
Kiom vi scias pri mekanika dezajno?
Ĝi implikas desegni, analizi kaj optimumigi diversajn mekanikajn elementojn por plenumi deziratajn specifojn kaj postulojn. Ĝi implikas desegni, analizi kaj optimumigi diversajn mekanikajn elementojn por plenumi deziratajn specifojn kaj postulojn. Mekanika dezajno povas ampleksi ampleksan gamon de areoj, inkluzive de produkta dezajno, maŝina dezajno, ekipaĵo kaj struktura dezajno. Komprenado kaj aplikado de bazaj inĝenieraj principoj kiel termodinamiko kaj materiala scienco estas postulata.
La mekanika dezajno estas parto de la dezajno, fabrikado, uzo kaj bontenado procezoj. Neglekto en dezajno ĉiam pripensos ĉi tiujn aspektojn. Ne estas malfacile determini ĉu projekto sukcesos aŭ malsukcesos. Fabrikado havas grandan influon sur la dezajnoprocezo, do bona dezajno ne estas aparta de fabrikado. Kompreni fabrikadon helpos vin plibonigi viajn projektajn kapablojn.
Mekanika dezajno temas ĉefe pri kreado de fidindaj, kostefikaj kaj efikaj solvoj. Dizajnistoj ofte uzas komputil-helpitan dezajnon (CAD) programaron kaj ilojn por evoluigi detalajn modelojn, fari simuladojn kaj taksi efikecon antaŭ fabrikado. Dum la dezajnprocezo, mekanikaj dizajnistoj konsideras faktorojn kiel sekureco, fidindeco, fabrikebleco, ergonomio, estetiko kaj media. efiko. Por certigi la senjuntan integriĝon kaj funkciecon, ili laboras kun aliaj inĝenieraj disciplinoj kiel civilaj, industriaj kaj elektraj inĝenieroj.
Ne estas multaj homoj, kiujn mi vidis, kiuj povas tuj kunmeti kaj prilabori la desegnaĵojn post kiam ili estas produktataj. Dum la desegna revizioprocezo kaj la posta procezo, ne estas malofte trovi multajn problemojn. Ĉi tio inkluzivas desegnaĵojn kreitajn de tiel nomataj altrangaj inĝenieroj aŭ ĉefinĝenieroj. Jen la rezulto post ripetaj diskutoj kaj multaj renkontiĝoj. Ĉi tio estas pro kelkaj faktoroj. Unuflanke estas normigado en la desegnaĵo, kaj la nivelo de spektanto. Sed la manko de kompreno de la dezajnisto de la produktada procezo aliflanke estas la ĉefa kaŭzo.
Kiel vi determinas kiom vi scias pri fabrikado?
Prenu skizon de tio, kion vi desegnis. Kio estas la tuta produktada procezo? Estas neeble fari fandado, forĝado kaj turnado. Muelado, planado kaj muelado ankaŭ ne eblas. Ĉiu, kiu laboris dum pluraj jaroj en maŝinbutiko, scias tion. Por plene kompreni la procezon, ĝi devas esti dividita en pli malgrandajn paŝojn. La partstrukturo povas kaŭzi akcidenton dum varmotraktado. Gravas scii kiel optimumigi ĝin kaj kiel tranĉi la materialon. Virtualigo estas uzata por simuli la procezon, kiu inkluzivas la nombron da tranĉiloj, rotacia rapideco, ila nutrado kvanto, eĉ la direkto en kiu feraj blatoj estas ĵetitaj, la ordon de uzado de la tranĉiloj, kaj la funkciado de la tornilo. Ni povas diri, ke ni nun havas pli fortan fundamenton.
