
Kaip plačiai žinoma giliųjų skylių apdirbimo sistema taikoma mūsų apdirbimo procesui?
Ginklų vamzdžiai ir ginklų sistemos:
Gilus gręžimas atlieka gyvybiškai svarbų vaidmenį gaminant pistoleto vamzdžius, užtikrinant vamzdžio matmenų, šaudymo ir paviršiaus tekstūros tikslumą ir tikslumą.
Aviacijos ir kosmoso pramonė:
Giluminis apdirbimas naudojamas orlaivių važiuoklės, reaktyvinių variklių dalių, sraigtasparnių rotoriaus velenų ir kitų itin svarbių komponentų, kuriems reikalingas išskirtinis tikslumas ir ilgaamžiškumas, gamyboje.
Naftos ir dujų pramonė:
Giliųjų skylių gręžimas naudojamas gaminant įrangą, naudojamą naftos ir dujų žvalgymui, įskaitant gręžimo įrankius, šulinių galvutes ir gamybos vamzdžius.
Automobilių pramonė:
Gaminant variklio komponentus, tokius kaip alkūniniai velenai, skirstomieji velenai, švaistikliai ir degalų įpurškimo dalys, būtina įrengti gilias skylutes.
Medicina ir sveikatos priežiūra:
Giliųjų skylių apdirbimas yra būtinas gaminant chirurginius instrumentus, implantus ir medicinos prietaisus, kuriems reikia tiksliai sukurtų vidinių savybių ir paviršiaus apdailos.
Liejimo ir štampo pramonė:
Giliųjų skylių gręžimas pritaikomas gaminant įpurškimo formas, ekstruzijos štampus ir kitus įrankių komponentus, kuriems reikalingi sudėtingi aušinimo kanalai, kad būtų efektyviai išsklaidyta šiluma.
Pelėsių ir formų taisymas:
Giliųjų skylių apdirbimo sistemos taip pat naudojamos esamų formų ir štampų taisymui arba modifikavimui, leidžiant išgręžti aušinimo kanalus, ežektorių kaiščių skyles ar kitas reikalingas funkcijas.
Gilių skylių apdorojimo sistemos: šeši dažniausiai naudojami modeliai
Kas yra giluminis apdorojimas?
Gili skylė yra ta, kurios ilgio ir skersmens santykis yra didesnis nei 10. Giliųjų skylių gylio ir skersmens santykis paprastai paprastai yra L/d>=100. Tai apima cilindro skyles, taip pat veleno ašinę alyvą, tuščiavidurį veleną ir hidraulinius vožtuvus. Šios skylės dažnai reikalauja didelio tikslumo ir paviršiaus kokybės, o kai kurias medžiagas sunku apdirbti, o tai gali būti gamybos problema. Kokius metodus galite galvoti, kad apdorotumėte gilias skyles?
1. Tradicinis gręžimas
Sukamasis grąžtas, kurį išrado amerikiečiai, yra giliųjų skylių apdorojimo kilmė. Šis grąžtas yra gana paprastos konstrukcijos, į jį lengva įpilti pjovimo skysčio, todėl galima gaminti įvairaus skersmens ir dydžių grąžtus.
2. Pistoletinis gręžtuvas
Giliųjų skylių vamzdžių gręžtuvas pirmą kartą buvo naudojamas ginklų vamzdžiams, taip pat žinomiems kaip gilių skylių vamzdžiai, gaminti. Pistoleto gręžtuvas buvo pavadintas taip, nes vamzdžiai nebuvo besiūliai tikslūs vamzdžiai, o tikslaus vamzdžio gamybos procesas negalėjo atitikti tikslumo reikalavimų. Dėl mokslo ir technologijų plėtros bei giliųjų skylių sistemų gamintojų pastangų giliųjų skylių apdorojimas dabar yra populiarus ir efektyvus apdorojimo būdas. Jie naudojami daugelyje sričių, įskaitant: automobilių pramonę, aviacijos ir kosmoso pramonę, konstrukcijų statybą, medicinos įrangą, liejimo formas / įrankius / strypus, hidraulinę ir slėgio pramonę.
