
Anebon tərəfindən mexaniki biliklərin tərifi
Mexanik bilik müxtəlif mexanika anlayışlarını, prinsiplərini və təcrübələrini başa düşmək və tətbiq etmək bacarığıdır. Mexanik biliklərə maşınlar, mexanizmlər və materiallar, eləcə də alətlər və proseslər haqqında anlayış daxildir. Buraya güc və hərəkət, enerji və dişli və kasnak sistemləri kimi mexaniki prinsiplər haqqında biliklər daxildir. Maşın mühəndisliyi biliklərinə dizayn, texniki xidmət və nasazlıqların aradan qaldırılması üsulları, eləcə də maşınqayırma prinsipləri daxildir. Mexanik bilik mexaniki sistemlərlə işləyən bir çox peşə və sənaye üçün vacibdir. Bunlara mühəndislik, istehsalat və tikinti daxildir.
1. Mexanik hissələrin nasazlıq rejimləri hansılardır?
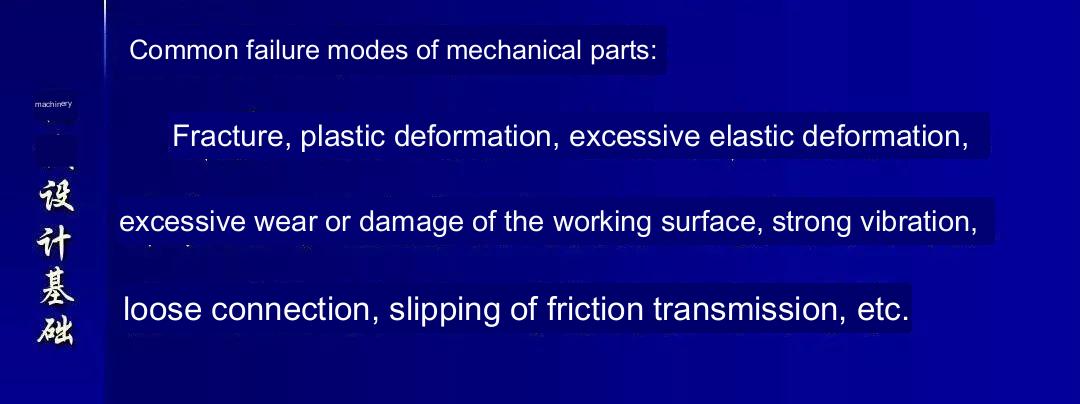
(1) Ümumi qırılma
(2) Həddindən artıq daimi təhrif
(3) Hissə səthinin pozulması
(4) Müntəzəm iş şəraitinin pozulması səbəbindən nasazlıq
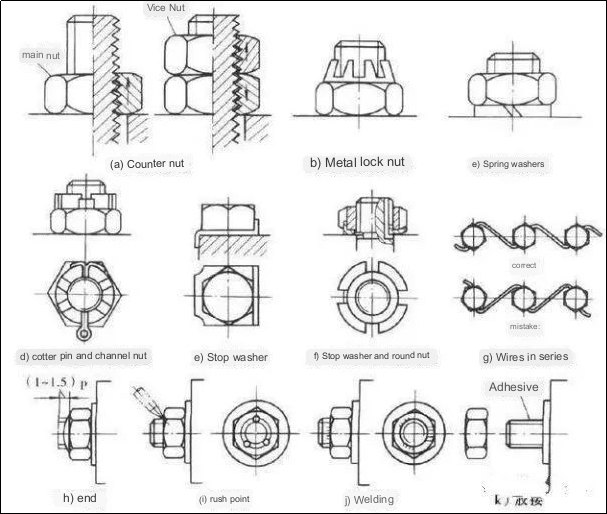
Yivli birləşmələr üçün tez-tez anti-açılma tələbinin əsas səbəbi nədir?
Anti-açılmanın əsas konsepsiyası nədir?
Boşalmanın qarşısını almaq üçün hansı müxtəlif üsullar mövcuddur?