La principoj por elekti materialojn por mekanikaj partoj
devus konsideri tri aspektojn de postuloj
1. Uzaj postuloj (ĉefa konsidero):
1) La laborkondiĉoj de la partoj (vibro, efiko, alta temperaturo, malalta temperaturo, alta rapido kaj alta ŝarĝo devas ĉiuj esti traktataj kun singardemo); 2) Limigoj pri la grandeco kaj kvalito de la partoj; 3) La graveco de la partoj. (Relativa graveco al la fidindeco de la tuta maŝino)
2. Procezaj postuloj:
1) Blanka fabrikado (fandado, forĝado, plattranĉado, vergotranĉado);
2) Mekanika pretigo;
3) Varma traktado;
4) Surfaca traktado
3. Ekonomiaj postuloj:
1) Materiala prezo (komparo inter la malplena kosto kaj pretiga kosto de ordinara ronda ŝtalo kaj malvarme eltiritaj profiloj, precizeca fandado kaj precizeca forĝado);
2) Pretiganta aran grandecon kaj pretigajn kostojn;
3) Indice de uzado de materialoj; (kiel la specifoj de platoj, stangoj kaj profiloj, uzu ilin racie)
4) Anstataŭigo (provu uzi malmultekostajn materialojn por anstataŭigi multekostajn maloftajn materialojn kiel duktila inko por anstataŭigi kuprajn manikojn en certaj eluziĝorezistaj partoj aŭ ole-enhavantaj lagrojn anstataŭ iuj turniĝantaj manikoj kaj nilono en la kazo de malaltrapidaj ŝarĝoj) Anstataŭigi ŝtalon ilaroj kun kupraj vermaj ilaroj ktp.
Ankaŭ konsideru la haveblecon de lokaj materialoj
1. Bazaj postuloj por mekanika dezajno
a) Atentu kunordigon kaj ekvilibron pri la funkciaj postuloj de la maŝino! Malhelpu ke la barela efiko okazas
b) Maŝinekonomiaj postuloj: Dezajna ekonomio, enigi ĝin rapide en produktadon, reakiri konsumon dum disvolviĝo, kaj eĉ dezajna-fabrikado samtempe por ekonomio. Ĉi tio donos al vi la plej bonan prezon/efikeco (produktoj komenciĝas en malgrandaj aroj).
2. Bazaj postuloj por mekanikaj partoj-dezajno
a) Laboru normale kaj fidinde en la planita laborperiodo por certigi la diversajn funkciojn de la maŝino;
b) Minimumu la kostojn de produktado kaj fabrikado de partoj;
c) Uzu kiel eble plej multajn komunajn normajn partojn en la merkato;
d) Dum desegnado de produktoj kiuj povus esti seriigitaj, konsideru la ĉiuflankecon de partoj. La strukturo de tiuj, kiuj ne estas universalaj, devus esti simila ĝis la maksimuma mezuro ebla por redukti la kompleksecon de la produktadprocezo, kaj la tempon necesan por fiksaĵo kaj ilardezajnoj.
Vidu elekton de tipaj partoj en mekanika desegnaĵo
La struktura formo de parto estas la ĉeffaktoro en determinado de la esprimskemo por la partvido. Partoj kun similaj formoj havas komunajn trajtojn.
Ĝenerale, maŝinpartoj povas esti dividitaj en kategoriojn laŭ ilia formo, kiel buŝoj kaj raddiskoj. Jen iliaj trajtoj esprimitaj en malsamaj manieroj:
(1) Elektu komponantojn de ŝafto kaj maniko
La akso de la ŝaftoj aŭ manikoparto estas horizontale poziciigita laŭ sia prilabora pozicio. Ĝenerale, bazaj kaj sekcaj vidoj, same kiel parta pligrandigita versio, estas ĉio, kio necesas.
(2) Foliumi nian elekton de partoj de radoj kaj diskoj
En la ĉefa vido, la akso ankaŭ estas horizontale poziciigita laŭ la pozicio de la prilaborado. Ĉi tio postulas du bazajn vidojn.
(3) Forko kaj Stanga Partoj
Forkoj kaj bastonoj, ekzemple, estas ofte kurbaj kaj klinitaj. La vido kiu plej bone reprezentas iliajn formajn trajtojn estos uzata kiel la ĉefa bildo. Du aŭ pli da bazaj bildoj ankaŭ povas esti postulataj.
