
Sənayenin bir üzvü olaraq, müxtəlif materiallar üçün müxtəlif səth müalicəsi arasındakı fərqi həqiqətən başa düşürsünüzmü?
Müxtəlif normal səth müalicəsi üsulları var, bunlara bunlarla məhdudlaşmır:
Kaplama:Səthi qorumaq, estetikanı yaxşılaşdırmaq, korroziyanın qarşısını almaq və ya xüsusi funksiyaları artırmaq üçün nazik material qatının (məsələn, boya, mina və ya metal) tətbiqi.
Kaplama:Elektrokaplama, korroziyaya davamlılığı, keçiriciliyi və ya görünüşünü yaxşılaşdırmaq üçün substratın səthinə nazik bir metal təbəqənin qoyulmasını əhatə edir.
İstilik müalicəsi:Metalların mikrostrukturunu və xassələrini dəyişdirmək üçün idarə olunan istilik və soyutma proseslərinin tətbiqi, məsələn sərtliyin, möhkəmliyin və ya çevikliyin yaxşılaşdırılması.
Səthin təmizlənməsi və hazırlanması:Örtüklərin və ya digər səth müalicələrinin düzgün yapışmasını və yapışmasını təmin etmək üçün səthdən çirklərin, çirkləndiricilərin və ya oksidləşmə təbəqələrinin çıxarılması.
Səth modifikasiyası:Sərtlik, aşınma müqaviməti və ya kimyəvi təsirsizlik kimi xüsusiyyətləri artırmaq üçün səthin tərkibini və ya strukturunu dəyişdirmək üçün ion implantasiyası, səth ərintisi və ya lazer müalicəsi kimi üsullardan istifadə olunur.
Səthin teksturasiyası:Tutmağı yaxşılaşdırmaq, sürtünməni azaltmaq və ya estetik görünüşləri artırmaq üçün səthdə xüsusi naxışlar, yivlər və ya fakturalar yaratmaq.
Tərif:
Səthin təmizlənməsi müxtəlif mexaniki, fiziki və kimyəvi xassələrə malik olan əsas üzərində səth materialının təbəqəsinin yaradılması prosesidir.
Məqsəd:
Səthi müalicə tez-tez korroziyaya davamlılıq, davamlılıq və ya bəzək kimi məhsulun funksionallığını yaxşılaşdırmaq üçün edilir. Səthin təmizlənməsi mexaniki daşlama, səthi istilik müalicəsi, səthə çiləmə və kimyəvi müalicə ilə həyata keçirilir. Səthin təmizlənməsi iş parçasının səthinin təmizlənməsi, süpürülməsi, qapaqların təmizlənməsi, yağdan təmizlənməsi və kireçdən təmizlənməsini əhatə edir.
01. Vakuum örtük
—— Vakuum metallaşdırma ——
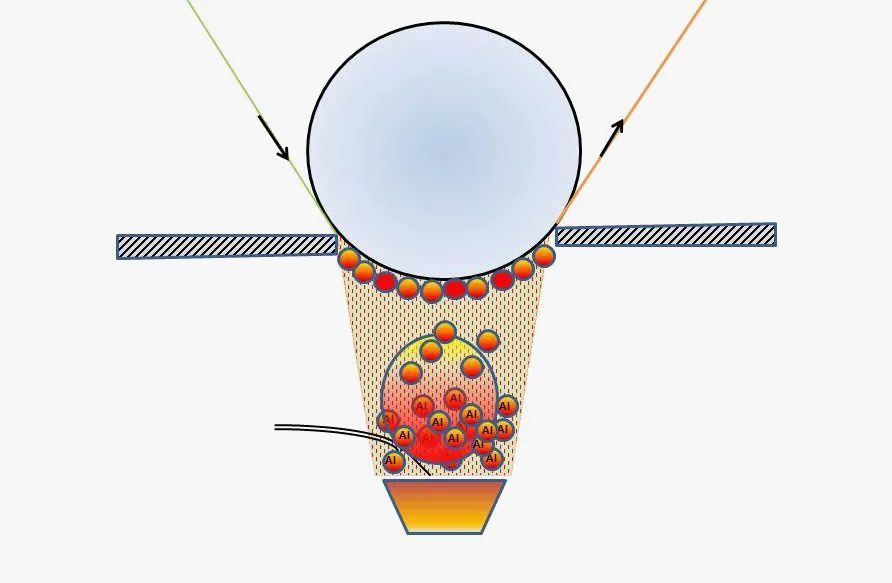
Vakuum örtük fiziki proses nəticəsində baş verir. Vakuumda arqon vurulur və sonra hədəfə çatır. Hədəf daha sonra keçirici maddələrlə adsorbsiya olunan molekullara ayrılır və vahid, hamar imitasiya metal təbəqəsi yaradır.