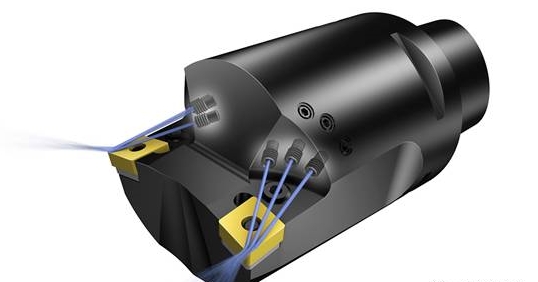
Pistoletų gręžimas yra puikus sprendimas gilių skylių apdorojimui. Gręžimas ginklu yra geras būdas pasiekti tikslių rezultatų. Gręžimas pistoletu gali pasiekti tikslius apdorojimo rezultatus. Jis gali apdoroti įvairias gilias skyles, taip pat specialias gilias skyles, tokias kaip aklinos ir kryžminės skylės.
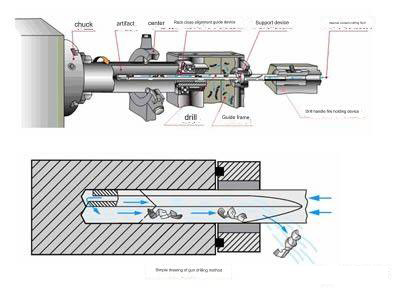
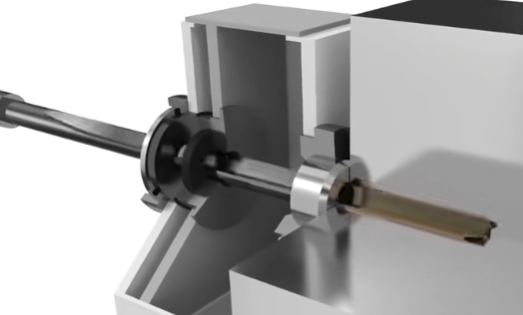
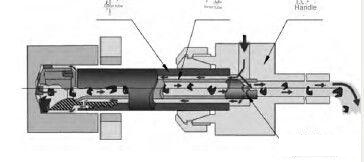
Pistoletų gręžimo sistemos komponentai

Pistoletų grąžtai
3. BTA sistema
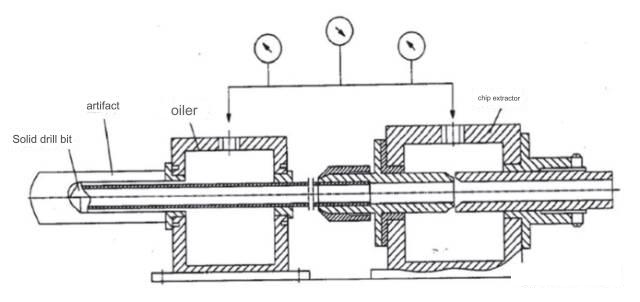
Tarptautinė skylių apdorojimo asociacija išrado gilių skylių gręžtuvą, kuris pašalina drožles iš vidaus. BTA sistemoje naudojami tuščiaviduriai cilindrai gręžimo strypui ir antgaliui. Tai pagerina įrankio standumą ir leidžia greitai surinkti bei išardyti. Paveikslėlyje parodytas jo veikimo principas. Alyvos dozatorius užpildomas pjovimo skysčiu esant slėgiui.
Tada pjovimo skystis praeina per žiedinę erdvę, kurią sukuria gręžimo vamzdis, skylės sienelę ir teka į pjovimo vietą aušinti ir sutepti. Jis taip pat įspaudžia lustą į grąžto drožles. Gręžimo vamzdžio vidinė ertmė yra vieta, kur išleidžiamos drožlės. BTA sistema gali būti naudojama gilioms skylėms, kurių skersmuo didesnis nei 12 mm.