(4) Elekto de skatoloj
Skatolo-specaj komponantoj estas pli kompleksaj. La ĉefa vido-lokigo devas respondi al la laborpozicio de la parto sur la maŝino. Ĝenerale necesas almenaŭ tri bazaj vidoj.
Ofte ekzistas pluraj malsamaj esprimskemoj por la sama parto. Ĉiu havas siajn proprajn avantaĝojn kaj malavantaĝojn kaj devus esti komparita kaj analizita detale.
Kiam vi elektas vidojn, gravas, ke ĉiu vidpunkto havas klaran fokuson. La vido elektita devus esti kompleta kaj klara, kaj facile legebla.
Ŝafto kaj manikaj partoj
La ĉefa celo de ŝafto kaj manikokomponentoj estas transdoni potencon, aŭ subteni aliajn partojn kiel ekzemple ŝaftoj.
(1) La strukturaj trajtoj kaj la pretigaj metodoj por ŝafto kaj manikaj komponantoj
La ĉefaj komponantoj de ĉi tiuj rotaciaj korpoj estas cilindroj, konusoj kaj aliaj rotaciaj korpoj de diversaj grandecoj. La plimulto de ŝafto kaj manikokomponentoj estas prilaboritaj per torniloj aŭ mueliloj. Ĉi tiujaŭtomataj rezervaj partojofte estas dizajnitaj, prilaboritaj aŭ kunvenitaj kun strukturoj kiel ĉamfroj kaj fadenoj. Ili ankaŭ povas havi subtranĉojn, ping-truojn, ŝlosilvojojn aŭ platajn surfacojn.
(2) Vidu elekton
La ŝafto kaj manika parto estas reprezentitaj per fronta vido, la akso horizontale metita. Sekvas konvena nombro aŭ trans-sekcaj kaj pligrandigitaj partaj vidoj. La horizontala poziciigado de la ĉefa vido kongruas ne nur kun la trajtoprincipo por elekto de parto, sed ankaŭ kun ĝia prilabora pozicio kaj laborpozicio.
Partaj sekcioj povas esti uzitaj por reprezenti strukturojn kiel ekzemple truoj kaj fosaĵoj en la ŝafto. Kiel montrite en Figuro 3-7, la ŝlosilvojoj, truoj kaj strukturaj ebenoj, inter aliaj strukturoj, devas esti reprezentitaj kiel aparta sekca vido.
Solidaj ŝaftoj ne bezonas esti tranĉitaj, sed manikaj komponantoj devas montri sian internan strukturon. Plenaj sekciaj vidoj povas esti uzataj se la ekstera formo estas simpla; duonsekciaj vidoj povas esti uzataj se ĝi estas kompleksa.
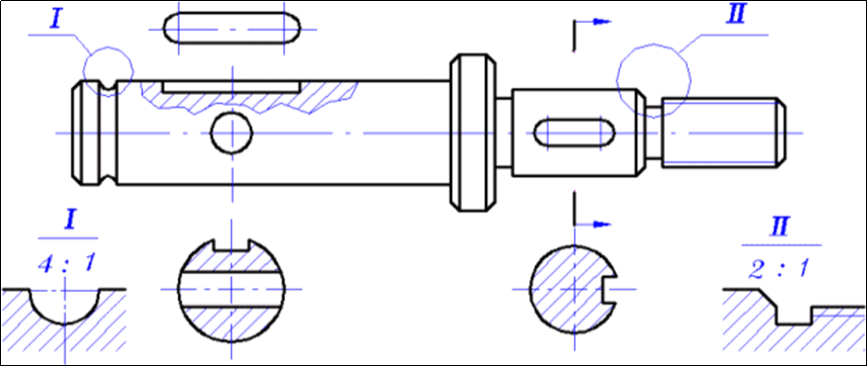
Figuro 3-7 Aksa esprimo metodo
Pato kaj kovrilo partoj
Inkluditaj en la disko kaj kovrilpartoj estas finaj kovriloj, flanĝoj (manradoj), pulioj kaj aliaj plataj diskformaj komponentoj. Radoj estas uzataj por transdoni potencon kaj kovriloj servas ĉefe kiel subteno, aksa pozicio kaj sigelado.