Tətbiq olunan materiallar:
1. Metallar, kompozitlər, keramika, şüşə, yumşaq və sərt plastiklər də daxil olmaqla geniş çeşidli materiallarda vakuumla üzləmə mümkündür. Alüminium ən çox yayılmış elektrokaplama səthidir, sonra mis və gümüşdür.
2. Təbii materiallar vakuumla örtülə bilməz, çünki onların nəmliyi vakuum mühitinə müdaxilə edəcəkdir.
Prosesin dəyəri:
Vakuum örtükdə əmək xərcləri olduqca yüksəkdir, çünki iş parçası püskürtülməli və sonra yüklənməlidir, boşaldılmalı və təkrar püskürtülməlidir. Həm də iş parçasının nə qədər mürəkkəb və böyük olmasından asılıdır.
Ətraf mühitə təsir:
Vakuum elektrokaplama ətraf mühitə təsiri baxımından çiləmə üsuluna bənzəyir.
02. Elektrocilalama
—— Elektrocilalama ——
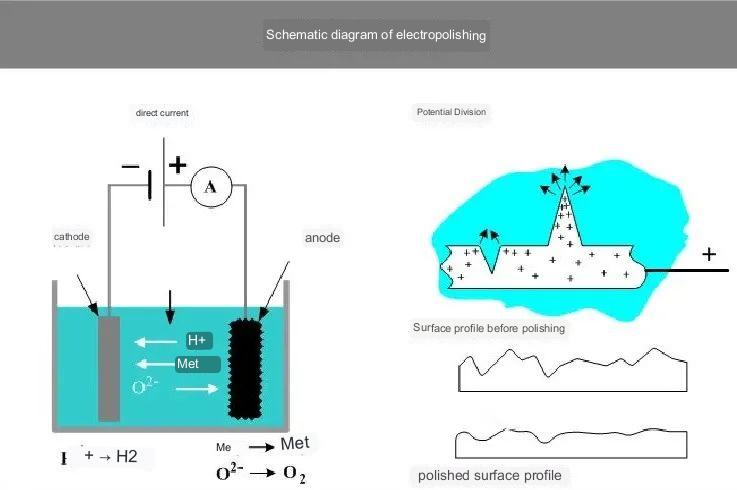
Elektropolishing, elektrolitə batırılmış iş parçasının atomlarının ionlara çevrildiyi və elektrik cərəyanının keçməsi səbəbindən səthdən çıxarıldığı və bununla da incə buruqları aradan qaldırmaq və iş parçasının səthinin parlaqlığını artırmaq effektinə nail olan elektrokimyəvi bir prosesdir.
Tətbiq olunan materiallar:
1. Əksər metallar elektrolitik cilalana bilər, bunlar arasında paslanmayan poladdan səthi cilalama ən çox istifadə olunur (xüsusilə austenitik nüvə dərəcəli paslanmayan polad üçün).
2. Müxtəlif materialları eyni vaxtda elektro cilalamaq, hətta eyni elektrolitik həlledicidə yerləşdirmək olmaz.
Proses dəyəri:
Bütün elektrolitik cilalama prosesi əsasən avtomatik olaraq tamamlanır, ona görə də əmək haqqı çox aşağıdır. Ətraf mühitə təsir: Elektrolitik cilalama daha az zərərli kimyəvi maddələrdən istifadə edir. Bütün proses az miqdarda su tələb edir və işləmək asandır. Bundan əlavə, paslanmayan poladın xüsusiyyətlərini uzada və paslanmayan poladdan korroziyanı gecikdirə bilər.
03. Tampon çap prosesi
——Pad çapı——
Düzensiz formalı obyektlərin səthində mətn, qrafika və təsvirləri çap edə bilmək indi mühüm xüsusi çapa çevrilir.