Cavab:
Ümumiyyətlə, yivli əlaqə öz-özünə bağlanma meyarlarına cavab verə bilər və özbaşına boşalmayacaq. Bununla belə, vibrasiya, zərbə yükləri və ya kəskin temperatur dalğalanmaları ilə əlaqəli vəziyyətlərdə birləşdirici qaykanın tədricən boşalması ehtimalı var. İplərin boşaldılmasının əsas səbəbi ip cütləri arasında nisbi fırlanmadır. Nəticə etibarilə, faktiki dizayna anti-gevşetmə tədbirlərinin daxil edilməsi zəruridir.
Ümumi istifadə olunan üsullara aşağıdakılar daxildir:
1. Sürtünməyə əsaslanan anti-gevşetmə — boşalmanın qarşısını almaq üçün ip cütləri arasında sürtünmənin saxlanması, məsələn, yuxarı tərəfdə yay yuyucuları və qoşa qaykaların istifadəsi;
2. Mexanik anti-gevşetmə - obstruktiv istifadəişlənmiş komponentlərbaşqaları arasında tez-tez yivli qoz-fındıq və sancaqlar istifadə edərək, boşalmanın qarşısını almaq;
3. İp cütlərinin pozulmasına əsaslanan anti-gevşetməsi — ip cütləri arasında əlaqənin dəyişdirilməsi və dəyişdirilməsi, məsələn, zərbəyə əsaslanan texnikanın tətbiqi ilə.
Yivli birləşmələrdə bərkidilmənin məqsədi nədir?
Ptətbiq olunan qüvvəyə nəzarət etmək üçün bir neçə yanaşma tətbiq edin.
Cavab:
Yivli birləşmələrdə bərkidilmənin məqsədi boltların əvvəlcədən sıxma qüvvəsi yaratmasına imkan verməkdir. Bu əvvəlcədən bərkitmə prosesi yükləmə şəraitində bir-birinə bağlı hissələr arasında hər hansı bir boşluq və ya nisbi hərəkətin qarşısını almaq üçün əlaqənin etibarlılığını və möhkəmliyini artırmağa çalışır. Sıxma qüvvəsinə nəzarət etmək üçün iki təsirli üsul tork açarı və ya sabit tork açarından istifadə etməkdir. Tələb olunan fırlanma momentinə çatdıqdan sonra onu yerinə bağlamaq olar. Alternativ olaraq, boltun uzanması əvvəlcədən sıxma gücünü tənzimləmək üçün ölçülə bilər.
Elastik sürüşmə kəmər ötürücülərində sürüşmədən nə ilə fərqlənir?
V-kəmər sürücüsünün dizaynında niyə kiçik kasnağın minimum diametrində məhdudiyyət var?
Cavab:
Elastik sürüşmə, qarşısını almaq mümkün olmayan kəmər ötürücülərinin xas xüsusiyyətini təmsil edir. Gərginlik fərqi olduqda və kəmər materialının özü bir elastomer olduqda baş verir. Digər tərəfdən, sürüşmə həddindən artıq yüklənmə nəticəsində yaranan və nəyin bahasına olursa olsun qarşısı alınmalı olan bir uğursuzluq növüdür.
Konkret olaraq, sürüşmə kiçik kasnaqda baş verir. Artan xarici yüklər iki tərəf arasında gərginliyin daha böyük fərqinə gətirib çıxarır ki, bu da öz növbəsində elastik sürüşmənin baş verdiyi sahənin genişlənməsi ilə nəticələnir. Elastik sürüşmə kəmiyyət dəyişikliyini, sürüşmə isə keyfiyyət dəyişikliyini ifadə edir. Nəticə etibarı ilə sürüşmənin qarşısını almaq üçün kiçik kasnağın minimum diametrinə məhdudiyyət qoyulur, çünki daha kiçik kasnak diametrləri daha kiçik bükülmə bucaqları və azaldılmış təmas sahələri ilə nəticələnir və sürüşmənin baş vermə ehtimalını artırır.
Diş səthinin sürüşmə sürəti boz çuqun və alüminium-dəmir bürünc turbinlərin icazə verilən kontakt gərginliyinə necə aiddir?
