
Wie umfassend ist das bekannte Tieflochbearbeitungssystem auf unseren Bearbeitungsprozess anwendbar?
Waffenrohre und Waffensysteme:
Tiefbohren spielt bei der Herstellung von Waffenläufen eine entscheidende Rolle und gewährleistet die Genauigkeit und Präzision der Laufabmessungen, des Gewehrlaufs und der Oberflächenbeschaffenheit.
Luft- und Raumfahrtindustrie:
Die Tiefbohrbearbeitung wird bei der Herstellung von Flugzeugfahrwerken, Teilen für Düsentriebwerke, Rotorwellen von Hubschraubern und anderen wichtigen Komponenten eingesetzt, die außergewöhnliche Präzision und Haltbarkeit erfordern.
Öl- und Gasindustrie:
Tieflochbohrungen werden bei der Herstellung von Geräten für die Öl- und Gasexploration eingesetzt, darunter Bohrwerkzeuge, Bohrlochköpfe und Förderrohre.
Automobilindustrie:
Die Herstellung von Motorkomponenten wie Kurbelwellen, Nockenwellen, Pleueln und Teilen für die Kraftstoffeinspritzung erfordert den Einbau tiefer Löcher.
Medizin und Gesundheitswesen:
Die Tieflochbearbeitung ist bei der Herstellung von chirurgischen Instrumenten, Implantaten und medizinischen Geräten, die präzise gefertigte Innenmerkmale und Oberflächenbeschaffenheiten erfordern, von entscheidender Bedeutung.
Formenbau:
Tieflochbohren findet Anwendung bei der Herstellung von Spritzgussformen, Extrusionswerkzeugen und anderen Werkzeugkomponenten, die komplizierte Kühlkanäle zur effizienten Wärmeableitung erfordern.
Werkzeug- und Formenreparatur:
Tieflochbearbeitungssysteme werden auch für die Reparatur oder Modifikation bestehender Formen und Gesenke eingesetzt und ermöglichen das Bohren von Kühlkanälen, Auswerferstiftlöchern oder anderen notwendigen Merkmalen.
Tieflochbearbeitungssysteme: sechs häufig verwendete Modelle
Was ist Tieflochbearbeitung?
Ein tiefes Loch ist ein Loch, dessen Verhältnis von Länge zu Durchmesser größer als 10 ist. Das Verhältnis von Tiefe zu Durchmesser für tiefe Löcher beträgt im Allgemeinen normalerweise L/d>=100. Dazu gehören Zylinderbohrungen sowie Wellenaxialöl, Hohlspindel und Hydraulikventile. Diese Löcher erfordern häufig eine hohe Genauigkeit und Oberflächenqualität, während einige Materialien schwierig zu bearbeiten sind, was bei der Produktion ein Problem darstellen kann. Welche Methoden fallen Ihnen zur Bearbeitung tiefer Löcher ein?
1. Traditionelles Bohren
Der von Amerikanern erfundene Spiralbohrer ist der Ursprung der Tieflochbearbeitung. Dieser Bohrer hat einen relativ einfachen Aufbau und die Schneidflüssigkeit lässt sich leicht einführen, sodass Bohrer in verschiedenen Durchmessern und Größen hergestellt werden können.
2. Bohrmaschine
Der Tieflochbohrer wurde erstmals zur Herstellung von Waffenrohren, auch Tieflochrohre genannt, eingesetzt. Der Kanonenbohrer wurde so genannt, weil die Läufe keine nahtlosen Präzisionsrohre waren und der Herstellungsprozess der Präzisionsrohre die Genauigkeitsanforderungen nicht erfüllen konnte. Aufgrund der Entwicklung von Wissenschaft und Technologie sowie der Bemühungen der Hersteller von Tieflochsystemen ist die Tieflochbearbeitung heute eine beliebte und effiziente Bearbeitungsmethode. Sie werden in vielen Bereichen eingesetzt, darunter: Automobilindustrie, Luft- und Raumfahrt, Bauwesen, medizinische Geräte, Formen/Werkzeuge/Vorrichtungen, Hydraulik- und Druckindustrie.
