
هل تفهم العلاقة بين الفرجار والميكرومتر وصناعة CNC؟
يعد كل من الفرجار والميكرومتر من أدوات القياس الدقيقة المستخدمة بشكل شائع في صناعة CNC لإجراء قياسات دقيقة للأبعاد.
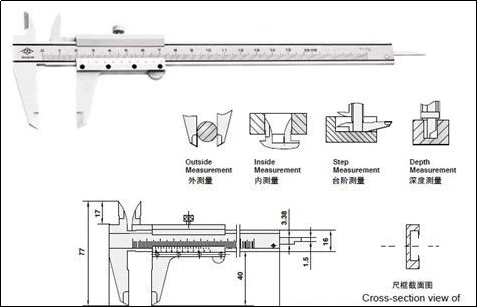
الفرجار الورنية، المعروف أيضًا باسم المقاييس الورنية أو الفرجار المنزلق، عبارة عن أدوات قياس محمولة تستخدم لقياس الأبعاد الخارجية (الطول والعرض والسمك) للأشياء. وهي تتكون من مقياس رئيسي ومقياس رنيه منزلق، مما يسمح بقراءات دقيقة تتجاوز دقة المقياس الرئيسي.
من ناحية أخرى، تعد الميكرومترات أكثر تخصصًا وقادرة على قياس مسافات صغيرة جدًا بدقة عالية. يتم استخدامها لقياس الأبعاد مثل القطر والسمك والعمق. توفر الميكرومتر قياسات بالميكرومتر (ميكرومتر) أو أجزاء من الألف من المليمتر.
في صناعة CNC، تعد الدقة أمرًا بالغ الأهمية لضمان دقة عمليات التصنيع والتصنيع. تلعب الفرجار والميكرومترات الورنية أدوارًا حيوية في مراقبة الجودة والفحص والقياسات الدقيقةأجزاء التصنيع باستخدام الحاسب الآلي. إنها تمكن مشغلي وفنيي CNC من التحقق من الأبعاد، والحفاظ على التفاوتات الصارمة، وضمان الأداء السليم لآلات CNC.
يساعد الجمع بين تقنية CNC وأدوات القياس الدقيقة مثل الفرجار والميكرومتر في تبسيط عمليات الإنتاج وتحسين الكفاءة وتقديم مكونات عالية الجودة مُشكَّلة باستخدام الحاسب الآلي.
نظرة عامة على الفرجار الورنييه
باعتباره أداة قياس عالية الدقة تستخدم على نطاق واسع، يتكون الفرجار الورني من جزأين: مقياس رئيسي ورنيه منزلق متصل بالمقياس الرئيسي. إذا تم تقسيمها وفقًا لقيمة مقياس الورنية، فإن الفرجار الورني ينقسم إلى ثلاثة أنواع: 0.1، 0.05، و0.02 مم.
كيفية قراءة الفرجار رنيه
بأخذ الفرجار الورني الدقيق بقيمة مقياس 0.02 مم كمثال، يمكن تقسيم طريقة القراءة إلى ثلاث خطوات؛
1) اقرأ المليمتر كاملاً حسب أقرب مقياس على المقياس الرئيسي إلى يسار خط الصفر في المقياس المساعد؛
2) اضرب 0.02 لقراءة العلامة العشرية حسب عدد الخطوط المحفورة المحاذية للمقياس على المقياس الرئيسي على الجانب الأيمن من خط الصفر للمقياس المساعد؛
3) أضف الأعداد الصحيحة والأجزاء العشرية أعلاه للحصول على الحجم الإجمالي.
طريقة قراءة الفرجار الورني 0.02 مم
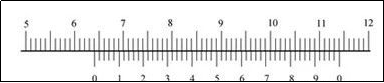
كما هو موضح في الشكل أعلاه، فإن المقياس الموجود في مقدمة المقياس الرئيسي الذي يواجه الخط 0 من المقياس الفرعي هو 64 مم، والخط التاسع بعد الخط 0 من المقياس الفرعي يتماشى مع خط محفور من المقياس الرئيسي.