1. Strukturaj trajtoj
La ĉefkorpo de la disko aŭ kovrilo estas kutime koaksia rotacia korpo. Kelkaj havas ĉefkorpojn kiuj estas kvadrataj, rektangulaj, aŭ alia formo, kun pli grandaj radialaj kaj pli malgrandaj aksaj mezuradoj. Kiel montrite en figuroj 3-8, partoj ofte havas strukturojn kiel ŝaftruoj, truoj laŭ la cirkonferenco de la parto, ripoj aŭ kaneloj, kaj dentoj.
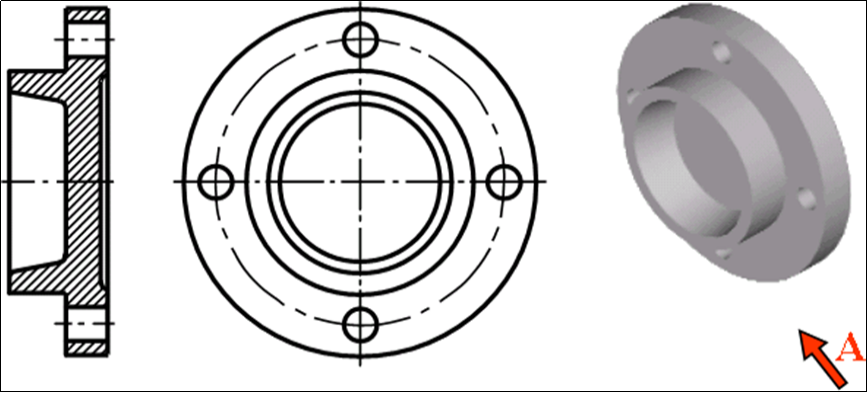
Figuro 3-8 Esprimmetodo de plato/kovropartoj
(2) Vidu elekton
Kutime, disko- kaj kovrilpartoj povas esti esprimitaj en du bazaj perspektivoj. La ĉefvido estas la plena sekco tra la akso. La akso devus esti horizontale poziciigita por egali sian pretigan pozicion. La ĉefa vido de iuj partoj, kiuj ne estas prilaboritaj ĉefe per torniloj, povas esti determinita surbaze de ilia formo kaj pozicio.
Baza vido de la disko kaj la kovrilo estas maniero esprimi la distribuadon de truoj, kaneloj kaj aliaj strukturoj ĉirkaŭ la disko aŭ kovrilo. Kiam la vido estas simetria, duonsekca vido povas esti uzata.
Forkoj kaj kadropartoj
La kadro kaj forko partoj inkluzivas la bielojn, krampojn ktp. Por diversaj celoj. Ŝanĝforkoj kaj tirantoj ludas gravan rolon en maŝinaj kontrolsistemoj. Krampoj servas similan celon. Tiuj malplenaĵoj estas kutime gisitaj aŭ forĝitaj.
(1) Strukturaj trajtoj
La plimulto de forkoj kaj kadroj konsistas el tri partoj: la laborparto, la instala parto, kaj la kunliga parto. Labora parto rilatas al la parto de la forko aŭ kadro, kiu efikas sur aliaj partoj. La muntaj truoj sur la rektangula malsupra plato de krampo estas uzataj por poziciigi kaj konekti la krampon. La subtena plato de la krampo ligas la laborajn kaj instalajn partojn. Dum desegnado de kramppartoj, estas kutime konstrui la laborajn kaj instalajn partojn de la parto unue, poste aldoni la konektan parton.
(2) Vidu elekton
Forkoj kaj kadroj ofte estas formitaj en kompleksaj manieroj, kun kurbaj aŭ klinitaj strukturoj. La partoj estas submetitaj al multaj malsamaj pretigaj paŝoj, kaj la laborpozicioj de ĉi tiuj partoj ne estas fiksitaj. Ĝenerale, la vido kiu plej bone reflektas la formajn trajtojn de la objekto estas elektita kiel la ĉefa bildo. Aliaj vidoj, parta vido, sekcoj kaj aliaj esprimmetodoj, krom la ĉefaj vidoj, estas elektitaj surbaze de ĝiaj strukturaj trajtoj. Kiel montrite en Figuro 3-9.
