
Mekaniko estas rigora kaj praktika temo
Koncerne la desegnaĵojn, oni ne povas erari.
Se estas eraro en unu loko, la reala aplikaĵo estos tute malĝusta.
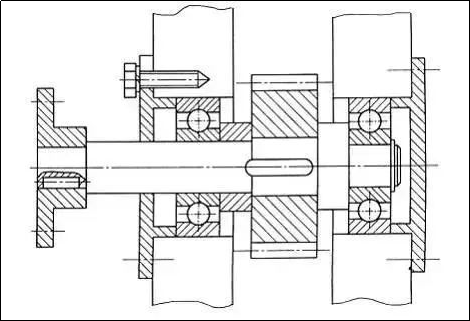
provu vin
Ĉu vi povas vidi la eraron en ĉi tiu diagramo?
Tipoj de mekanika desegnaĵo
Estas pluraj specoj de mekanika desegnaĵo: skemaj diagramoj kaj partoj desegnaĵoj. BOM-listoj. Post kiam vi scias la tipon de desegno, vi povas determini kion ĝi reprezentas kaj kion ĝi signifas. Kiom da esprimo estas?
Kiel legi mekanikajn desegnaĵojn?
Klarigu kia tipo de desegnaĵo ĝi estas: arodesegnaĵo aŭ skema diagramo. Ĝi ankaŭ povus esti partoj desegnaĵo aŭ BOM-listo. Malsamaj specoj de desegnaĵo havas malsamajn informojn, kaj ilia emfazo estas malsama.
Ĉiuj sekvas la samajn naciajn desegnajn normojn, kvankam la desegnaĵoj estas la samaj. Desegnaĵo estas kreita por la publiko por vidi. Ĝi perdos signifon se ĝi estas tro komplika, havas tro da lokoj, aŭ se aliaj homoj ne povas kompreni ĝin. Rigardu la titolstangon en la malsupra dekstra angulo por vidi la nomon de la objekto, la nombron, la kvanton, la materialon (se aplikeble), la proporcion, la unuon kaj ajnan alian koncernan informon.
Ekzemplo de desegnaĵo
Determini la vidodirekton. Normaj desegnaĵoj kutime havas almenaŭ unu. La ideo de vido estas derivita de la projekcioj de desegna geometrio. Ĉi tiu koncepto de tri vidoj devas esti komprenita por kompreni desegnaĵojn.
La formo de la objekto povas esti esprimita uzante la projekcian principon kaj ĝi povas esti metita ie ajn en la kvadranton. Ĝenerale, la objekto devas esti metita en la unuan kvar-kvadraton por ricevi la projekcion. Tiu metodo estas konata kiel la unua-angula projekcia metodo. La dua, tria kaj kvarangulo-projekciometodoj ankaŭ estas eblaj.
En Eŭropo (kiel ekzemple en Britio kaj Germanio), tiu metodo estas ofte uzita. La tria-angula metodo estas uzata de Usono, Japanio kaj aliaj landoj.
Ĉi tiu estas la ĉefa vidpunkto. Ĝi postulas spacan imagon kaj amasiĝon. La ŝerco diras, ke se la produkto mem ne povas esti restarigita, tiam estos embarasi "fosi puton kaj konstrui kamentubon". formo.
Vi povas havi ideon pri la grandeco per rapida rigardo. Vi devos kontroli ĝin kiam vi uzas ĝin se vi estas produktanto.
Vi nun povas esti konsiderata kiel laiko, se vi legis la desegnaĵojn. Vi povas ĉesi ĉe ĉi tiu punkto se vi ne volas eniri la detalojn. Mekanika desegna informo estas multe pli ol nur tio.
Mekanikaj Desegnoj
Mekanikaj desegnaĵoj (ĉi tiuj desegnaĵoj estas normaj pretigaj desegnaĵoj por produktoj) montras la strukturon, materialon, precizecon kaj grandecon de produkto. Ĉiuj dezajnaj datumoj por komponanto, maŝino aŭ parto.
La desegnaĵoj ankoraŭ enhavas multajn informojn, kvankam mi vidis la materialojn kaj strukturajn komponantojn antaŭ ol eniri la industrion. La manlibro pri mekanika dezajno longas milojn da paĝoj, ĉar preskaŭ ĉiuj mekanikaj informoj estas enhavitaj en la desegnaĵoj. Ĉiu dimensio kaj esprimo ricevas nivelon de graveco, kaj ĉiuj el ili reprezentas grandan kvanton da baza scio. La kvanto da informoj, kiujn vi povas kompreni, dependas de via persona amasiĝo.