Cavab:
Boz çuqun və alüminium-bürünc turbinlərin icazə verilən təmas gərginliyinə diş səthinin yapışması kimi tanınan əhəmiyyətli uğursuzluq rejimi səbəbindən diş səthinin sürüşmə sürəti təsir göstərir. Yapışma birbaşa sürüşmə sürətindən təsirlənir, beləliklə, icazə verilən təmas gərginliyinə təsir göstərir. Digər tərəfdən, tökmə qalay tunc turbinlərinin əsas uğursuzluq rejimi kontakt gərginliyi nəticəsində yaranan diş səthi çuxurlarıdır. Buna görə də, icazə verilən kontakt gərginliyi sürüşmə sürəti ilə əlaqəli deyil.
Enumtipik hərəkət qanunlarını, təsir xüsusiyyətlərini və kamera mexanizmi izləyicisi üçün uyğun ssenariləri hazırlayın.
Cavab:
Cam mexanizmi izləyicisi üçün hərəkət qanunlarına sabit sürət hərəkəti, müxtəlif yavaşlama hərəkət qanunları və sadə harmonik hərəkət (kosinus sürətlənmə hərəkət qanunu) daxildir. Daimi sürət hərəkət qanunu sərt təsir göstərir və aşağı sürətli və yüngül yük ssenarilərində tətbiq tapır.
Daimi sürətlənmə də daxil olmaqla yavaşlama hərəkət qanunları çevik təsirə malikdir və orta və aşağı sürətlə vəziyyətlər üçün uyğundur. Sadə harmonik hərəkət (kosinus 4-akkord sürətləndirici hərəkət qanunu) pauza intervalı olduqda yumşaq təsir təklif edir və onu orta və aşağı sürətli ssenarilər üçün əlverişli edir. İstirahət intervalları olmayan yüksək sürətli ssenarilərdə çevik təsir yoxdur, bu da onu həmin şəraitlərə uyğun edir.
Diş profilinin meshingini tənzimləyən əsas prinsipləri ümumiləşdirin.
Cavab:
Diş profillərinin harada təmas etməsindən asılı olmayaraq, təmas nöqtəsindən keçən ümumi normal xətt mərkəz xəttində müəyyən bir nöqtə ilə kəsişməlidir. Bu şərt ardıcıl ötürmə nisbətinin saxlanmasını təmin edir.
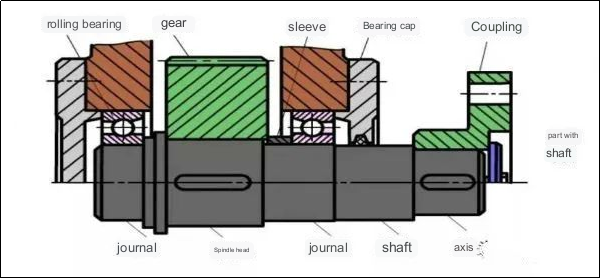
Parçaları mil üzərində çevrəvi şəkildə bərkitmək üçün müxtəlif yanaşmalar hansılardır? (dörddən çox üsul təqdim edin)
Cavab:
Dairəvi fiksasiya imkanlarına açarlı birləşmənin, şinli birləşmənin, müdaxilə uyğunluğu bağlantısının, təyin vintinin, pin bağlantısının və genişləndirici birləşmənin istifadəsi daxildir.
Parçaları milə birləşdirmək üçün oxlu bərkitmə üsullarının əsas növləri hansılardır?
Hər birinin fərqləndirici xüsusiyyətləri hansılardır? (dörddən çoxunu qeyd edin)
Cavab:
Parçaları milə bağlamaq üçün eksenel bərkitmə üsulları hər biri fərqli xüsusiyyətlərə malik bir neçə əsas növü əhatə edir. Bunlara yaxa fiksasiyası, yivli fiksasiya, hidravlik fiksasiya və flanşla fiksasiya daxildir. Yaxanın fiksasiyası hissəni eksenel olaraq sabitləmək üçün şaftın ətrafında bərkidilmiş yaxa və ya sıxacın istifadəsini nəzərdə tutur. Yivli fiksasiya, onları bir-birinə möhkəm bağlamaq üçün şaftda və ya hissədə iplərin istifadəsini nəzərdə tutur. Hidravlik fiksasiya hissə və mil arasında sıx əlaqə yaratmaq üçün hidravlik təzyiqdən istifadə edir. Flanşın fiksasiyası boltlanmış və ya qaynaqlanmış flanşın istifadəsini nəzərdə tuturcnc emal hissələrivə mil, təhlükəsiz eksenel əlavəni təmin edir.