Tətbiq olunan materiallar:
Tampon çapı, PTFE kimi silikon yastıqlardan daha yumşaq materiallar istisna olmaqla, demək olar ki, bütün materiallar üçün istifadə edilə bilər.
Proses dəyəri:
aşağı qəlib qiyməti və aşağı əmək dəyəri.
Ətraf mühitə təsir: Bu proses həll olunan mürəkkəblərlə (tərkibində zərərli kimyəvi maddələr olan) məhdud olduğundan ətraf mühitə yüksək təsir göstərir.
04. Sinklənmə prosesi
—- Sinklənmə —-
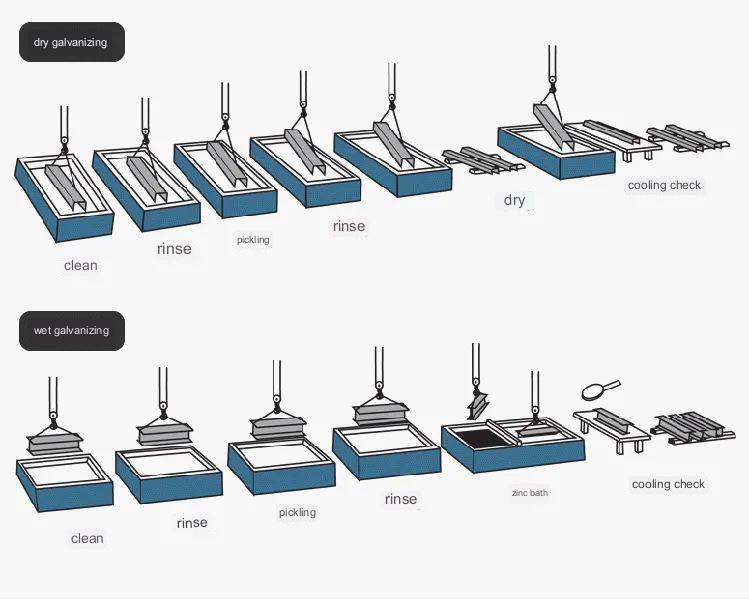
Alaşımlı polad materialların səthinə nazik bir sink təbəqəsi tətbiq edən səth müalicəsi. Bu, estetika üçün edilir, həm də pas əleyhinə xüsusiyyətlərə malikdir. Səthdəki sink örtüyü metal korroziyasının qarşısını almaq üçün elektrokimyəvi qoruyucu təbəqə rolunu oynayır. İsti daldırma sinkləmə istifadə olunan əsas üsuldur.
Tətbiq olunan materiallar:
Galvanizləmə yalnız polad və dəmir üçün səth müalicəsidir.
Proses dəyəri:
Kalıp xərci yoxdur. Qısa dövr/orta əmək haqqı. Parçanın səthinin keyfiyyəti əsasən sinklənmədən əvvəl səthin əl ilə hazırlanmasından asılıdır.
Sinklənmə prosesi ətraf mühitə müsbət təsir göstərir. Ömür müddətini artırırcnc freze hissələri40 ildən 100 ilə qədər, paslanma və korroziyanın qarşısını alır. Sinklənmiş parça, istismar müddəti başa çatdıqda, sinkləmə çəninə də qaytarıla bilər. Bu, heç bir kimyəvi və fiziki tullantı yaratmayacaq.
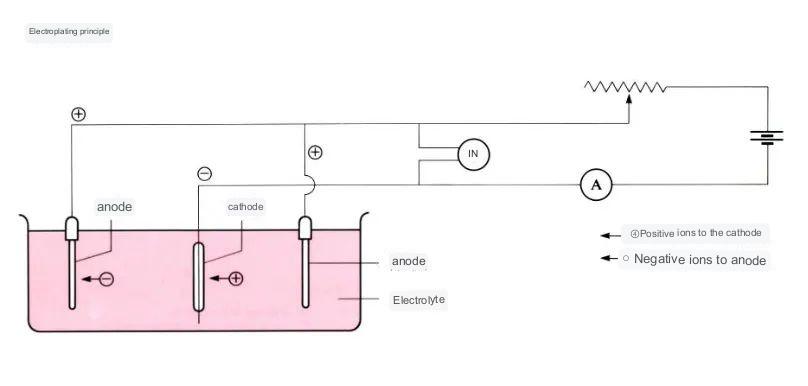
05. Elektrokaplama prosesi
—- Elektrokaplama —-
Elektrokaplama elektrolizdən istifadə edərək hissələrə nazik bir metal qatının tətbiqi prosesidir. Bu, korroziyaya davamlılığı, aşınma müqavimətini, keçiriciliyi və estetikanı yaxşılaşdırmağa kömək edir. Bir çox sikkələrin xarici təbəqələri elektrolizlə örtülmüşdür. .