Precizeco en produktaj desegnaĵoj
Mekanikaj dimensioj, kiel la diametro de cilindro, estas pli ol nur mezurado. Ne gravas ĉu la grandeco aŭ toleremo estas markitaj (+-0.XX). Jen kion signifas mekanika (dimensia precizeco). Ĉiam estas bona ideo havi ĝin.
Pro la granda kvanto de mekanikaj partoj produktitaj, estas grave ke la grandecoj estas kontrolitaj ene de gamo. Komponantoj ankaŭ havas geometriajn toleremojn, kiuj ekzistas ĉu aŭ ne ili estas markitaj. Naciaj normoj kondiĉas nemarkitan precizecon (toleremo), kaj kelkaj desegnaj postuloj deklaras ke precizeco estas esenca al mekanikaj partoj. Ĉi tio postulas certan amasiĝon. Aldonu QQ1624392196 se vi volas eviti la status quo kaj lerni UG CNC-Programadon.
La desegnaĵoj montras la procezon de fabrikado de la produkto
Procezo estas simple kiel fabriki aŭ kunmeti ĉi tionmaŝinprilabora parto. Mekanikaj desegnaĵoj eble ne rekte esprimas informojn pri la produktada procezo, sed ili ankoraŭ enhavas la fundamentan procezon. Se parto ne povas esti prilaborita, ne utilas desegni ĝin. La dezajnisto devas pensi pri kiel prilabori la parton, kaj ĉi tio estos reflektita en la desegnaĵoj.
Surfaca malglateco de produkto kiel montrite en la desegno
La malglateco de la surfaco determinas ĝian uzon kaj limigas la pretigajn postulojn. Malsamaj pretigaj metodoj povas atingi malsaman malglatecon; ekzemple, la grandeco kaj poziciotoleremoj de elemento, aŭ ĝia formo.
Varmotraktado de Produktoj
Varma traktado estas necesa por ebligi prilaboradon kaj certigi, ke la agado plenumas uzantpostulojn. Varmotraktado ankaŭ rilatas al la elektitaj materialoj kaj al la pretiga teknologio.
Produkta surfaca traktado
Surfaca traktado estas kutime menciita en teknikaj postuloj. Ĝi ankaŭ havas iom da rilato al la materialo.
42 Bazaj mekanikaj desegnaj kapabloj
1. La paperaj formatoj povas esti klasifikitaj en kvin tipojn laŭ grandeco. Desegnaj formatkodoj inkluzivas A0, A1, A2, A3 kaj A4. Titolbreto devas aperi en la malsupra dekstra angulo de la kadro. La teksto de la titolbreto devas esti vicigita kun la direkto en kiu la bildo estas rigardita.
2. Ok specoj de grafikaj linioj estas disponeblaj: dika solida linio (dika solida linio), maldika solida linio (maldika solida linio), ondoforma linio (duobla polilinio), strekita linio (maldika punktostreko), dika punktostreko kaj duobla linio. streketo.
3. La videblaj konturoj sur la maŝinpartoj havas dikajn solidajn liniojn. La nevideblaj konturoj, tamen, estas desegnitaj per punktlinioj. Dimensiolinioj kaj dimensiolinioj ankaŭ uzas solidajn liniojn. Kaj la simetria centro kaj akso estas desegnitaj per maldikaj punktoj. . La dikeco de la dika solido, strekita kaj maldikaj linioj estas proksimume 1/3 la dikeco de la maldika solido.
4. La proporcio inter la grandeco de la bildo kaj la grandeco de la grafiko estas nomita la proporcio.
5. Rilatumo de 1:2 estas kiam la fizika grandeco estas duobla la grandeco grafiko. Ĉi tio nomiĝas redukto.
6. La proporcio 2:1 estas pligrandigo de la grandeco.
7. Vi devus ĉiam provi desegni uzante la proporcio de la valoro kiu estis origine desegnita. Vi povas uzi pligrandigon/redukton se necese. Ekzemple, 1:2 rilatumo estas redukto kaj 2:1 rilatumo estas pligrandigo. La realaj dimensioj de maŝinpartoj devas esti indikitaj sur la desegno, sendepende de kiu skalo vi uzas.