السطر التاسع بعد السطر 0 من المقياس الفرعي يعني: 0.02×9= 0.18 مم
وبالتالي فإن حجم قطعة العمل المقاسة هو: 64+0.18=64.18mm
كيفية استخدام الفرجار الورنية
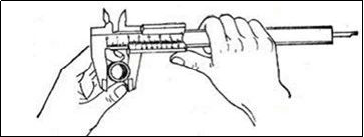
اجمع الفكين معًا لترى ما إذا كانت الورنية محاذية لعلامة الصفر على المقياس الرئيسي. إذا تمت محاذاته، فيمكن قياسه: إذا لم تتم محاذاته، فيجب تسجيل خطأ صفر: يُسمى خط المقياس الصفري للورنية خطأ موجب صفر على الجانب الأيمن من خط المقياس الصفري على جسم المسطرة، و يُطلق على خطأ الصفر السالب خطأ الصفر السالب على الجانب الأيسر من خط مقياس الصفر على جسم المسطرة (هذه الطريقة في التنظيم تتوافق مع تنظيم محور العدد، ويكون الأصل موجبًا عندما يكون الأصل على اليمين، و سلبي عندما يكون الأصل على اليسار).
عند القياس، أمسك جسم المسطرة بيدك اليمنى، وحرك المؤشر بإبهامك، وأمسك بالزرأجزاء الألومنيوم باستخدام الحاسب الآليباستخدام القطر الخارجي (أو القطر الداخلي) بيدك اليسرى، بحيث يقع الجسم المراد قياسه بين مخالب القياس الخارجية، وعندما يتم ربطه بإحكام بمخالب القياس، يمكنك القراءة، كما هو موضح في الشكل أدناه :
تطبيق الفرجار الورنية في خدمات التصنيع باستخدام الحاسب الآلي
كأداة قياس شائعة، يمكن استخدام الفرجار الورني في الجوانب الأربعة التالية:
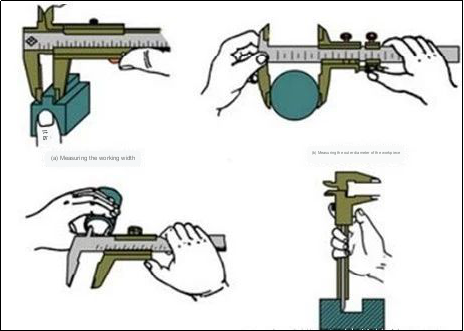
1) قياس عرض الشغل
2) قياس القطر الخارجي لقطعة الشغل
3) قياس القطر الداخلي لقطعة العمل
4) قياس عمق الشغل
تظهر طرق القياس المحددة لهذه الجوانب الأربعة في الشكل أدناه:
تطبيق الفرجار الورنية فيخدمات التصنيع باستخدام الحاسب الآلي
كأداة قياس شائعة، يمكن استخدام الفرجار الورني في الجوانب الأربعة التالية:
1) قياس عرض الشغل
2) قياس القطر الخارجي لقطعة الشغل
3) قياس القطر الداخلي لقطعة العمل
4) قياس عمق الشغل
تظهر طرق القياس المحددة لهذه الجوانب الأربعة في الشكل أدناه:
احتياطات الاستخدام
يعتبر الفرجار الورني أداة قياس دقيقة نسبيًا، ويجب الانتباه إلى العناصر التالية عند استخدامه:
1. قبل الاستخدام، قم بتنظيف سطح القياس للقدمين المشبكتين، وأغلق القدمين المشبكتين، وتحقق مما إذا كان الخط 0 للمسطرة المساعدة يتماشى مع الخط 0 للمسطرة الرئيسية. إذا لم يكن الأمر كذلك، فيجب تصحيح قراءة القياس وفقًا للخطأ الأصلي.
2. عند قياس قطعة العمل، يجب أن يكون سطح قياس قدم المشبك موازيًا أو متعامدًا مع سطح قطعة العمل، ويجب ألا يكون منحرفًا. ويجب ألا تكون القوة كبيرة جدًا، حتى لا تتشوه أو تتآكل أقدام المشبك، مما سيؤثر على دقة القياس. 3. عند القراءة، يجب أن يكون خط الرؤية عموديًا على سطح المقياس، وإلا فإن القيمة المقاسة ستكون غير دقيقة.
4. عند قياس القطر الداخلي، قم بهزه قليلاً للعثور على القيمة القصوى.
5. بعد استخدام الفرجار الورني، امسحه بعناية، ثم استخدم زيتًا وقائيًا، ثم ضعه بشكل مسطح في الغطاء. في حالة تعرضها للصدأ أو الانحناء.