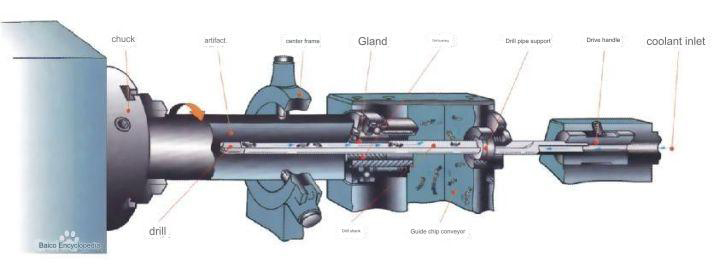
GPGB sistemos sudėtis↑

BAT grąžtas↑
4. Įpurškimo ir siurbimo gręžimo sistema
Reaktyvinio siurbimo gręžimo sistema yra gilių skylių gręžimo technika, kurioje naudojamas dvigubas vamzdis, pagrįstas skysčių mechanikos reaktyviniu siurbimo principu. Purškimo-siurbimo sistema pagrįsta dviejų sluoksnių vamzdiniu įrankiu. Padarius slėgį, pjovimo skystis įpurškiamas iš įleidimo angos. 2/3 pjovimo skysčio, kuris patenka į tarpą tarp išorinio ir vidinio gręžimo strypų, patenka įcnc pritaikyta pjovimo dalisatvėsinti ir sutepti.
Skiedros įstumiamos į vidinę ertmę. Likusi 1/3 pjovimo skysčio dideliu greičiu purškiama į vidinį vamzdį per pusmėnulio formos antgalį. Tai sukuria žemo slėgio zoną vidinėje vamzdžio ertmėje, siurbiančią pjovimo skystį, pernešantį drožles. Skiedros greitai išleidžiamos iš išleidimo angos, naudojant dvigubą purškimą ir siurbimą. Srovės siurbimo gręžimo sistemos daugiausia naudojamos gilių skylių apdorojimui, kurių skersmuo didesnis nei 18 mm.
Reaktyvinio siurbimo gręžimo sistemos principas↑
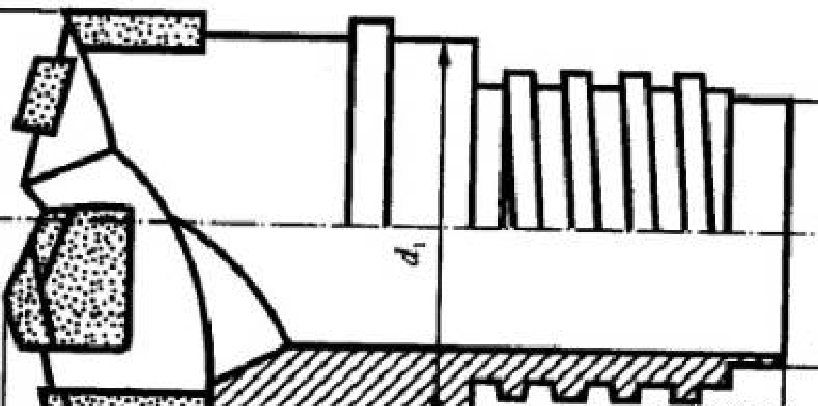
Reaktyvinis siurbimo grąžtas↑
5.DF sistema
DF sistema yra dviejų įvadų vieno vamzdžio vidinė drožlių šalinimo sistema, kurią sukūrė Nippon Metallurgical Co., Ltd. Pjovimo skystis yra padalintas į dvi priekines ir galines šakas, kurios patenka atitinkamai iš dviejų įvadų. 2/3 pjovimo skysčio pirmajame nuteka įcnc metalo pjovimo dalisper žiedinį plotą, kurį sudaro gręžimo vamzdis ir apdirbamos skylės sienelė, ir stumia drožles į drožlių išleidimo angą ant grąžto, patenka į gręžimo vamzdį ir teka į drožlių ištraukiklį; pastarasis 1/3 pjovimo skysčio tiesiogiai patenka į drožlių ištraukiklį ir yra pagreitinamas per siaurą kūginį tarpą tarp priekinių ir galinių purkštukų, sukuriant neigiamo slėgio siurbimo efektą, kad būtų pasiektas pagreitinto drožlių pašalinimo tikslas.