Niyə qapalı qurd ötürücüləri üçün istilik balansı hesablamalarını aparmaq lazımdır?
Cavab verin:
Qapalı qurd ötürücüləri nisbi sürüşmə və yüksək sürtünmə səviyyəsini nümayiş etdirir. Məhdud istilik yayma imkanları və yapışma problemlərinə meylli olduqları üçün istilik balansının hesablanması vacib olur.
Ötürücü gücü hesablamalarında hansı iki gücün hesablanması nəzəriyyəsi istifadə olunur?
Onlar hansı uğursuzluqları hədəfləyirlər?
Ötürücü qutuda qapalı yumşaq diş səthi varsa, onun dizayn meyarı nədir?
Cavab:
Ötürücü gücü hesablamaları diş səthinin təmasda yorğunluq gücünün və diş kökünün əyilmə yorğunluğunun müəyyən edilməsini əhatə edir. Kontakt yorğunluq gücü diş səthində yorğunluq çuxurunun çatlamasının qarşısını almağa yönəldilmişdir, əyilmə yorğunluğu isə diş kökündəki yorğunluq qırıqlarını həll edir. Qapalı yumşaq diş səthindən istifadə edən dişli ötürücü diş səthinin təmasda yorğunluq gücünü nəzərə almaq və diş kökünün əyilmə yorğunluğunu yoxlamaq kimi dizayn meyarına uyğundur.
Muftaların və muftaların müvafiq funksiyaları hansılardır?
Onlar bir-birindən nə ilə fərqlənir?
Cavab:
Həm muftalar, həm də muftalar fırlanma anının ötürülməsini və sinxron fırlanmanı təmin etmək üçün iki valı birləşdirmək məqsədinə xidmət edir. Bununla belə, onlar əməliyyat zamanı sökülmə imkanlarına görə fərqlənirlər. Cbağlayıcılar istifadə zamanı ayrıla bilməyən valları birləşdirir; onların ayrılması yalnız sökülməsi ilə mümkündürdönmə hissələribağlandıqdan sonra. Digər tərəfdən, debriyajlar maşının işləməsi zamanı hər hansı bir anda iki valı bağlamaq və ya ayırmaq imkanı təklif edir.
Yağ filmi podşipniklərinin düzgün işləməsi üçün əsas şərtləri təsvir edin.
Cavab:
Nisbi hərəkətə keçən iki səth paz formalı boşluq yaratmalıdır; səthlər arasında sürüşmə sürəti sürtkü yağının daha böyük limandan daxil olmasını və kiçik limandan çıxmasını təmin etməlidir; sürtkü yağının xüsusi özlülüyü olmalıdır və adekvat yağ tədarükü lazımdır.
7310 rulman modelinin təsirləri, fərqləndirici xüsusiyyətləri və tipik tətbiqləri ilə bağlı qısa izahat verin.
Cavab:
Kod şərhi: “7″ kodu bucaqlı kontakt bilyalı rulmanı təmsil edir. “(0)” təyinatı standart genişliyə aiddir, “0” isteğe bağlıdır. “3” rəqəmi diametr baxımından orta seriyanı bildirir. Nəhayət, "10" 50 mm daxili rulman diametrinə uyğundur.
Xüsusiyyətlər və tətbiqlər:
Bu rulman modeli eyni vaxtda bir istiqamətdə radial və eksenel yüklərə dözə bilir. Yüksək limit sürəti təklif edir və adətən cütlərdə istifadə olunur.
Ötürücü ötürücü, kəmər ötürülməsi və zəncir ötürülməsini özündə birləşdirən ötürücü sistemdə hansı növ ötürmə adətən ən yüksək sürət səviyyəsində yerləşdirilir?
Əksinə, hansı ötürmə komponenti ən aşağı dişli vəziyyətdə yerləşdirilir?
Bu tənzimləmənin səbəbini izah edin.