Tətbiq olunan materiallar:
1. Elektrokaplama əksər metallarda mümkündür, lakin örtükün təmizliyi və səmərəliliyi dəyişir. Bunlara qalay və nikel daxildir.
2. ABS elektrokaplama üçün istifadə edilən ən çox yayılmış plastikdir.
3. Nikel zəhərlidir və dərini qıcıqlandırır. Elektrolizlənmiş məhsullarda istifadə edilə bilməz.
Proses dəyəri:
Kalıbın qiyməti yoxdur, lakin hissələri düzəltmək üçün qurğular lazımdır. Vaxt dəyəri metalın növündən və temperaturundan asılıdır. Əmək dəyəri (orta yüksək) xüsusi örtük hissələrindən asılıdır. Gümüş qablar və zərgərlik örtükləri xarici görünüş və davamlılığa olan yüksək tələblərə görə yüksək ixtisaslı işçilər tələb edir.
Ətraf mühitə təsir:
Elektrokaplama ətraf mühitə təsirləri minimuma endirmək üçün peşəkar ekstraksiya və təxribat tələb edən çoxlu sayda zəhərli maddələrdən istifadə edir.
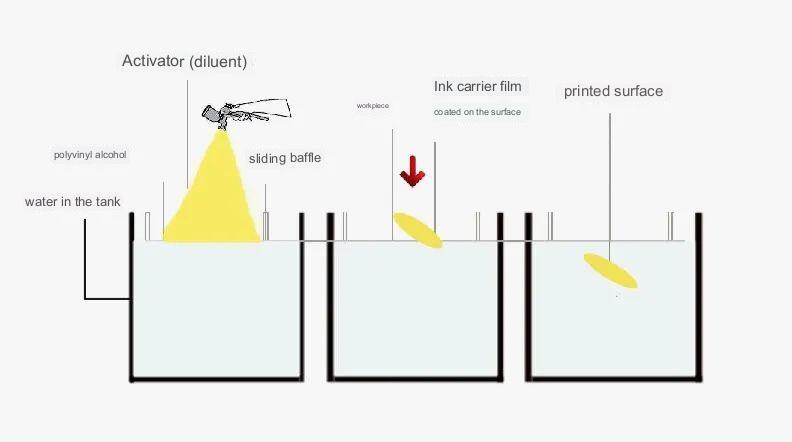
06. Su Transfer Çapı
—- Hidro Transfer Çap —-
Su təzyiqi rəng nümunəsini səthi üç ölçülü məhsullara köçürmək üçün istifadə olunur. İnsanların qablaşdırma və səthi bəzək üçün daha çox gözləntiləri olduğu üçün su köçürmə çapı daha populyarlaşdı.
Tətbiq olunan materiallar:
Su köçürmə çapı bütün sərt materiallarda mümkündür. Püskürtmə üçün uyğun materiallar da bu tip çap üçün uyğundur. Enjeksiyon qəlibi vəcnc metal torna hissələriən çox yayılmışlardır.
Prosesin dəyəri: Kalıp olmadığı halda, armaturlardan istifadə edərək birdən çox məhsul eyni vaxtda su ilə ötürülməlidir. Bir dövrə üçün tələb olunan vaxt adətən 10 dəqiqədən çox deyil.
Su transfer çapı məhsulun çiləmə üsulundan daha ekoloji cəhətdən təmizdir, çünki çap boyasını daha çox tətbiq edir və beləliklə, tullantıların sızmasını azaldır.
