
Дали ја разбирате врската помеѓу дебеломер и микрометри норние и CNC индустријата?
И дебеломер и микрометри се прецизни мерни алатки кои вообичаено се користат во CNC индустријата за точни димензионални мерења.
Верниевите клешти, познати и како скали или лизгачки клешти, се рачни мерни инструменти кои се користат за мерење на надворешните димензии (должина, ширина и дебелина) на предметите. Тие се состојат од главна скала и лизгачка скала на нор, што овозможува прецизни отчитувања надвор од резолуцијата на главната скала.
Микрометрите, од друга страна, се поспецијализирани и способни да мерат екстремно мали растојанија со голема точност. Тие се користат за мерење на димензии како што се дијаметар, дебелина и длабочина. Микрометрите обезбедуваат мерења во микрометри (µm) или илјадити дел од милиметарот.
Во CNC индустријата, прецизноста е од клучно значење за обезбедување точни процеси на обработка и производство. Верниевите дебеломер и микрометри играат витална улога во контролата на квалитетот, инспекцијата и прецизните мерења наЦПУ обработени делови. Тие им овозможуваат на CNC операторите и техничарите да ги потврдат димензиите, да одржуваат тесни толеранции и да обезбедат правилно функционирање на CNC машините.
Комбинацијата на CNC технологија и прецизни мерни алатки како што се дебеломер и микрометри помагаат да се насочат производствените процеси, да се подобри ефикасноста и да се испорача висококвалитетни CNC-машински компоненти.
Преглед на Vernier Calipers
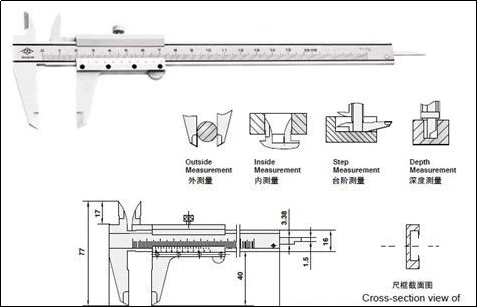
Како широко употребувана алатка за мерење со висока прецизност, дебеломерот е составен од два дела: главна вага и лизгачка вага прикачена на главната вага. Ако се подели според вредноста на скалата на норот, дебеломерот е поделен на три вида: 0,1, 0,05 и 0,02 мм.
Како да читате дебеломер од верние
Земајќи го како пример прецизниот дебеломер на норниер со вредност на скала од 0,02 mm, методот на читање може да се подели на три чекори;
1) Читајте го целиот милиметар според најблиската скала на главната скала лево од нултата линија на помошната скала;
2) Помножете 0,02 за да ја прочитате децималата според бројот на врежани линии порамнети со скалата на главната скала на десната страна од нултата линија на помошната скала;
3) Соберете ги целите и децималните делови погоре за да ја добиете вкупната големина.
Методот на читање на дебеломер од 0,02 мм верние
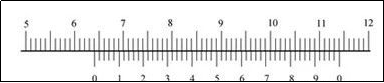
Како што е прикажано на сликата погоре, скалата на предната страна на главната скала свртена кон линијата 0 на подскалата е 64 mm, а 9-тата линија по линијата 0 на подскалата е порамнета со гравирана линија на главната скала.
9-тата линија по линијата 0 од подскалата значи: 0,02×9= 0,18mm
Значи големината на измереното работно парче е: 64+0,18=64,18mm
Како да се користи дебеломер на нор
Спојте ги челустите заедно за да видите дали норот е усогласен со нултата ознака на главната скала. Ако е порамнето, може да се измери: ако не е порамнето, треба да се запише нулта грешка: линијата на нулта скала на норот се нарекува позитивна нулта грешка на десната страна од линијата на нултата скала на телото на линијарот, а негативна нулта грешка се нарекува негативна нулта грешка на левата страна на линијата на нултата скала на телото на линијарот (ова Овој метод на регулација е во согласност со регулирањето на бројната оска, потеклото е позитивен кога потеклото е десно, а негативно кога потеклото е лево).