Tieflochbohren ist eine großartige Lösung für die Bearbeitung tiefer Löcher. Tieflochbohren ist eine gute Möglichkeit, präzise Ergebnisse zu erzielen. Durch Tieflochbohren lassen sich präzise Bearbeitungsergebnisse erzielen. Es ist in der Lage, eine Vielzahl von Tieflöchern und auch spezielle Tieflöcher wie Sacklöcher und Querlöcher zu bearbeiten.
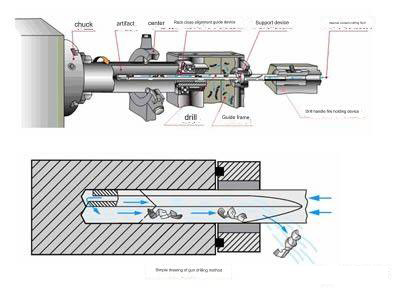
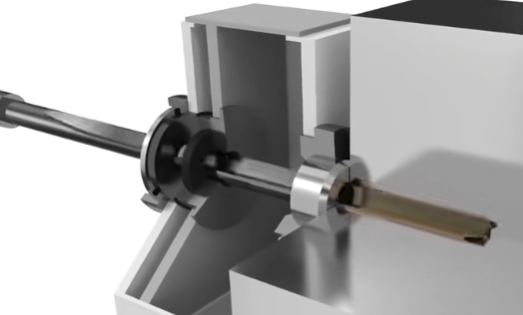
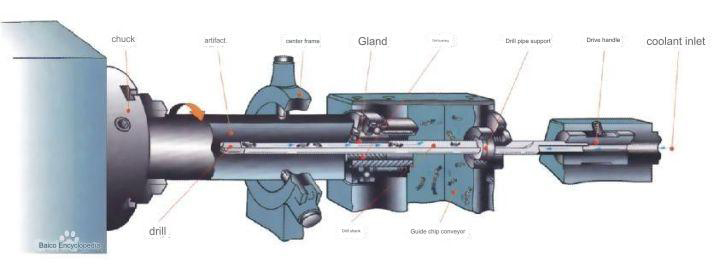
Komponenten des Tiefbohrsystems

Pistolenbohrer
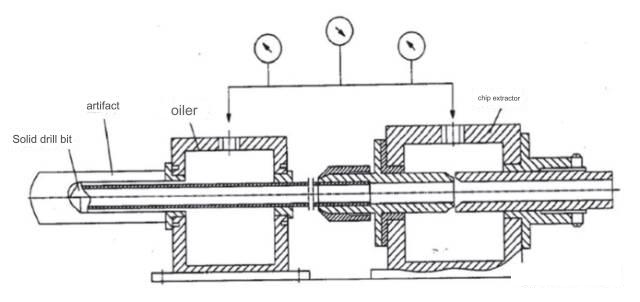
3. BTA-System
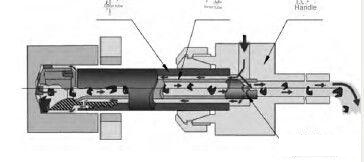
Die International Hole Processing Association hat einen Tieflochbohrer erfunden, der Späne von innen entfernt. Das BTA-System verwendet Hohlzylinder für Bohrstange und Bohrer. Dies verbessert die Steifigkeit des Werkzeugs und ermöglicht eine schnelle Montage und Demontage. Die Abbildung zeigt das Funktionsprinzip. Der Ölspender wird mit der unter Druck stehenden Schneidflüssigkeit gefüllt.
Die Schneidflüssigkeit strömt dann durch den ringförmigen Raum, der durch das Bohrrohr und die Lochwand entsteht, und strömt zur Kühlung und Schmierung zum Schneidbereich. Außerdem wird der Span in die Späne des Bohrers gedrückt. Der Innenhohlraum des Bohrgestänges ist der Ort, an dem die Späne abgeführt werden. Das BTA-System kann für tiefe Löcher mit einem Durchmesser von mehr als 12 mm verwendet werden.