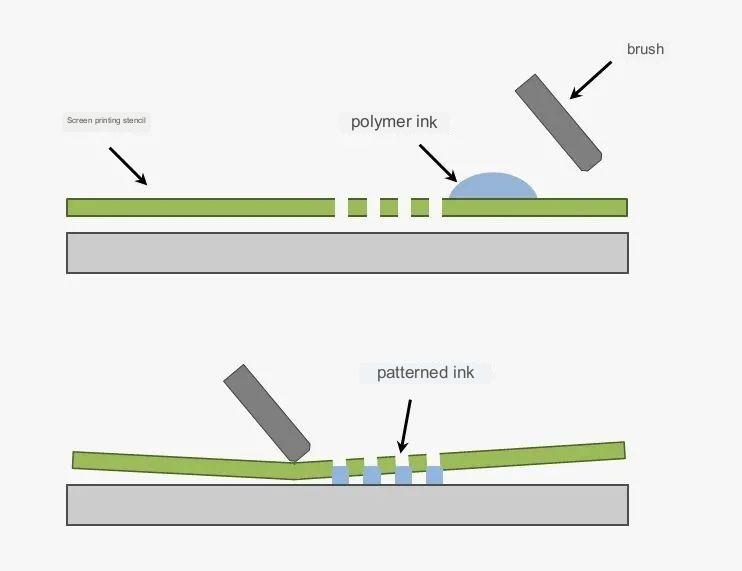
07. Ekran çapı
—- Ekran çapı —-
Mürəkkəb qrafik hissədəki tor vasitəsilə ekstruziya yolu ilə substrata ötürülür. Bu, orijinal ilə eyni qrafiki yaradır. Ekran çap avadanlığından istifadə etmək asandır, boşqab hazırlamaq və çap etmək asandır və ucuzdur.
Tez-tez istifadə olunan çap materiallarına rəngli yağlı boya tablolar və afişalar, vizit kartları və cildlənmiş örtüklər daxildir.
Tətbiq olunan materiallar:
Ekran çapı keramika, şüşə, keramika və metal daxil olmaqla demək olar ki, hər hansı bir material üzərində edilə bilər.
Proses dəyəri:
Kalıbın qiyməti aşağıdır, lakin yenə də rənglərin sayından asılıdır, çünki hər bir rəng lövhəsi ayrıca hazırlanmalıdır. Çoxrəngli çap zamanı əmək xərcləri yüksək olur.
Ətraf mühitə təsir:
Açıq rəngli ekran çap mürəkkəbləri ətraf mühitə az təsir göstərir. Bununla belə, tərkibində formaldehid və PVC olan mürəkkəblər zərərli kimyəvi maddələrdir və suyun çirklənməsinin qarşısını almaq üçün vaxtında təkrar emal edilməli və ya atılmalıdır.
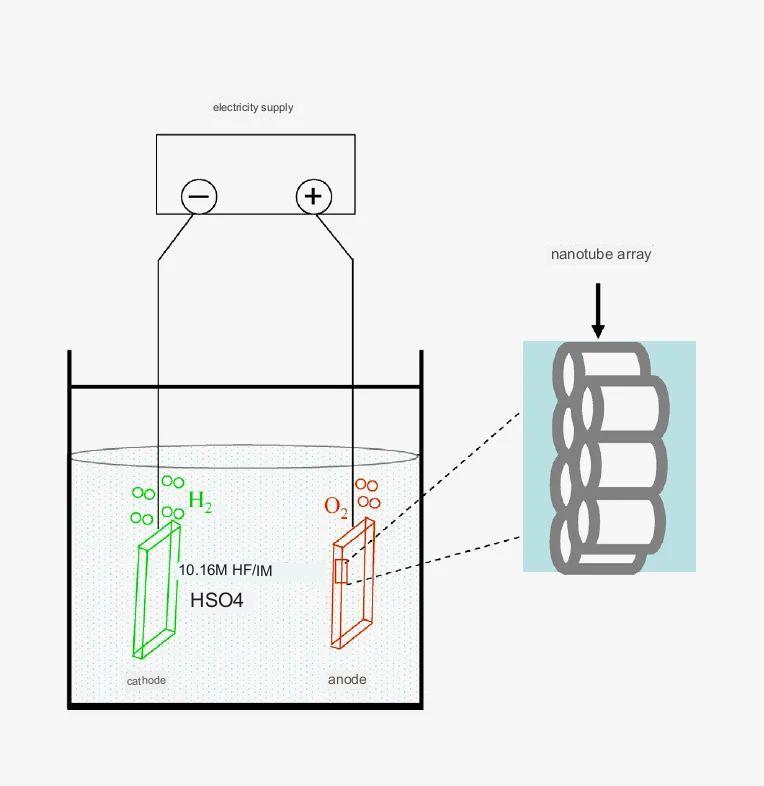
08. Anodizasiya
—— Anodik oksidləşmə ——
Alüminiumun anodik oksidləşməsi əsasən alüminium və alüminium ərintisi səthində Al2O3 (alüminium oksidi) film təbəqəsi yaratmaq üçün elektrokimyəvi prinsipə əsaslanır. Bu oksid film təbəqəsi qoruma, bəzək, izolyasiya və aşınma müqaviməti kimi xüsusi xüsusiyyətlərə malikdir.