При мерење, држете го телото на линијарот со десната рака, движете го курсорот со палецот и држете гоcnc алуминиумски деловисо надворешниот дијаметар (или внатрешниот дијаметар) со левата рака, така што предметот што треба да се мери се наоѓа помеѓу надворешните мерни канџи, а кога е цврсто прицврстен за мерните канџи, можете да читате, како што е прикажано на сликата подолу :
Примена на Vernier дебеломер во CNC машински услуги
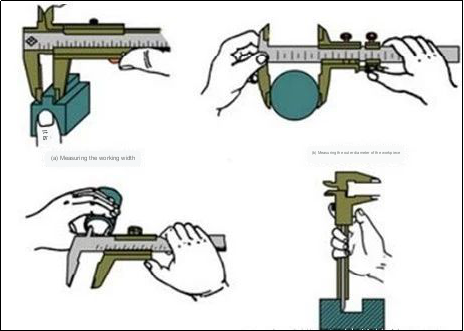
Како вообичаена мерна алатка, дебеломерот од нор може да се користи во следните четири аспекти:
1) Измерете ја ширината на работното парче
2) Измерете го надворешниот дијаметар на работното парче
3) Измерете го внатрешниот дијаметар на работното парче
4) Измерете ја длабочината на работното парче
Специфичните методи на мерење на овие четири аспекти се прикажани на сликата подолу:
Примена на Vernier дебеломер воУслуги за обработка на ЦПУ
Како вообичаена мерна алатка, дебеломерот од нор може да се користи во следните четири аспекти:
1) Измерете ја ширината на работното парче
2) Измерете го надворешниот дијаметар на работното парче
3) Измерете го внатрешниот дијаметар на работното парче
4) Измерете ја длабочината на работното парче
Специфичните методи на мерење на овие четири аспекти се прикажани на сликата подолу:
Мерки на претпазливост при употреба
Калиперот на норот е релативно прецизна мерна алатка и при неговото користење треба да се обрне внимание на следните ставки:
1. Пред употреба, исчистете ја мерната површина на двете стапала на штипката, затворете ги двете стапала на штипката и проверете дали линијата 0 на помошниот линијар е усогласена со линијата 0 на главниот линијар. Ако не, отчитувањето на мерењето треба да се коригира според оригиналната грешка.
2. При мерење на работното парче, мерната површина на подножјето на стегачот мора да биде паралелна или нормална на површината на работното парче и не смее да биде искривена. И силата не треба да биде преголема, за да не се деформираат или носат стапалата на клипот, што ќе влијае на точноста на мерењето. 3. При читање, линијата на видот треба да биде нормална на површината на скалата, во спротивно измерената вредност ќе биде неточна.
4. Кога го мерите внатрешниот дијаметар, малку протресете го за да ја најдете максималната вредност.
5. Откако ќе се потроши дебеломерот, внимателно избришете го, нанесете заштитно масло и ставете го рамно во капакот. во случај да зарѓа или свитка.
Спиралниот микрометар, исто така наречен микрометар, е прецизна мерна алатка. Принципот, структурата и употребата на спиралниот микрометар ќе бидат објаснети подолу.
Што е спирален микрометар?
Спиралниот микрометар, исто така познат како микрометар, спирален микрометар, сантиметарска картичка, е попрецизна алатка за мерење на должина од дебеломерот на верние. Може прецизно да ја мери должината до 0,01 mm, а опсегот на мерење е неколку сантиметри.
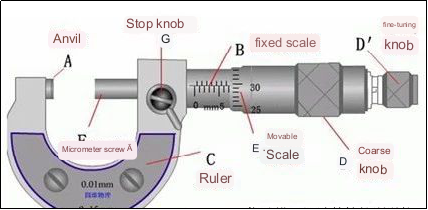
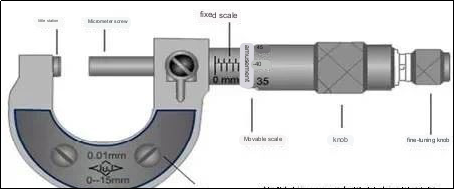
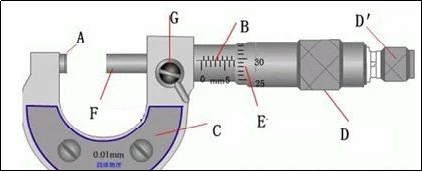
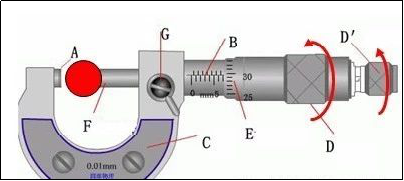
Структура на спирален микрометар
Следното е шематски дијаграм на структурата на спиралниот микрометар:
Принцип на работа на микрометар за завртка
Микрометарот на завртката е направен според принципот на засилување на завртката, односно, завртката се ротира еднаш во навртката, а завртката напредува или се повлекува по правецот на оската на ротација на растојание од еден чекор. Затоа, малото растојание поместено по оската може да се изрази со читање на обемот.
Чекорот на прецизниот навој на микрометарот на завртката е 0,5 mm, а подвижната вага има 50 подеднакво поделени скали. Кога подвижната вага се ротира еднаш, микрометарската завртка може да напредува или да се повлече за 0,5 mm, така што ротирањето на секоја мала поделба е еквивалентно на мерење. Микро завртката напредува или повлекува 0,5/50=0,01 mm. Може да се види дека секоја мала поделба на подвижната вага претставува 0,01 mm, така што микрометарот на завртката може да биде точен до 0,01 mm. Бидејќи може да се процени дека чита уште еден, може да се прочита до илјадити дел од милиметри, па затоа се нарекува и микрометар.