Cavab:
Ümumiyyətlə, kəmər ötürücü ən yüksək sürət səviyyəsində, zəncir ötürücü isə ən aşağı dişli vəziyyətində yerləşdirilir. Kəmər sürücüsü sabit ötürmə, yastıqlama və şok udma kimi xüsusiyyətlərə malikdir və bu, daha yüksək sürətlərdə motor üçün faydalıdır. Digər tərəfdən, zəncir ötürücüləri əməliyyat zamanı səs-küy yaratmağa meyllidir və aşağı sürət ssenariləri üçün daha uyğundur, beləliklə, adətən aşağı dişli pilləsinə ayrılır.
Zəncirin ötürülməsində qeyri-bərabər sürətə nə səbəb olur?
Buna təsir edən ilkin amillər hansılardır?
Hansı şərtlərdə ani ötürmə nisbəti sabit qala bilər?
Cavab:
1) Zəncirin ötürülməsində nizamsız sürət ilk növbədə zəncir mexanizminə xas olan çoxbucaqlı effektdən qaynaqlanır; 2) Ona təsir edən əsas amillərə zəncirin sürəti, zəncirvari addım və zəncir dişlərinin sayı daxildir; 3) Həm böyük, həm də kiçik dişli çarxlardakı dişlərin sayı bərabər olduqda (yəni, z1=z2) və aralarındakı mərkəz məsafəsi addımın (p) tam qatına bərabər olduqda, ani ötürmə nisbəti 1-də sabit qalır.
Niyə silindrik dişli reduksiyada dişli çarxın diş eni (b1) daha böyük dişlinin diş enindən (b2) bir qədər böyükdür?
Gücü hesablayarkən diş eni əmsalı (ψd) b1 və ya b2 əsasında olmalıdır? Niyə?
Cavab:
1) Quraşdırma xətalarına görə dişli çarxların eksenel uyğunsuzluğunun qarşısını almaq üçün hörgü dişinin eni azaldılır, bu da iş yükünün artmasına səbəb olur. Beləliklə, kiçik dişlinin diş eni (b1) daha böyük dişlinin b2-dən bir qədər böyük olmalıdır. Gücün hesablanması daha böyük dişlinin diş eninə (b2) əsaslanmalıdır, çünki o, bir cüt silindrik dişlinin işə salınması zamanı faktiki kontakt enini təmsil edir.
Nəyə görə kiçik kasnağın diametri (d1) minimum diametrə (dmin) bərabər və ya ondan çox olmalıdır və sürücü təkərinin bükülmə bucağı (α1) yavaşlama kəməri ötürücüsünün 120°-yə bərabər və ya ondan böyük olmalıdır?
Ümumiyyətlə, tövsiyə olunan kəmər sürəti 5 ilə 25 m/s arasındadır.
c nədirkəmər sürəti bu diapazonu keçərsə, hansı ardıcıllıqlar baş verir?
Cavab:
1) Kiçik kasnağın daha kiçik diametri kəmərdə daha yüksək əyilmə gərginliyinə səbəb olur. Həddindən artıq əyilmə gərginliyinin qarşısını almaq üçün kiçik kasnağın minimum diametri saxlanılmalıdır.
2) Sürücü təkərinin bükülmə bucağı (α1) kəmərin maksimum effektiv gərginliyinə təsir edir. Daha kiçik α1 daha aşağı maksimum effektiv çəkmə qüvvəsi ilə nəticələnir. Maksimum effektiv çəkmə gücünü artırmaq və sürüşmənin qarşısını almaq üçün ümumiyyətlə α1≥120° bükmə bucağı tövsiyə olunur.
3) Kəmər sürəti 5 ilə 25 m/s aralığından kənara düşərsə, nəticələr ola bilər. Aralığın altındakı sürət daha böyük effektiv çəkmə qüvvəsi (Fe) tələb edə bilər ki, bu da kəmərlərin sayının (z) artmasına və daha böyük kəmər ötürücü strukturuna gətirib çıxarır. Əksinə, həddindən artıq kəmər sürəti daha yüksək mərkəzdənqaçma qüvvəsinə (Fc) gətirib çıxaracaq ki, bu da ehtiyatlı olmağı tələb edir.
Spiral yuvarlanmanın müsbət və mənfi cəhətləri.
Cavab:
Üstünlüklər
1) O, minimal aşınma nümayiş etdirir və tənzimləmə texnikası klirensi aradan qaldırmaq və müəyyən səviyyəli deformasiyaya səbəb olmaq üçün tətbiq oluna bilər, bununla da sərtliyi artırır və yüksək ötürmə dəqiqliyinə nail olur.