8. Ĉinaj signoj, ciferoj kaj literoj devas esti skribitaj per bonordaj tiparoj kun klaraj strekoj kaj egale interspacigitaj. Ĉinaj signoj devas esti skribitaj per la Longa Kanta stilo.
9. Dimensio konsistas el tri komponentoj: dimensiolinioj, dimensiolimoj kaj dimensionombroj.
10. En dimensio, R estas la cirkla radiuso; f estas la cirkla diametro; kaj Sf estas globa diametro.
11. La dimensioj montritaj sur la desegno respondas al la dimensioj de la parto. Se la mezuradoj estas en milimetroj, tiam neniu kodo aŭ nomo estos postulata.
12. La direkto de la nombro ĉe la komenco de la norma horizontala dimensio estu supren; por vertikalaj dimensioj, ĝi estu lasita. Angulgrandoj ĉiam estas skribitaj horizontale. Kiam desegna linio transiras nombron, ĝi devas esti rompita.
13. La deklivo estas la angulo de deklivo inter la oblikvaj kaj horizontalaj linioj, kiun oni povas reprezenti per simbolo. La deklivo de la simbolo devas kongrui kun la deklivo de la deklivo dum markado. La mallarĝaj direktoj markitaj estas konsekvencaj.
14. La deklivo de la taper estas indikita per la simbolo “1″ kaj “1:5″.
15. En ebena grafiko, liniaj segmentoj povas esti klasifikitaj en tri tipojn: konata segmento, meza segmento kaj kunliga segmento. La ordo de desegnado de la linisegmentoj devus esti konataj linisegmentoj sekvitaj per mezaj linisegmentoj kaj tiam ligantaj linisegmentoj.
16. Linia segmento, kiu havas fiksan longon kaj pozicion grandecon konata, nomiĝas konata segmento. Meza liniosegmento estas segmento kun grandeco fiksa sed poziciiga grandeco nekompleta.
17. La projekcioplano kie la maldekstra vido aperas estas konata kiel la flanka projekcio, ankaŭ nomita la flanko kaj reprezentita per la W.
18. La regulo por tri-vida projekcio estas, ke ĉefa vido, supra vido kaj maldekstra vido devas esti samgrandaj.
19. La dimensioj de parto estas mezuritaj en tri malsamaj direktoj: alto, larĝo kaj longo. La supra vido nur montras la larĝon kaj longon de la komponanto, dum la antaŭa vido nur montras la longon kaj altecon.
20. La ses direktoj de parto estas: maldekstre, dekstre (antaŭe kaj malantaŭe), supren, malsupren (maldekstre) kaj antaŭen. En la ĉefa vido nur la maldekstra, dekstra, supren kaj malsupren direktoj povas esti reflektitaj. En la supra vido nur la maldekstra, dekstra, antaŭa kaj malantaŭa direktoj povas esti reflektitaj. Maldekstra orientiĝo: Nur la antaŭaj, malantaŭaj, supraj kaj malsupraj orientiĝoj de la parto povas esti reflektitaj en la maldekstra vido.
21. La tri bazaj vidoj estas la ĉefa vido, supra kaj maldekstra vidpunktoj.
22. Estas tri aliaj vidoj krom la baza: dekstra vido, malsupra vido kaj malantaŭa vido.
23. La trans-sekcaj vidoj povas esti klasifikitaj en tri malsamajn tipojn, depende de la grandeco de la tranĉa areo: la plena sekca, la duonsekca, kaj la parta sekca.
24. Sekciaj desegnaĵoj povas esti klasifikitaj en kvin malsamajn specojn de tranĉado: kompleta sekcio, duonsekcio, parta sekcio (paŝa sekcio), kaj kombinita sekcio.
25. Tri partoj estas inkluzivitaj en la etikedado por la sekcaj vidoj: 1. La simbolo, kiu indikas la pozicion de tranĉebeno (sekclinioj), kun literoj sur ambaŭ finoj. 2. La sago kiu indikas la direkton de projekcio. 3. La vortoj “x —-x”.
26. Ignoru ĉiujn sekcajn etikedojn, ĉar ili indikas, ke la tranĉebeno estis tranĉita tra la simetrio de la maŝina parto.
27. Sekciaj desegnaĵoj povas esti uzataj por montri la internan formon de parto. Sekcioj estas dividitaj en solidajn kaj kavajn sekciojn.
