, ĝi nur uzas unu boriltubon. La metodo de puŝado kaj suĉado de blato finiĝis, do la diametro de la borilo povas esti farita tre malgranda kaj pli malgrandaj truoj povas esti prilaboritaj. Nuntempe, la minimuma pretiga diametro de la DF-sistemo povas atingi 6mm.
Kiel funkcias la DF-sistemo↑
DF profunda truo borilo↑
6. SIED-sistemo
North China University inventis la SIED-sistemon, ununuran tuban blaton elĵetsistemon kaj suĉan borilsistemon. Ĉi tiu teknologio estas bazita sur tri internaj pecet-foriga boradteknologioj: BTA (jet-suĉa borilo), DF-sistemo, kaj DF System. La sistemo aldonas sendepende alĝustigeblan ĉitan eltiran aparaton, kiu estas funkciigita de la elektroprovizo por kontroli malvarmigon kaj forigo de blato fluida fluo sendepende. Kiel montrite en la diagramo, ĉi tiu estas la baza principo. La hidraŭlika pumpilo eligas tranĉan fluidon, kiu tiam estas dividita en du fluojn: la unua tranĉa fluidaĵo eniras la oleo-liveran aparaton kaj fluas tra la ringoforma interspaco inter la borilo-tubo muro kaj la truo por atingi la tranĉan parton, forigante la blatojn.
La unua tranĉa fluido estas puŝita en la truan ellasejon de la borilo. La dua tranĉa fluido eniras tra la interspaco inter konusaj ajutoparoj kaj fluas en la peceto-ekstraktaparaton. Ĉi tio kreas altrapidan jeton kaj negativan premon. SIED estas ekipita per du sendependaj premaj reguligvalvoj, unu por ĉiu likva fluo. Ĉi tiuj povas esti ĝustigitaj laŭ la plej bonaj kondiĉoj de malvarmigo aŭ eltiro de blatoj. SlED estas sistemo, kiu estas iom post iom promociita. Ĝi estas pli kompleksa sistemo. La SlED-sistemo nuntempe kapablas redukti la minimuman diametron de la bortruo al malpli ol 5mm.
Kiel funkcias la SIED-sistemo↑
Apliko de profunda trua pretigo en CNC
Fabrikado de pafiloj kaj armiloj:
Borado de profundaj truoj estas utiligita por fari pafilojn kaj armilsistemojn. Ĝi certigas precizajn dimensiojn, rifadon kaj la surfacan finaĵon por preciza kaj fidinda pafila agado.
Aerokosma industrio:
Profund-trua maŝinprilabora procezo estas uzata por fari partojn por surteriĝo de aviadiloj same kiel turbinmotorpartojn kaj diversajn aliajn esencajn aerspacajn komponentojn, kiuj postulas altkvalitan kaj precizecon.
Esplorado por petrolo kaj gaso:
Borado de profundaj truoj estas utiligita por la produktado de ekipaĵo kiel ekzemple boriloj, pipoj, kaj putkapoj, kiuj estas esencaj al la esplorado de petrolo kaj gaso. Profundaj truoj permesas eltiron de la resursoj kiuj estas kaptitaj en subteraj rezervujoj.
Aŭtindustrio:
Pretigo de profundaj truoj estas esenca por la kreado de motorkomponentoj kiel krankoŝaftoj, kamŝaftoj same kiel bieloj. Ĉi tiuj komponantoj postulas precizecon en siaj internaj trajtoj kaj ankaŭ finpoluron por la plej bona agado.
Sanservo kaj medicina:
Profund-trua maŝinadprocezo estas uzata por fari kirurgiajn instrumentojn, medicinajn enplantaĵojn same kiel malsamajn medicinajn ilojn. Ĉi tiuj aparatoj postulas precizajn internajn funkciojn kaj finpolurojn por certigi maksimuman rendimenton kaj kongruon.
muldindustrio kaj ĵetkubo:
La profunda truoborilo ludas decidan rolon en la kreado de ŝimoj same kiel ĵetkuboj. Ŝimoj kaj ĵetkuboj postulas malvarmigajn kanalojn por certigi efikan varmodissipadon dum uzado de procezoj kiel ekzemple injektomuldado aŭ malsamaj produktadproceduroj.
Energia industrio:
Profunda truopretigo estas utiligita por la fabrikado de komponentoj kiuj estas energi-rilataj, kiel ekzemple turbinklingoj, varmointerŝanĝiloj kaj potenctranssendokomponentoj. Tiuj komponentoj tipe postulas precizajn internajn specifojn kaj finpolurojn por certigi efikecon en energikreado.
Defenda industrio:
Borado profundaj truoj estas uzata en la fabrikado de defendo-rilatajcnc muelitaj partojkiel la misilgvidsistemoj kaj kirasaj platoj kaj aerospacaj veturiloj komponentoj. Ĉi tiujcnc maŝinprilaboritaj komponantojpostulas alt-precizecon kaj longdaŭran fortikecon por certigi ilian efikecon kaj sekurecon.
Anebon kapablas liveri altkvalitajn varojn, konkurencivan vendan prezon kaj plej bonan klientan subtenon. La celo de Anebon estas "Vi venas ĉi tien kun malfacileco kaj ni provizas al vi rideton por forporti" por kutima metala stampa servo. Nun Anebon konsideris ĉiujn specifaĵojn por certigi ĉiun produkton aŭ servon kontenta de niaj aĉetantoj.
Ni ankaŭ provizas OEM anodizita metalo kaj lazer tranĉanta servon kiu servas al viaj specifaj bezonoj kaj postuloj. Kun forta teamo de spertaj inĝenieroj pri hosa dezajno kaj disvolviĝo, Anebon zorge taksas ĉiun ŝancon provizi plej bonajn produktojn kaj solvojn por niaj klientoj.
Se vi volas scii pli, bonvolu kontakti la oficialan respondeculon de Anebon per info@anebon.com, telefono+86-769-89802722
Afiŝtempo: Oct-27-2023