Zusammensetzung des BVT-Systems ↑

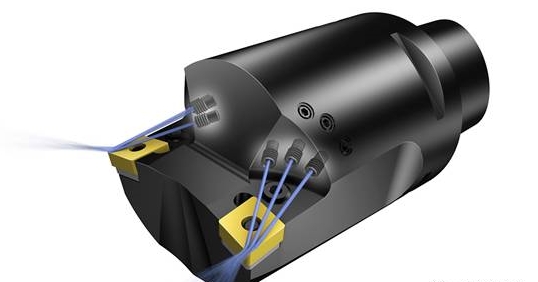
BAT-Bohrer ↑
4. Injektions- und Saugbohrsystem
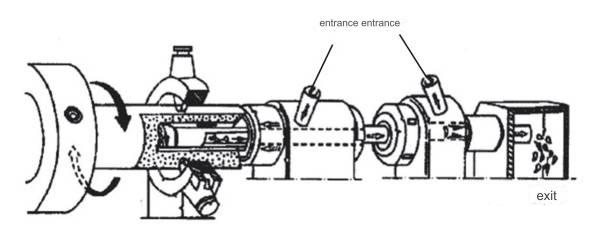
Das Jet-Saugbohrsystem ist eine Tieflochbohrtechnik, die ein Doppelrohr verwendet und auf dem Strahlsaugprinzip der Strömungsmechanik basiert. Das Sprüh-Saug-System basiert auf einem zweischichtigen Rohrwerkzeug. Nachdem die Schneidflüssigkeit unter Druck gesetzt wurde, wird sie über den Einlass eingespritzt. Die 2/3 der Schneidflüssigkeit, die in den Raum zwischen den äußeren und inneren Bohrstangen gelangt, fließen in denCNC-kundenspezifisches Schneidteilum es abzukühlen und zu schmieren.
Die Späne werden in den inneren Hohlraum gedrückt. Das restliche Drittel der Schneidflüssigkeit wird durch die halbmondförmige Düse mit hoher Geschwindigkeit in das Innenrohr gesprüht. Dadurch entsteht im Innenrohrhohlraum eine Unterdruckzone, die die Schneidflüssigkeit mit den Spänen ansaugt. Durch die doppelte Sprüh- und Saugwirkung werden die Späne schnell aus dem Auslass ausgetragen. Strahlsaugbohrsysteme werden hauptsächlich für die Bearbeitung tiefer Löcher mit einem Durchmesser von mehr als 18 mm eingesetzt.
Prinzip des Strahlsaugbohrsystems ↑
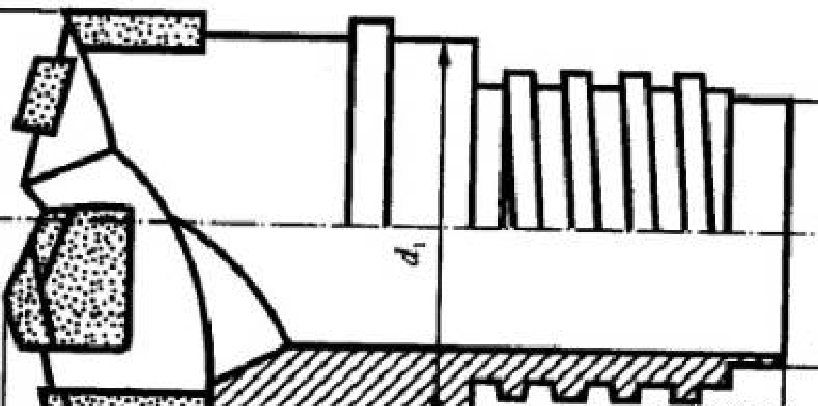
Strahlsaugbohrer ↑
5.DF-System
Das DF-System ist ein von Nippon Metallurgical Co., Ltd. entwickeltes internes Spanabfuhrsystem mit einem Rohr und zwei Eingängen. Die Schneidflüssigkeit ist in zwei vordere und hintere Zweige unterteilt, die jeweils über zwei Einlässe eintreten. 2/3 der Schneidflüssigkeit im ersten fließen zumCNC-Metallschneideteildurch den ringförmigen Bereich, der durch das Bohrrohr und die Wand des bearbeiteten Lochs gebildet wird, und drückt die Späne in den Späneauslass am Bohrer, tritt in das Bohrrohr ein und fließt zum Spanabsauger; Letzteres 1/3 der Schneidflüssigkeit gelangt direkt in den Spanabsauger und wird durch den schmalen konischen Spalt zwischen der vorderen und hinteren Düse beschleunigt, wodurch ein Unterdruck-Saugeffekt entsteht, um den Zweck der Beschleunigung der Spanabfuhr zu erreichen.