الميكرومتر الحلزوني، ويسمى أيضًا الميكرومتر، هو أداة قياس دقيقة. سيتم شرح مبدأ وهيكل واستخدام الميكرومتر الحلزوني أدناه.
ما هو الميكرومتر الحلزوني؟
الميكرومتر الحلزوني، المعروف أيضًا باسم الميكرومتر، والميكرومتر الحلزوني، وبطاقة السنتيمتر، هو أداة أكثر دقة لقياس الطول من الفرجار الورني. يمكنه قياس الطول بدقة تصل إلى 0.01 مم، ونطاق القياس عدة سنتيمترات.
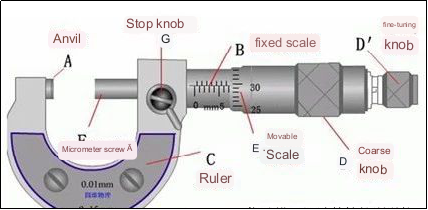
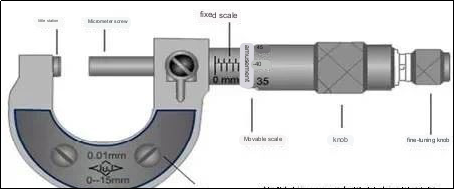
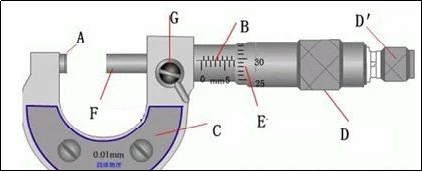
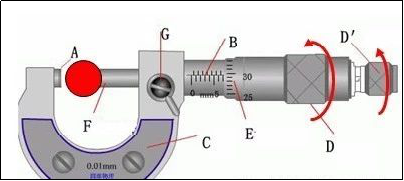
هيكل الميكرومتر الحلزوني
فيما يلي رسم تخطيطي لهيكل الميكرومتر الحلزوني:
مبدأ عمل الميكرومتر اللولبي
يتم تصنيع الميكرومتر اللولبي وفقًا لمبدأ تضخيم المسمار، أي أن المسمار يدور مرة واحدة في الجوز، ويتقدم المسمار أو يتراجع على طول اتجاه محور الدوران لمسافة خطوة واحدة. لذلك، يمكن التعبير عن المسافة الصغيرة التي تم قطعها على طول المحور من خلال القراءة على المحيط.
تبلغ درجة الخيط الدقيق للميكرومتر اللولبي 0.5 مم، والمقياس المتحرك يحتوي على 50 مقياسًا مقسمًا بالتساوي. عندما يدور المقياس المتحرك مرة واحدة، يمكن أن يتقدم برغي الميكرومتر أو يتراجع بمقدار 0.5 مم، لذا فإن تدوير كل قسم صغير يعادل قياس تقدم المسمار الصغير أو تراجعه بمقدار 0.5/50=0.01 مم. يمكن ملاحظة أن كل قسم صغير من المقياس المتحرك يمثل 0.01 مم، لذلك يمكن أن يكون الميكرومتر اللولبي دقيقًا حتى 0.01 مم. ولأنه يمكن تقدير قراءة أخرى، فيمكن قراءتها حتى جزء من الألف من المليمتر، لذلك يطلق عليه أيضًا اسم الميكرومتر.
كيفية استخدام الميكرومتر الحلزوني
عندما نساعد العملاء في كثير من الأحيان على ربط أداة الحصول على البيانات الخاصة بنا بميكرومتر حلزوني لقياس عالي الكفاءة، فإننا غالبًا ما نوجه العملاء للقيام بما يلي عند صنع ميكرومتر حلزوني:
1. تحقق من نقطة الصفر قبل الاستخدام: أدر مقبض الضبط الدقيق D' ببطء لجعل قضيب القياس (F) ملامسًا لسندان القياس (A) حتى تصدر السقاطة صوتًا. في هذا الوقت، يجب محاذاة نقطة الصفر على المسطرة المتحركة (الكم المتحرك) مع الخط المرجعي (الخط الأفقي الطويل) على الغلاف الثابت، وإلا فلن يكون هناك خطأ صفر.
2. أمسك إطار المسطرة (C) باليد اليسرى، وأدر مقبض الضبط الخشن D باليد اليمنى لجعل المسافة بين قضيب القياس F والسندان A أكبر قليلاً من الجسم المقاس، ثم ضع الجسم المقاس فيه، أدر مقبض الحماية D' لتثبيت الجسم المقاس حتى يصدر السقاطة صوتًا، أدر المقبض الثابت G لتثبيت قضيب القياس وأخذ القراءة.