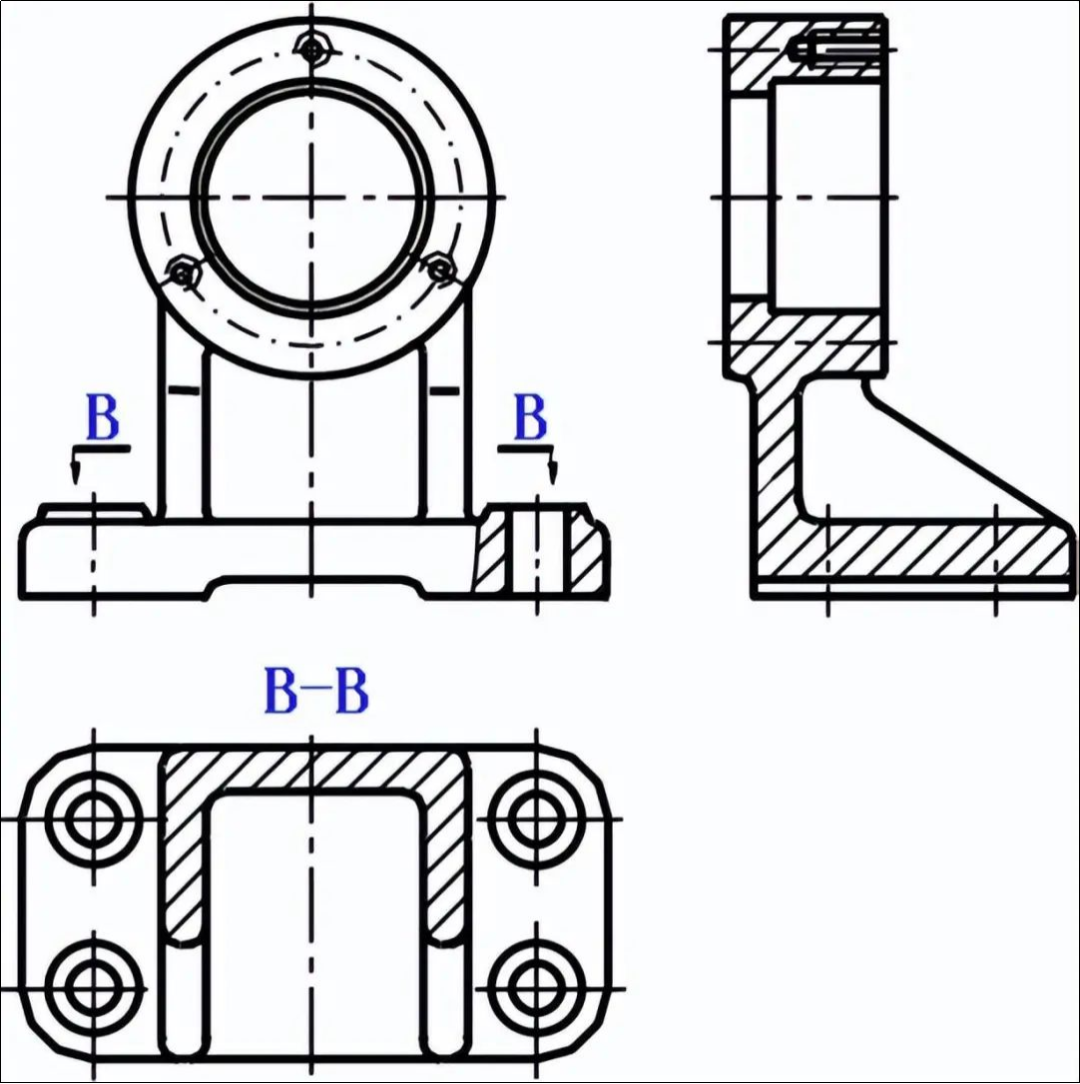
Figuro 3-9 Esprimmetodo de kramppartoj
Skatolo Partoj
Skatolo-partoj inkluzivas pumpilajn korpojn, valvajn korpojn, maŝinajn bazojn, reduktajn skatolojn, ktp. Castings estas uzataj por fari kestopartojn, kiuj estas la ĉefaj komponantoj de maŝinoj kaj komponantoj. Subtenoj, sigeloj, kaj pozicioj estas kutime uzitaj.
