
1. Toepassing van kalipers
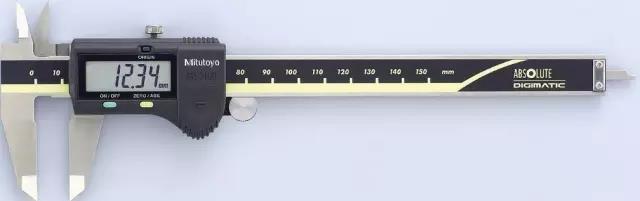
Die kaliber kan die binnedeursnee, buitenste deursnee, lengte, breedte, dikte, trapverskil, hoogte en diepte van die voorwerp meet; die kaliper is die mees gebruikte en gerieflikste en mees gebruikte meetinstrument by die verwerkingsterrein.
Digitale kaliber: Resolusie 0.01 mm, gebruik vir groottemeting met klein toleransie (hoë akkuraatheid).
Tafelkaart: resolusie 0,02 mm, gebruik vir konvensionele grootte meting.

Vernierkaliper: 0,02 mm resolusie, gebruik vir grofmeting.

Voordat jy die rempas gebruik, verwyder die stof en vuilheid met skoon wit papier (gebruik die buitenste oppervlak van die skuifpasser om die wit papier te vang en trek dit dan natuurlik uit; herhaal 2-3 keer)
Wanneer daar gemeet word met 'n skubbe, moet die meetoppervlak van die skubbe so parallel of loodreg op die meetoppervlak van die gemete voorwerp as moontlik wees;
Wanneer dieptemeting gebruik word, as die gemete voorwerp 'n R-hoek het, is dit nodig om die R-hoek te vermy, maar naby die R-hoek, en die diepteliniaal moet so vertikaal as moontlik tot die gemete hoogte wees;
Wanneer die kaliber die silinder meet, moet dit gedraai word, en die maksimum waarde word in afdelings gemeet:CNC bewerking deel.
As gevolg van die hoë frekwensie van die gebruik van kalipers, moet die instandhoudingswerk die beste wees. Na elke dag van gebruik moet dit skoongevee word en in die boks geplaas word. Voor gebruik word 'n blok nodig om die akkuraatheid van die kaliper na te gaan.
2. Toepassing van mikrometer

Voordat u die mikrometer gebruik, verwyder die stof en vuilheid met 'n skoon wit papier (gebruik die mikrometer om die kontakoppervlak en die skroefoppervlak te meet en die wit papier sit vas en trek dit dan natuurlik uit, herhaal 2-3 keer), draai dan die knop om die kontak te meet Wanneer die oppervlak in vinnige kontak met die skroefoppervlak is, word fynverstelling gebruik, en wanneer die twee oppervlaktes heeltemal in kontak is, kan nulverstelling uitgevoer word om te meet.gemasjineerde deel
Wanneer jy die hardeware met 'n mikrometer meet, beweeg die knop, en wanneer dit met die werkstuk in aanraking kom, gebruik die fynverstellingsknop om in te skroef. Stop en lees die data van die skerm of skaal af wanneer jy drie klikke hoor.
Wanneer plastiekprodukte gemeet word, raak die meetkontakoppervlak en die skroef liggies aan die produk.
Wanneer die deursnee van skagte met 'n mikrometer gemeet word, meet ten minste twee rigtings en meet die mikrometer in die maksimum meting in afdelings. Die twee kontakvlakke moet altyd skoon gehou word om meetfoute te verminder.
3. Toepassing van hoogteliniaal
Die hoogtemeter word hoofsaaklik gebruik om die hoogte, diepte, platheid, vertikaliteit, konsentrisiteit, koaksialiteit, oppervlakvibrasie, tandvibrasie, diepte en hoogte te meet. Wanneer u meet, kontroleer eers die sonde en die verbindingsdele vir losheid.

4. Presisie meetinstrument: sekondêre element
Die tweede element is 'n nie-kontak meetinstrument met hoë werkverrigting en presisie. Die sensorelement van die meetinstrument is nie in direkte kontak met die oppervlak van die gemete deel nie, dus is daar geen meganiese meetkrag nie; die tweede element stuur die vasgevang beeld deur die datalyn na die data-verkrygingskaart van die rekenaar deur die projeksiemetode. Gebeeld op die rekenaarmonitor deur die sagteware: verskeie geometriese elemente (punte, lyne, sirkels, boë, ellipse, reghoeke), afstande, hoeke, kruisings, meetkundige toleransies (rondheid, reguitheid, parallelisme, vertikaal) Graad, helling, posisie, konsentrisiteit , simmetrie), en CAD-uitset vir omtrek 2D-tekening. Die werkstukkontoer kan waargeneem word, en die ondeursigtige werkstuk se oppervlakvorm kan gemeet word.CNC

5. Presisie meetinstrumente: driedimensioneel
Die kenmerke van die driedimensionele element is hoë presisie (tot μm vlak), universaliteit (kan 'n verskeidenheid lengte meetinstrumente vervang), kan gebruik word om meetkundige aspekte te meet (bykomend tot die elemente wat die tweede element kan meet, dit kan ook silinders en keëls meet), vorm- en posisietoleransie (bykomend tot die vorm- en posisietoleransie wat deur die tweede element gemeet kan word, insluitend silindrisiteit, platheid, lynprofiel, oppervlakprofiel, koaksiale, komplekse oppervlak, so lank as die driedimensionele sonde Waar dit aangeraak kan word, kan sy geometriese grootte, onderlinge posisie, die oppervlakprofiel gemeet word en dataverwerking met sy hoë akkuraatheid voltooi word; hoë buigsaamheid, en uitstekende digitale vermoëns, dit het 'n noodsaaklike deel geword van moderne vormverwerking en vervaardiging en kwaliteitsversekering Middel, praktiese gereedskap.

We are a reliable supplier and professional in CNC service. If you need our assistance, please get in touch with me at info@anebon.com.
Anebon Metal Products Limited kan CNC-bewerking, gietwerk, plaatmetaalbewerkingsdienste verskaf, kontak ons asseblief.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Postyd: 13-Apr-2020