Pirmosios DF sistemos pusės, kuri atlieka „stūmimo“ vaidmenį, struktūra yra panaši į BTA sistemos, o antrosios pusės, kuri atlieka „siurbimo“ vaidmenį, struktūra yra panaši į reaktyvinio siurbimo gręžimo struktūrą. sistema. Kadangi DF sistemoje naudojami du alyvos įleidimo įtaisai, joje naudojamas tik vienas gręžimo vamzdis. Skiedrų stūmimo ir siurbimo metodas yra baigtas, todėl gręžimo strypo skersmuo gali būti labai mažas ir gali būti apdorojamos mažesnės skylės. Šiuo metu minimalus DF sistemos apdorojimo skersmuo gali siekti 6 mm.
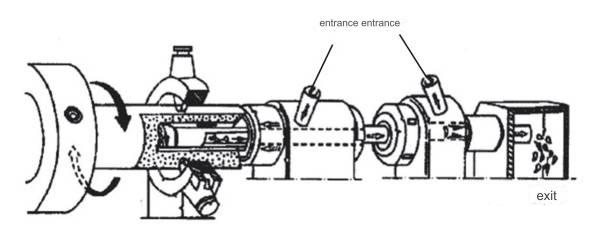
Kaip veikia DF sistema↑
DF gilių skylių grąžtas↑
6. SIED sistema
Šiaurės Kinijos universitetas išrado SIED sistemą, vieno vamzdžio lusto išmetimo sistemą ir siurbimo gręžimo sistemą. Ši technologija pagrįsta trimis vidinėmis drožlių pašalinimo gręžimo technologijomis: BTA (reaktyvinis siurbimo gręžtuvas), DF sistema ir DF sistema. Sistema prideda nepriklausomai reguliuojamą drožlių ištraukimo įrenginį, kuris maitinamas iš maitinimo šaltinio, kad būtų galima nepriklausomai valdyti aušinimo ir drožlių šalinimo skysčio srautą. Kaip parodyta diagramoje, tai yra pagrindinis principas. Hidraulinis siurblys išleidžia pjovimo skystį, kuris vėliau padalijamas į du srautus: pirmasis pjovimo skystis patenka į alyvos tiekimo įrenginį ir teka per žiedinį tarpą tarp gręžimo vamzdžio sienelės ir skylės, kad pasiektų pjovimo dalį, pašalinant drožles.
Pirmasis pjovimo skystis įstumiamas į grąžto angos išleidimo angą. Antrasis pjovimo skystis patenka per tarpą tarp kūginių purkštukų porų ir patenka į drožlių ištraukimo įrenginį. Tai sukuria didelio greičio srovę ir neigiamą slėgį. SIED turi du nepriklausomus slėgio reguliavimo vožtuvus, po vieną kiekvienam skysčio srautui. Juos galima reguliuoti pagal geriausias aušinimo arba drožlių ištraukimo sąlygas. SlED yra sistema, kuri palaipsniui skatinama. Tai sudėtingesnė sistema. SlED sistema šiuo metu gali sumažinti minimalų gręžimo skylės skersmenį iki mažiau nei 5 mm.