2) Özünü kilidləyən sistemlərdən fərqli olaraq, xətti hərəkəti fırlanma hərəkətinə çevirmək qabiliyyətinə malikdir.
Mənfi cəhətləri
1) Quruluş mürəkkəbdir və istehsalda çətinliklər yaradır.
2) Müəyyən mexanizmlər geriyə çevrilmənin qarşısını almaq üçün əlavə özünü kilidləmə mexanizmini tələb edə bilər.
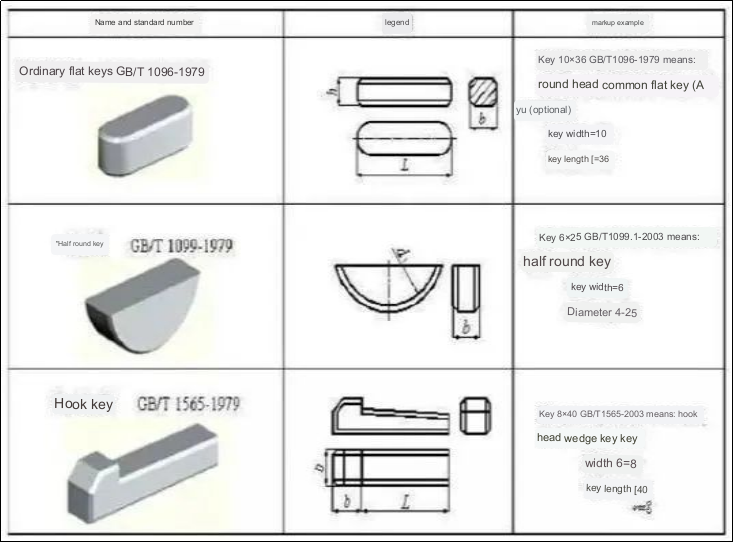
Açarların seçilməsinin əsas prinsipi nədir?
Cavab:
Düymələr seçərkən iki əsas məqam var: növü və ölçüsü. Tip seçimi əsas əlaqənin struktur xüsusiyyətləri, istifadə tələbləri və iş şəraiti kimi amillərdən asılıdır.
Digər tərəfdən, ölçü seçimi standart spesifikasiyalara və güc tələblərinə uyğun olmalıdır. Açarın ölçüsü kəsik ölçülərindən (açarın eni b * açarın hündürlüyü h) və L uzunluğundan ibarətdir. B*h kəsiyi ölçülərinin seçimi mil diametri d ilə müəyyən edilir, açar uzunluğu isə L ola bilər. ümumiyyətlə qovşağın uzunluğu əsasında müəyyən edilir, yəni açar uzunluğu L qovşağın uzunluğundan artıq olmamalıdır. Əlavə olaraq, bələdçi düz açarlar üçün qovşağın uzunluğu L' qovşağın uzunluğu və sürüşmə məsafəsi nəzərə alınmaqla, adətən mil diametrindən d (1,5-2) dəfə çox olur.
Anebon güclü texniki imkanlarına güvənir və CNC metal emalı tələblərinə cavab vermək üçün davamlı olaraq qabaqcıl texnologiyalar inkişaf etdirir,5 oxlu cnc freze, və avtomobil tökmə. Biz bütün təklif və rəyləri yüksək qiymətləndiririk. Yaxşı əməkdaşlıq sayəsində biz qarşılıqlı inkişafa və təkmilləşməyə nail ola bilərik.
Çində bir ODM istehsalçısı olaraq, Anebon alüminium ştamplama hissələrinin fərdiləşdirilməsi və maşın komponentlərinin istehsalı üzrə ixtisaslaşmışdır. Hal-hazırda, məhsullarımız Cənub-Şərqi Asiya, Amerika, Afrika, Şərqi Avropa, Rusiya və Kanada da daxil olmaqla dünyanın altmışdan çox ölkəsinə və müxtəlif bölgələrinə ixrac edilmişdir. Anebon Çində və dünyanın digər yerlərində potensial müştərilərlə geniş əlaqələr yaratmağa sadiqdir.
Göndərmə vaxtı: 16 avqust 2023-cü il