1. Strukturaj trajtoj
La kestostrukturo varias laŭ la funkciaj postuloj. Tamen, la plej multaj estas kavaj konkoj kiuj havas grandajn internajn kavojn. La interna kavformo estas determinita per la moviĝtrajektorio kaj formo de lamaŝinprilaboritaj komponantojenhavita en la skatolo. La porta truo estas la parto, kiu subtenas la moviĝantajn partojn de la skatolo. La fina vizaĝo de la truo havas lokajn funkciajn strukturojn, kiel aviadilo por instali la finkovrilon aŭ ŝraŭbtruojn.
(2) Vidu elekton
La pretigaj pozicioj por ĉiu el la procezoj estas malsamaj. Kestopartoj havas kompleksajn strukturajn trajtojn kaj komplikajn pretigajn procedurojn. La ĉefa vido estas kutime elektita surbaze de la laborpozicio de la skatolo kaj ĝiaj formaj trajtoj. Por esprimi la komplikajn internajn kaj eksterajn formojn, necesas havi sufiĉan kvanton da sekcaj desegnaĵoj kaj skizaj desegnaĵoj. Apartaj vidoj kaj partaj pligrandigoj povas esti uzataj por kompletigi detalajn strukturojn.
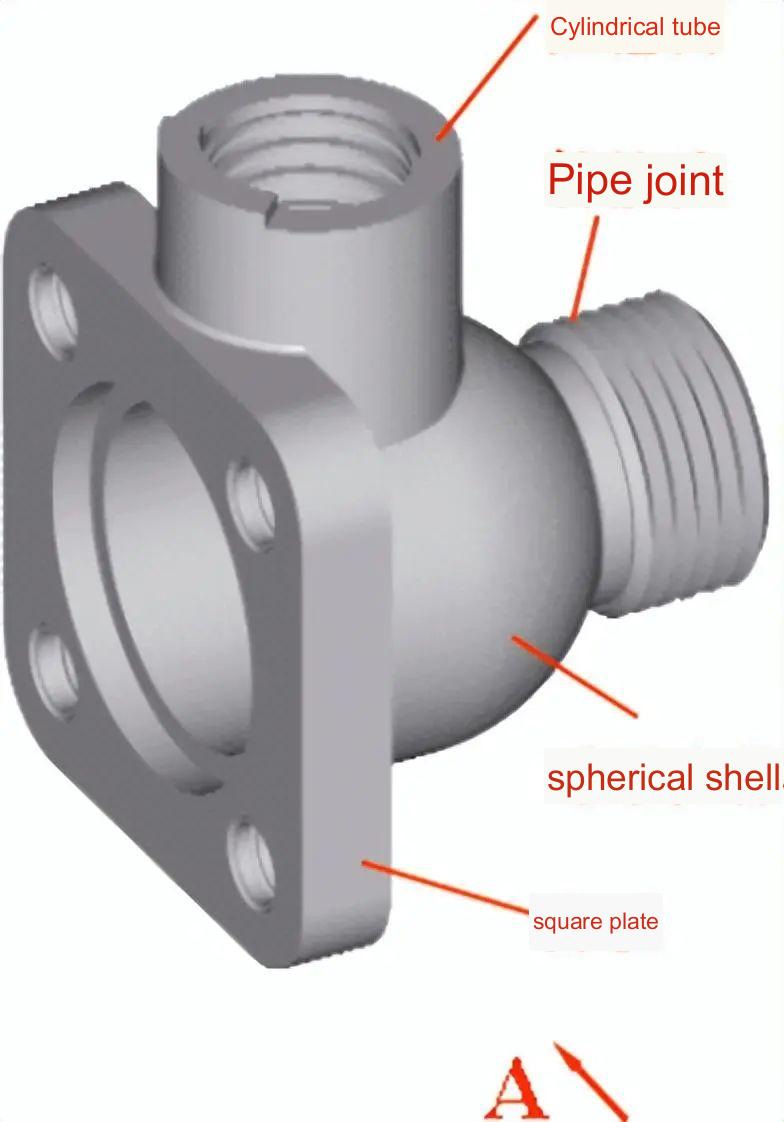
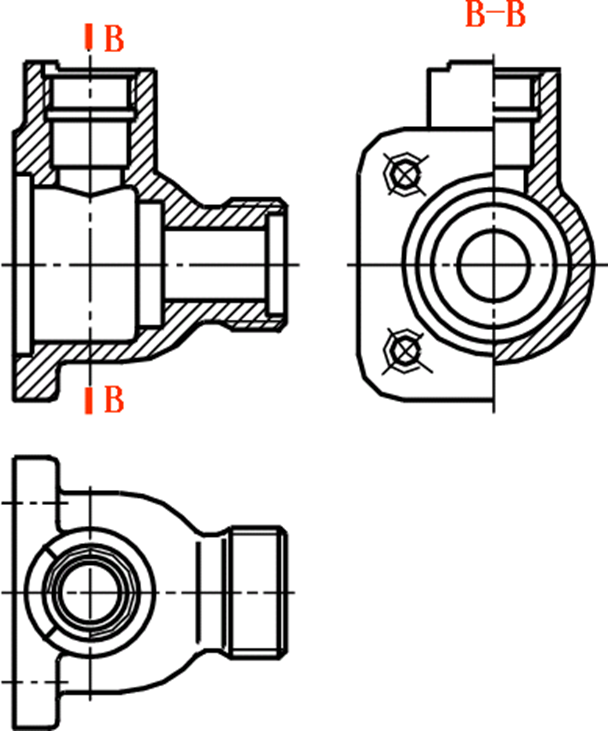
Figuro 3-10 Esprimmetodo de valvaj korpopartoj
Figuro 3-10 montras la valvan korpon. Ĝi konsistas el kvar partoj: sfera tubo, kvadrata plato, kaj tubkonekto. La internaj truoj de la sferaj kaj cilindraj partoj estas ligitaj per la intersekco inter la du. La antaŭa vido de la valvo estas aranĝita laŭ ĝia nuna laborkondiĉo. La antaŭa vido estas plene sekcita por montri la internan formon de la valvo, ĝian relativan pozicion, ktp.
