
Ümumi ip kəsmə üsulları

Frezeleme ipi Torna ipi
Texnoloji proses
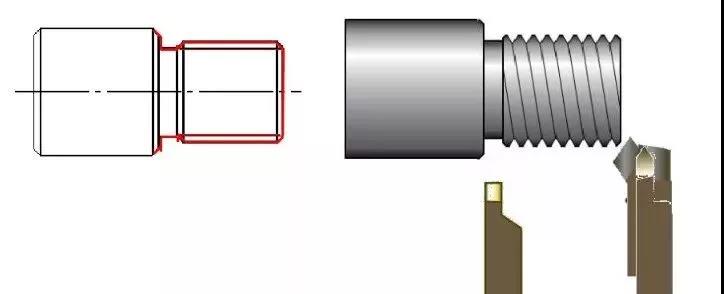
Dönmə ucu bir dönmə ipinin əsas diametri (d < nominal diametr) bir dönmə alt kəsimi (< ipin kiçik diametri) → paxacın kəsilməsi → dönmə sapı (çox kəsici ilə dönmə)
Quraşdırma bacarıqları
İş parçasının quraşdırılması
Düzgün sıxma mövqeyini seçin.
Kifayət qədər sıxma qüvvəsi var.


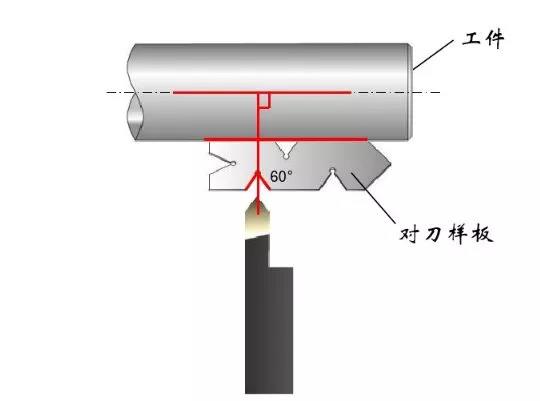
Ödənişi quraşdırın
Quraşdırmanın əsas nöqtələri: alət ucunun bucaq ayırma xətti iş parçasının oxuna perpendikulyardır.cnc torna hissəsi
Maşın alətinin tənzimlənməsi
İp çevirmək üçün
Mil sürətini tənzimləyin
Səthin tənzimlənməsi

Xəbərdarlıq
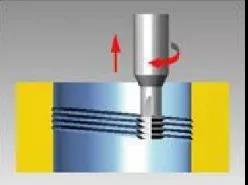
1. "Təsadüfi toqqa"dan çəkinin
[əgər sonuncu bıçaq əvvəlki bıçağın dönmə üsulunun ip yivinə düşməzsə, iş parçası qırılacaq. ]
Vida addımı iş parçasının addımının ayrılmaz dəyəri deyilsə, onu irəli və geri çevirməklə döndərmək lazımdır.
İş parçası ilə mil arasındakı nisbi mövqe dəyişdirilə bilməz.
Alət dəyişdirilibsə və ya üyüdülübsə, alət yenidən tənzimlənməlidir.cnc emal hissəsi
2. "Bıçaqlanmanın" qarşısını alın
[emal ehtiyatının bölüşdürülməsi əsassızdır və ya bir döngənin icazəsi daha məqsədəuyğundur, bu da ipin iki tərəfini kobud və hətta qırıq edir. ]
İş parçası və alətin sıxılması
Müavinətin əsaslı şəkildə bölüşdürülməsi və düzgün yem üsulunun seçilməsi
Bıçağı vaxtında çıxarın.
Anebon Metal Products Limited CNC emal, kalıp tökmə, sac metal emalı xidmətləri göstərə bilər, zəhmət olmasa bizimlə əlaqə saxlayın.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Göndərmə vaxtı: 02 yanvar 2020-ci il