Kaip veikia SIED sistema↑
Giliųjų skylių apdorojimo taikymas CNC
Šaunamųjų ginklų ir ginklų gamyba:
Gręžiamos gilios skylės naudojamos ginklams ir ginklų sistemoms gaminti. Tai užtikrina tikslius matmenis, šaudymą ir paviršiaus apdailą, kad ginklas veiktų tiksliai ir patikimai.
Aviacijos ir kosmoso pramonė:
Giliųjų skylių apdirbimo procesas naudojamas orlaivių važiuoklės detalėms, taip pat turbininių variklių dalims ir įvairiems kitiems gyvybiškai svarbiems kosmoso komponentams, kuriems reikalinga aukšta kokybė ir tikslumas, gaminti.
Naftos ir dujų žvalgyba:
Gręžiamos gilios skylės naudojamos įrangos, tokios kaip grąžtai, vamzdžiai, kaip šulinių galvutės, gamybai, kuri yra būtina naftos ir dujų žvalgymui. Gilios skylės leidžia išgauti išteklius, įstrigusius požeminiuose rezervuaruose.
Automobilių pramonė:
Gilių skylių apdorojimas yra būtinas kuriant variklio komponentus, tokius kaip alkūniniai velenai, skirstomieji velenai ir švaistikliai. Norint užtikrinti geriausią šių komponentų veikimą, reikia tikslių vidinių savybių ir apdailos.
Sveikatos priežiūra ir medicina:
Giliųjų skylių apdirbimo procesas naudojamas chirurginiams instrumentams, medicininiams implantams ir įvairiems medicinos instrumentams gaminti. Šiems įrenginiams reikalingos tikslios vidinės savybės ir apdaila, kad būtų užtikrintas maksimalus našumas ir suderinamumas.
Liejimo ir štampo pramonė:
Gilių skylių grąžtas vaidina lemiamą vaidmenį kuriant formas ir štampus. Formoms ir štampams reikia aušinimo kanalų, kad būtų užtikrintas efektyvus šilumos išsklaidymas naudojant tokius procesus kaip liejimas įpurškimas arba skirtingos gamybos procedūros.
Energetikos pramonė:
Giliųjų skylių apdorojimas naudojamas su energija susijusių komponentų, tokių kaip turbinų mentės, šilumokaičiai ir jėgos perdavimo komponentai, gamybai. Šiems komponentams paprastai reikia tikslių vidinių specifikacijų ir apdailos, kad būtų užtikrintas energijos kūrimo efektyvumas.
Gynybos pramonė:
Gilių skylių gręžimas naudojamas su gynyba susijusių gaminių gamybojecnc frezuotos dalyskaip raketų nukreipiklių sistemos ir šarvų plokštės bei aviacijos erdvėlaivių komponentai. Šioscnc apdirbti komponentaireikalauja didelio tikslumo ir ilgalaikio patvarumo, kad būtų užtikrintas jų efektyvumas ir saugumas.
Anebon gali tiekti aukštos kokybės prekes, konkurencingą pardavimo kainą ir geriausią klientų aptarnavimą. „Anebon“ tikslas yra „Jūs atvykote čia su sunkumais, o mes suteiksime jums šypseną išsinešti“ pagal užsakymą metalo štampavimo paslaugai. Dabar „Anebon“ atsižvelgė į visas specifikas, siekdamas užtikrinti, kad kiekvienas produktas ar paslauga būtų patenkinti mūsų pirkėjais.
Taip pat teikiame OEM anoduoto metalo ir lazerinio pjovimo paslaugą, atitinkančią jūsų konkrečius poreikius ir reikalavimus. Turėdama stiprią patyrusių žarnų projektavimo ir kūrimo inžinierių komandą, „Anebon“ kruopščiai vertina kiekvieną galimybę teikti geriausius produktus ir sprendimus savo klientams.
Jei norite sužinoti daugiau, susisiekite su oficialiu asmeniu, atsakingu už Anebon per info@anebon.com, telefonas+86-769-89802722
Paskelbimo laikas: 2023-10-27