طريقة قراءة الميكرومتر اللولبي
1. اقرأ المقياس الثابت أولاً
2. اقرأ نصف المقياس مرة أخرى، إذا كان خط نصف المقياس مكشوفًا، فقم بتسجيله على أنه 0.5 مم؛ إذا لم يكن خط نصف المقياس مكشوفًا، فقم بتسجيله على أنه 0.0 مم؛
3. اقرأ المقياس المتحرك مرة أخرى (انتبه للتقدير)، وسجله بـ n×0.01mm؛
4. نتيجة القراءة النهائية هي مقياس ثابت + نصف مقياس + سلم متحرك
نظرًا لأن نتيجة قراءة الميكرومتر الحلزوني دقيقة حتى جزء من الألف من الملليمتر، فإن الميكرومتر الحلزوني يُسمى أيضًا بالميكرومتر.
الاحتياطات اللازمة للميكرومتر الحلزوني
1. عند القياس، انتبه إلى التوقف عن استخدام المقبض عندما يقترب برغي الميكرومتر من الجسم المراد قياسه، واستخدم مقبض الضبط الدقيق بدلاً من ذلك لتجنب الضغط الزائد، والذي لا يجعل نتيجة القياس دقيقة فحسب، بل يحمي أيضًا ميكرومتر المسمار.
2. عند القراءة، انتبه إلى ما إذا كان الخط المحفور الذي يشير إلى نصف ملليمتر على المقياس الثابت قد تم كشفه.
3. عند القراءة يوجد رقم تقديري في خانة الألف لا يجوز التخلص منه عبثا. حتى لو كانت نقطة الصفر في المقياس الثابت تتماشى مع خط مقياس معين من المقياس المتحرك، فيجب أيضًا قراءة المكان الألف على أنه "0".
4. عندما يكون السندان الصغير والمسمار الميكرومتر قريبين من بعضهما البعض، فإن نقطة الصفر للمقياس المتحرك لا تتزامن مع نقطة الصفر للمقياس الثابت، وسيكون هناك خطأ صفري، والذي يجب تصحيحه، أي يجب إزالة قيمة الخطأ الصفري من قراءة قياس الطول النهائي.
الاستخدام السليم وصيانة الميكرومتر الحلزوني
• التحقق من دقة خط الصفر.
• عند القياس، يجب مسح السطح المقاس لقطعة الشغل وتنظيفه.
• عندما تكون قطعة الشغل كبيرة، يجب قياسها على حديد على شكل حرف V أو لوح مسطح.
• امسح قضيب القياس والسندان لتنظيفهما قبل القياس.
• يلزم وجود جهاز سقاطة عند ربط الغلاف المتحرك.
• لا تقم بفك الغطاء الخلفي، حتى لا يتغير خط الصفر.
• لا تقم بإضافة زيت محرك عادي بين الكم الثابت والكم المتحرك.
• بعد الاستخدام، امسحي الزيت وضعه في علبة خاصة في مكان جاف.
هدف Anebon للسعي والمؤسسة هو "إرضاء متطلبات عملائنا دائمًا". يستمر Anebon في إنشاء وتصميم سلع متميزة عالية الجودة لكل من عملائنا القدامى والجدد وتحقيق احتمال مربح للجانبين لعملائنا تمامًا مثلما نقوم بتخصيص مقاطع البثق عالية الدقة وأجزاء الألومنيوم التي تعمل باستخدام الحاسب الآلي وأجزاء طحن الألومنيوم للعملاء . Anebon بأذرع مفتوحة، دعا جميع المشترين المهتمين لزيارة موقعنا على الانترنت أو الاتصال بنا مباشرة للحصول على مزيد من المعلومات.
آلة CNC الصينية وآلة النقش CNC المخصصة من المصنع، منتج Anebon معترف به على نطاق واسع وموثوق به من قبل المستخدمين ويمكنه تلبية الاحتياجات الاقتصادية والاجتماعية المتطورة باستمرار. Anebon نرحب بالعملاء الجدد والقدامى من جميع مناحي الحياة للاتصال بنا لإقامة علاقات تجارية مستقبلية وتحقيق النجاح المتبادل!
وقت النشر: 03 يوليو 2023