28. La diferenco inter koincidaj kaj forigitaj sekcioj estas ke koincida signifas parto desegnita ene de la vidoskizo dum forigita sekcio estas parto desegnita ekstere.
29. Grafikaĵoj en la desegno nur kapablas esprimi la strukturan formon de la parto. La dimensioj sur la desegno devas esti uzataj por determini la realan grandecon de lacnc maŝinprilaborita komponanto.
30. Dimensia bazo estas la nomo donita al nombroj, kiuj estas markitaj per dimensioj. En ĉiu dimensio de longo, larĝo kaj alto de maŝinpartoj ekzistas almenaŭ unu dimensia bazo.
31. Kvin elementoj konsistigas fadenon: fadenprofilo, diametro (paso), plumbo (nombro da fadenoj), kaj direkto de rotacio.
32. La eksteraj kaj internaj ripoj nur povas esti ŝraŭbitaj unu en la alian, se la diametro, tonalto kaj nombro da fadenoj de ambaŭ ripoj estas konsekvencaj.
33. Normaj fadenoj estas fadenoj kiuj havas profilon kiu renkontas naciajn normojn, sed ne havas diametron aŭ tonalton. Ne-normaj fadenoj estas fadenoj kun profilo kiu ne renkontas la nacian normon. Fadenoj estas fadenoj kiam ilia profilo konformas al naciaj normoj, sed ili ne kontentigas la nacian normon pri diametro kaj tonalto. Speciala fadeno.
34. La metodo preskribita por desegni eksterajn fadenojn estas jena: la plej granda grandeco estas reprezentita per ______, la minora estas reprezentita _d1_ kaj la finaĵo estas reprezentita per dika, solida linio.
35. La plej granda diametro de interna fadeno en la sekca vido estas reprezentita kiel _D__________. La malgranda diametro estas montrita per _D1___ kaj la finlinio per dika, solida linio. Dikaj solidaj linioj kutimas reprezenti la plej gravan diametron de nevideblaj surfadenigitaj truoj same kiel sian negravan diametron kaj finlinion.
36. Bolt-konektoj, stud-konektiloj kaj ŝraŭbo-konektiloj estas ĉiuj oftaj fadenaj ligoj.
37. Ŝlosiloj, kiuj estas kutime uzataj, inkluzivas platajn klavojn kaj duonrondajn, hokkojnon, splines kaj hokkojnon.
38. Laŭ la direkto, en kiu la dentaĵo estas orientita, cilindraj dentaĵoj estas dividitaj en spronajn dentaĵojn (ankaŭ nomatajn helikformajn), haringostajn (ankaŭ nomatajn helikformajn) kaj haringajn.
39. La rekomendinda metodo por desegni la dentparton de dentaĵoj estas jena: la supra cirklo de la dento estas desegnita per dika, solida linio. La indeksa cirklo uzas fajnan, punktan linion. La radikcirklo en la sekcia vido estas montrita per dika, solida linio.
40. Se la malglateco estas simila sur la plej multaj surfacoj, tiam la malglateca kodo estu metita en la supran dekstran angulon, sekvita de la du ceteraj vortoj.