Die Struktur der ersten Hälfte des DF-Systems, die eine „Schub“-Rolle spielt, ähnelt der des BTA-Systems, und die Struktur der zweiten Hälfte, die eine „Saug“-Rolle spielt, ähnelt der eines Strahlsaugbohrens System. Da das DF-System zwei Öleinlassvorrichtungen verwendet, kommt nur ein Bohrgestänge zum Einsatz. Das Verfahren zum Drücken und Absaugen der Späne ist abgeschlossen, so dass der Durchmesser der Bohrstange sehr klein gemacht werden kann und kleinere Löcher bearbeitet werden können. Derzeit kann der minimale Verarbeitungsdurchmesser des DF-Systems 6 mm erreichen.
Funktionsweise des DF-Systems ↑
DF-Tieflochbohrer ↑
6. SIED-System
Die North China University hat das SIED-System erfunden, ein Einzelrohr-Späneauswurfsystem und Saugbohrsystem. Diese Technologie basiert auf drei internen Spanentfernungsbohrtechnologien: BTA (Jet-Saugbohrer), DF-System und DF-System. Das System verfügt zusätzlich über eine unabhängig einstellbare Spanabsaugvorrichtung, die über die Stromversorgung mit Strom versorgt wird, um die Kühlung und den Spanabsaugflüssigkeitsfluss unabhängig voneinander zu steuern. Wie in der Abbildung dargestellt, ist dies das Grundprinzip. Die Hydraulikpumpe gibt Schneidflüssigkeit aus, die dann in zwei Ströme aufgeteilt wird: Die erste Schneidflüssigkeit gelangt in die Ölfördervorrichtung und fließt durch den Ringspalt zwischen der Bohrrohrwand und dem Loch, um das Schneidteil zu erreichen und die Späne zu entfernen.
Die erste Schneidflüssigkeit wird in den Lochauslass des Bohrers gedrückt. Die zweite Schneidflüssigkeit tritt durch den Spalt zwischen konischen Düsenpaaren ein und strömt in die Spanabsaugvorrichtung. Dadurch entsteht ein Hochgeschwindigkeitsstrahl und Unterdruck. SIED ist mit zwei unabhängigen Druckregelventilen ausgestattet, eines für jeden Flüssigkeitsstrom. Diese können entsprechend den besten Kühl- oder Spanabsaugbedingungen angepasst werden. SlED ist ein System, das schrittweise gefördert wird. Es handelt sich um ein ausgefeilteres System. Das SlED-System ist derzeit in der Lage, den minimalen Durchmesser des Bohrlochs auf weniger als 5 mm zu reduzieren.
So funktioniert das SIED-System ↑
Anwendung der Tieflochbearbeitung in CNC
Herstellung von Schusswaffen und Waffen:
Das Bohren tiefer Löcher wird zur Herstellung von Waffen und Waffensystemen eingesetzt. Es gewährleistet exakte Abmessungen, Züge und Oberflächenbeschaffenheit für eine präzise und zuverlässige Waffenleistung.
