
Mètodes de tall de fil comuns
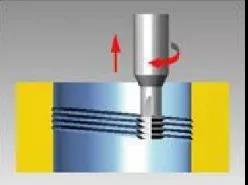

Rosca de fresat Rosca de tornejat
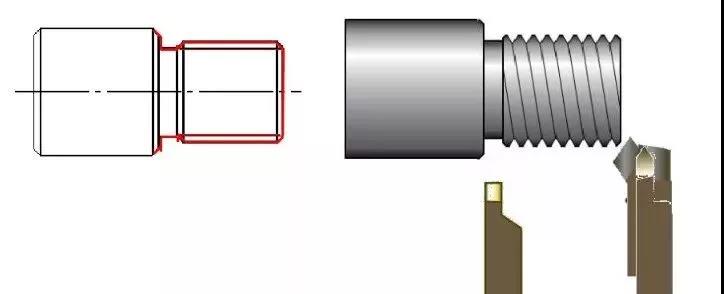
Procés tecnològic
Cara final de gir un diàmetre principal de rosca de gir (d < diàmetre nominal) un socavat de gir (< diàmetre menor de rosca) → xamfranat → rosca de tornejat (tornatge de múltiples talladors)
Habilitats d'instal·lació
Instal·lació de la peça de treball
Seleccioneu la posició de subjecció adequada.
Hi ha prou força de tancament.


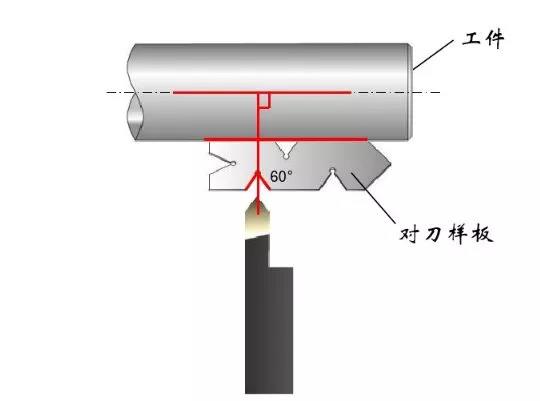
Muntar el lliurament
Punts clau d'instal·lació: la línia divisòria d'angle de la punta de l'eina és perpendicular a l'eix de la peça.part de tornejat CNC
Ajust de màquina-eina
Per al tornejat de rosca
Ajusteu la velocitat del cargol
Ajust de to

Avís
1. Eviteu la "sivella aleatòria"
[si aquest darrer ganivet no cau a la ranura del fil del mètode de gir de l'anterior ganivet, la peça de treball es desballarà. ]
Si el pas del cargol no és el valor integral del pas de la peça, s'ha de girar girant cap endavant i cap enrere
La posició relativa entre la peça de treball i l'eix no es pot canviar.
Si l'eina es canvia o es rectifica, l'eina s'ha de tornar a ajustar.peça de mecanitzat CNC
2. Evitar "apunyalaments"
[La distribució de la dotació de mecanitzat no és raonable, o la dotació d'un tornejat és més raonable, la qual cosa fa que les dues cares del fil siguin rugoses i fins i tot estelles. ]
Subjecció de peces i eines
Assignació raonable de la quota i selecció del mètode d'alimentació adequat
Retireu el ganivet a temps.
Anebon Metal Products Limited pot oferir serveis de mecanitzat CNC, fosa a pressió, mecanitzat de xapa, no dubteu a contactar amb nosaltres.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Hora de publicació: 02-gen-2020