Tətbiq olunan materiallar:
Alüminium, alüminium ərintisi və scnc emal alüminium hissələri
Prosesin dəyəri: İstehsal prosesində, xüsusilə oksidləşmə prosesində su və elektrik istehlakı kifayət qədər böyükdür. Maşının özünün istilik istehlakı dövran edən su ilə davamlı olaraq soyudulmalıdır və ton başına enerji istehlakı çox vaxt 1000 dərəcə ətrafında olur.
Ətraf mühitə təsir:
Anodizasiya enerji səmərəliliyi baxımından üstün deyil, alüminium elektroliz istehsalında anod effekti də atmosferin ozon təbəqəsinə zərərli yan təsirləri olan qazlar istehsal edir.
09. Metal məftil çəkmə
—— Metal məftil ——
Dekorativ effekt əldə etmək üçün məhsulu üyüdərək iş parçasının səthində xətlər əmələ gətirən səthi təmizləmə üsuludur. Tel çəkmədən sonra müxtəlif toxumalara görə, onu bölmək olar: düz tel çəkmə, xaotik tel çəkmə, büzməli və dönmə.
Tətbiq olunan materiallar:
Demək olar ki, bütün metal materiallar metal tel çəkmə prosesindən istifadə edə bilər.
10. Qəlibdə bəzək
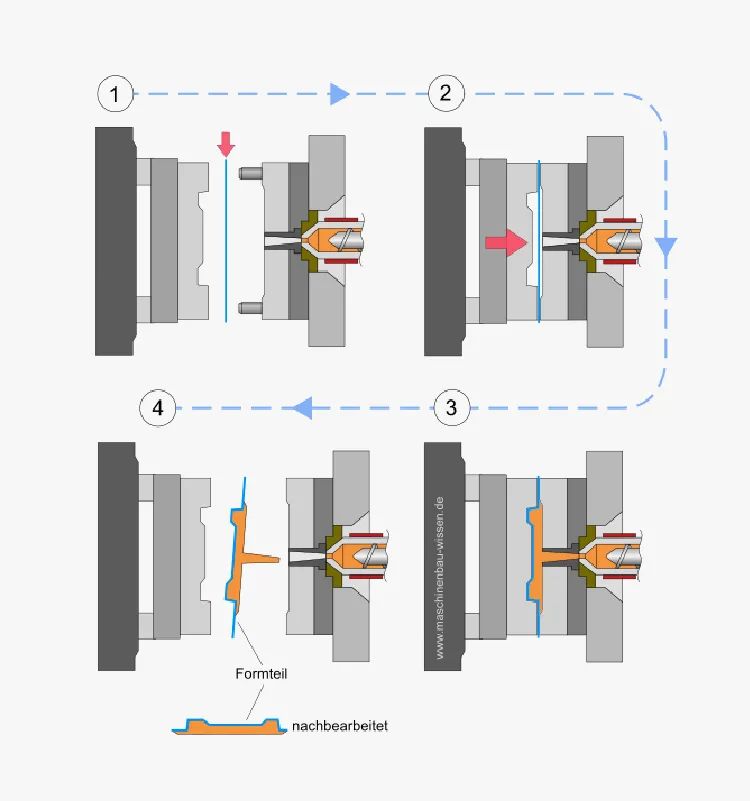
—- Qəlib İçi Dekorasiya-IMD —-
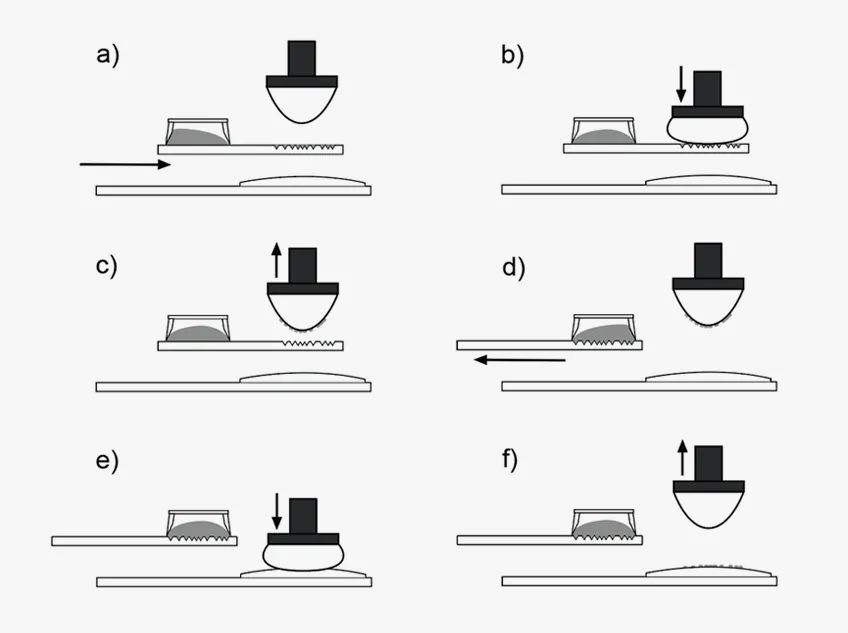
Bu qəlibləmə üsulu naxışlı çap edilmiş metal diafraqmanın metal qəlibə daxil edilməsini, qətranın qəlibə vurulmasını, diafraqmanın birləşdirilməsini və son məhsul yaratmaq üçün qatran və naxışlı çap edilmiş metal diafraqmanın inteqrasiyasını əhatə edir.
Tətbiq olunan material:
Pson səth
Proses dəyəri:
Yalnız bir qəlib dəsti açmaq lazımdır. Bu, xərcləri və əmək saatlarını, Yüksək Avtomatik İstehsal, Sadələşdirilmiş İstehsal Prosesi, Bir Dəfəlik Injection Formalama Metodunu azalda bilər və eyni zamanda həm qəlibləmə, həm də bəzəməyə nail ola bilər.