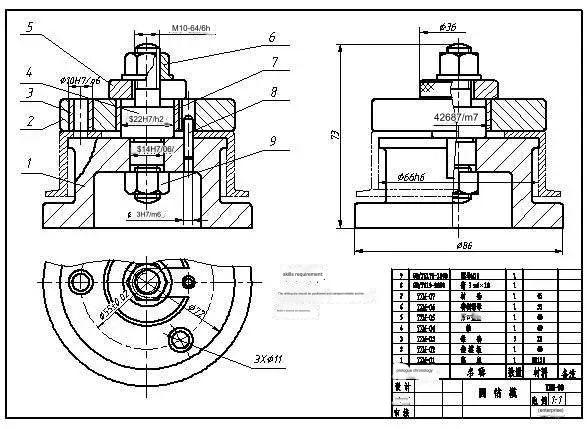
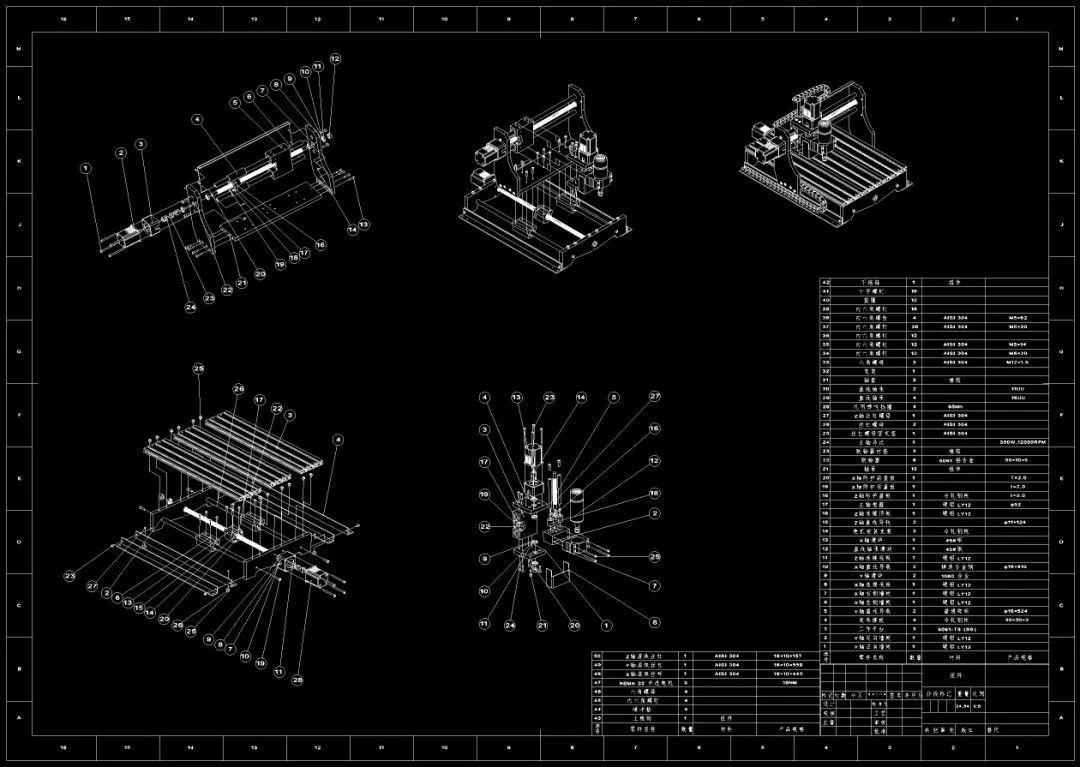
41. La kompleta aro-desegnaĵo konsistu el kvar partoj: aro-vidoj, 2 dimensioj necesaj, 3 teknikaj postuloj kaj 4 kolumno kun partnombroj kaj detaloj.
42. Dimensioj en la asemblea desegno inkluzivas 1 specifan dimension 2 asembleajn dimensiojn 3 Instalajn dimensiojn 4 Totalajn dimensiojn 5 aliajn dimensiojn.
Anebon provizas bonegan fortikecon en bonega kaj antaŭenigo, komercado, malneta vendo kaj promocio kaj operacio por OEM/ODM-Fabrika Preciza Fero Neoksidebla Ŝtalo. Ekde la produkta unuo fondita, Anebon nun engaĝiĝis en la progreson de novaj varoj. Kune kun la socia kaj ekonomia ritmo, ni daŭrigos antaŭenigi la spiriton de "alta bonega, efikeco, novigo, integreco", kaj restos kun la funkcia principo de "kredito komence, kliento unua, bonkvalita bonega". Anebon produktos bonegan antaŭvideblan estontecon en harproduktado kun niaj kunuloj.
OEM/ODM Fabrikisto Ĉina Casting kaj Ŝtalo Casting, La dezajno, prilaborado, aĉetado, inspektado, stokado, kunvenadprocezo estas ĉiuj en scienca kaj efika dokumenta procezo, pliigante uznivelon kaj fidindecon de nia marko profunde, kio igas Anebon fariĝi supera provizanto de la. kvar ĉefaj produktkategorioj, kiel ekzempleCNC-maŝinado, CNC-muelaj partoj,CNC turnadokaj metalaj fandadoj.
Se vi volas scii pli kaj havi produktajn enketojn, bonvolu kontaktiinfo@anebon.com
Afiŝtempo: Dec-27-2023