Elektu la duonsekcian vidon maldekstran por montri la aspekton de la ĉefa korpo de la valvo, la formon kaj grandecon de la kvadrata plato sur la maldekstra flanko de la valvo kaj la interna truostrukturo. Elektu supran vidon por montri la ĝeneralan formon kaj ventumilan supran strukturon de la valvo.
Anebon havas la plej altnivelajn produktajn ekipaĵojn, spertajn kaj kvalifikitajn inĝenierojn kaj laboristojn, agnoskitajn kvalitkontrolajn sistemojn kaj amikan profesian vendan teamon antaŭ/post-venda subteno por Ĉinio pogranda OEM Plasta ABS/PA/POM CNC Tornilo CNC Fresado 4 Aksoj/5 Aksoj CNC maŝinprilaboraj partoj,CNC-turnantaj partoj. Nuntempe, Anebon serĉas antaŭen eĉ pli grandan kunlaboron kun eksterlandaj klientoj laŭ reciprokaj gajnoj. Bonvolu sperti senpage por kontakti nin por pli da detaloj.
2022 Altkvalita Ĉinio CNC kaj Maŝinado, Kun teamo de sperta kaj sperta dungitaro, la merkato de Anebon kovras Sudamerikon, Usonon, Mezorienton kaj Nordafriko. Multaj klientoj fariĝis amikoj de Anebon post bona kunlaboro kun Anebon. Se vi havas la postulon por iu el niaj produktoj, memoru kontakti nin nun. Anebon antaŭĝojos aŭdi de vi baldaŭ.
Afiŝtempo: Sep-12-2023