Ətraf mühitə təsir:
Texnologiya ekoloji cəhətdən təmiz və yaşıldır və ənənəvi elektrokaplama və rəngləmənin səbəb olduğu çirklənmənin qarşısını alır.
Proses dəyəri:
Proses üsulu sadədir, avadanlıq sadədir, material sərfi çox azdır, maya dəyəri nisbətən aşağıdır və iqtisadi səmərə yüksəkdir.
Ətraf mühitə təsir:
Saf metal məmulatları, səthində boya və hər hansı kimyəvi maddə yoxdur, 600 dərəcə yüksək temperatur yanmır, zəhərli qazlar əmələ gətirmir, yanğından mühafizə və ətraf mühitin mühafizəsi tələblərinə cavab verir.
Məhsulun bazar və müştərilərin standartlarına uyğun olmasını təmin etmək üçün təkmilləşdirməyə davam edin. Anebon, ABS Plastik Qazma CNC Emalı Torna Hissələri Xidməti, Trust Anebon üçün yüksək keyfiyyətli 2022 isti satış hissələrini təmin etmək üçün keyfiyyətə nəzarət sisteminə malikdir və siz daha çox fayda əldə edəcəksiniz. Zəhmət olmasa əlavə məlumat üçün bizimlə əlaqə saxlamaq üçün vaxt ayırın, Anebon sizə gün ərzində tam diqqətimizi təmin edir.
Yüksək keyfiyyətli freze hissələrinin avtomobil ehtiyat hissələri, Çin Anebon tərəfindən istehsal olunan polad torna hissələri. Anebon məhsulları xaricdəki müştərilər tərəfindən getdikcə daha çox tanınır və Anebon ilə uzunmüddətli və qarşılıqlı faydalı əlaqələr qurmuşdur. Anebon hər bir müştəriyə ən yüksək keyfiyyətli xidmət təklif edəcək. Anebon-a qoşulmaq və qarşılıqlı faydalar yaratmaq üçün yeni dostları ürəkdən salamlayırıq.
Göndərmə vaxtı: 18 iyul 2023-cü il