Luft- und Raumfahrtindustrie:
Ein Tieflochbearbeitungsprozess wird zur Herstellung von Teilen für Fahrwerke von Flugzeugen sowie von Turbinentriebwerksteilen und verschiedenen anderen wichtigen Luft- und Raumfahrtkomponenten eingesetzt, die eine hohe Qualität und Präzision erfordern.
Exploration nach Öl und Gas:
Das Bohren tiefer Löcher wird für die Herstellung von Geräten wie Bohrern, Rohren und Bohrlochköpfen verwendet, die für die Exploration von Öl und Gas unerlässlich sind. Tiefe Löcher ermöglichen die Gewinnung der in unterirdischen Reservoirs eingeschlossenen Ressourcen.
Automobilindustrie:
Die Bearbeitung tiefer Löcher ist für die Herstellung von Motorkomponenten wie Kurbelwellen, Nockenwellen und Pleueln unerlässlich. Diese Komponenten erfordern Präzision in ihren internen Merkmalen sowie in der Verarbeitung, um die beste Leistung zu erzielen.
Gesundheitswesen und Medizin:
Ein Tieflochbearbeitungsverfahren wird zur Herstellung chirurgischer Instrumente, medizinischer Implantate sowie verschiedener medizinischer Instrumente eingesetzt. Diese Geräte erfordern präzise interne Merkmale und Oberflächen, um maximale Leistung und Kompatibilität zu gewährleisten.
Formenbau:
Der Tieflochbohrer spielt eine entscheidende Rolle bei der Herstellung von Formen und Gesenken. Formen und Matrizen benötigen Kühlkanäle, um eine effiziente Wärmeableitung bei Verfahren wie Spritzguss oder anderen Herstellungsverfahren zu gewährleisten.
Energiewirtschaft:
Die Tieflochbearbeitung wird zur Herstellung energierelevanter Komponenten wie Turbinenschaufeln, Wärmetauscher und Kraftübertragungskomponenten eingesetzt. Diese Komponenten erfordern in der Regel präzise interne Spezifikationen und Oberflächen, um eine effiziente Energieerzeugung sicherzustellen.
Verteidigungsindustrie:
Das Bohren tiefer Löcher wird bei der Herstellung von Verteidigungsgütern eingesetztCNC-Frästeilewie die Raketenleitsysteme und Panzerplatten sowie Komponenten von Luft- und Raumfahrzeugen. DieseCNC-bearbeitete KomponentenUm ihre Wirksamkeit und Sicherheit zu gewährleisten, sind eine hohe Präzision und eine lange Lebensdauer erforderlich.
Anebon ist in der Lage, qualitativ hochwertige Waren, wettbewerbsfähige Verkaufspreise und besten Kundensupport zu liefern. Das Ziel von Anebon ist „Sie kommen mit Schwierigkeiten hierher und wir versorgen Sie mit einem Lächeln zum Mitnehmen“ für einen maßgeschneiderten Metallstanzservice. Jetzt hat Anebon alle Einzelheiten berücksichtigt, um sicherzustellen, dass unsere Käufer mit jedem Produkt oder jeder Dienstleistung zufrieden sind.
Wir bieten auch OEM-Service für eloxiertes Metall und Laserschneiden an, der auf Ihre spezifischen Bedürfnisse und Anforderungen zugeschnitten ist. Mit einem starken Team erfahrener Ingenieure in der Schlauchkonstruktion und -entwicklung schätzt Anebon sorgfältig jede Gelegenheit, um unseren Kunden die besten Produkte und Lösungen anzubieten.
Wenn Sie mehr wissen möchten, wenden Sie sich bitte an die offizielle Person, die für Anebon verantwortlich ist info@anebon.com, Telefon+86-769-89802722
Zeitpunkt der Veröffentlichung: 27. Okt. 2023