Како да се користи спиралниот микрометар
Кога често им помагаме на клиентите да го поврзат нашиот инструмент за собирање податоци со спирален микрометар за мерење со висока ефикасност, честопати ги наведуваме клиентите да го направат следново кога прават спирален микрометар:
1. Проверете ја нултата точка пред употреба: полека свртете го копчето за фино подесување D′ за мерната шипка (F) да дојде во контакт со мерната наковална (A) додека престанавот не испушти звук. Во тоа време, нултата точка на подвижниот линијар (подвижен ракав) Гравираната линија треба да се усогласи со референтната линија (долга хоризонтална линија) на фиксниот ракав, во спротивно ќе има нула грешка.
2. Држете ја рамката на линијарот (C) во левата рака, свртете го грубото копче за прилагодување D со десната рака за да го направите растојанието помеѓу мерната шипка F и наковалната A малку поголемо од измерениот предмет, ставете го измерениот предмет. свртете го заштитното копче D' за да го прицврстите измерениот предмет додека не испушти звук, свртете го фиксираното копче G за да ја фиксирате мерната шипка и земете отчитување.
Метод на читање на микрометар за завртка
1. Прво прочитајте ја фиксната скала
2. Повторно прочитајте ја половината скала, ако линијата на половина скала е изложена, запишете ја како 0,5 mm; ако линијата на половина скала не е изложена, запишете ја како 0,0 mm;
3. Повторно прочитајте ја подвижната вага (обрнете внимание на проценката) и запишете ја како n×0,01mm;
4. Конечниот резултат од читањето е фиксна скала + половина скала + подвижна вага
Бидејќи резултатот од читањето на спиралниот микрометар е точен до илјадити во mm, спиралниот микрометар се нарекува и микрометар.
Мерки на претпазливост за спирален микрометар
1. При мерењето, обрнете внимание да престанете да го користите копчето кога микрометарската завртка се приближува до предметот што треба да се мери, а наместо тоа користете го копчето за фино подесување за да избегнете прекумерен притисок, кој не само што може да го направи резултатот од мерењето точен, туку и да заштити микрометарот на завртката.
2. Кога читате, обрнете внимание на тоа дали е изложена врежаната линија што покажува половина милиметар на фиксната скала.
3. При читање има проценета бројка на илјадитото место, која не може случајно да се фрли. Дури и ако нултата точка на фиксната скала е само порамнета со одредена скала линија на подвижната скала, илјадитото место исто така треба да се чита како „0″.
4. Кога малата наковална и микрометарската завртка се блиску една до друга, нултата точка на подвижната вага не се совпаѓа со нултата точка на фиксната вага, и ќе има нулта грешка, која треба да се коригира, т.е. вредноста на нултата грешка треба да се отстрани од отчитувањето на конечното мерење на должината.
Правилна употреба и одржување на спирален микрометар
• Проверете дали нултата линија е точна;
• При мерење, измерената површина на работното парче треба да се избрише;
• Кога работното парче е големо, треба да се измери на железо во форма на V или рамна плоча;
• Избришете ја мерната шипка и наковалната пред мерењето;
• Потребен е уред за запирање при навртување на подвижниот чаур;
• Не олабавувајте го задниот капак, за да не ја менувате нултата линија;
• Не додавајте обично моторно масло помеѓу фиксната и подвижната чаура;
• По употреба, избришете го маслото и ставете го во посебна кутија на суво место.
Целта на Anebon и компанијата е „Секогаш да ги задоволуваме нашите барања на клиентите“. Anebon продолжува да воспоставува и да стилизира и дизајнира извонредни стоки со врвен квалитет и за нашите застарени и за нови потенцијални клиенти и остварува победничка перспектива за нашата клиентела исто како што приспособуваме високопрецизни профили за истиснување, делови за вртење cnc и алуминиумски делови за мелење за клиентите . Anebon со раширени раце, ги покани сите заинтересирани купувачи да ја посетат нашата веб-страница или директно да не контактираат за дополнителни информации.
Фабрички прилагодени во Кина CNC машина и CNC машина за гравирање, производите на Anebon се широко препознаени и доверливи од корисниците и можат да ги задоволат економските и социјалните потреби кои постојано се развиваат. Anebon добредојде нови и стари клиенти од сите сфери на животот да не контактираат за идни деловни односи и постигнување заеднички успех!
Време на објавување: јули-03-2023 година