
HV, HB ir HRC yra visi kietumo matavimai, naudojami medžiagų bandymams. Išskaidykime juos:
1) HV kietumas (Vickerso kietumas): HV kietumas yra medžiagos atsparumo įspaudimui matas. Jis nustatomas naudojant žinomą apkrovą medžiagos paviršiui naudojant deimantinį įdubimą ir išmatuojant susidariusios įdubos dydį. HV kietumas išreiškiamas Vickerso kietumo (HV) vienetais ir dažniausiai naudojamas plonoms medžiagoms, dangoms ir mažoms dalims.
2) HB kietumas (Brinelio kietumas): HB kietumas yra dar vienas medžiagos atsparumo įspaudimui matas. Tai apima žinomos apkrovos pritaikymą medžiagai, naudojant grūdinto plieno rutulinį įpjovą, ir išmatuojamas susidariusios įdubos skersmuo. HB kietumas išreiškiamas Brinelio kietumo (HB) vienetais ir dažnai naudojamas didesnėms ir stambesnėms medžiagoms, įskaitant metalus ir lydinius.
3) HRC kietumas (Rockwell Hardness): HRC kietumas yra medžiagos atsparumo įspaudimui ar prasiskverbimui matas. Jame naudojamos skirtingos svarstyklės (A, B, C ir t. t.), atsižvelgiant į konkretų bandymo metodą ir naudojamą įpjovos tipą (deimantinis kūgis arba grūdintas plieninis rutulys). HRC skalė dažniausiai naudojama metalinių medžiagų kietumui matuoti. Kietumo vertė pateikiama kaip skaičius HRC skalėje, pvz., HRC 50.
Dažniausiai naudojama HV-HB-HRC kietumo palyginimo lentelė:
| Įprasta juodųjų metalų kietumo palyginimo lentelė (apytikslis stiprumo perskaičiavimas) | ||||
| Kietumo klasifikacija | Tempimo stiprumas N/mm2 | |||
| Rokvelas | Vickers | Brinelis | ||
| HRC | HRA | HV | HB | |
| 17 | — | 211 | 211 | 710 |
| 17.5 | — | 214 | 214 | 715 |
| 18 | — | 216 | 216 | 725 |
| 18.5 | — | 218 | 218 | 730 |
| 19 | — | 221 | 220 | 735 |
| 19.5 | — | 223 | 222 | 745 |
| 20 | — | 226 | 225 | 750 |
| 20.5 | — | 229 | 227 | 760 |
| 21 | — | 231 | 229 | 765 |
| 21.5 | — | 234 | 232 | 775 |
| 22 | — | 237 | 234 | 785 |
| 22.5 | — | 240 | 237 | 790 |
| 23 | — | 243 | 240 | 800 |
| 23.5 | — | 246 | 242 | 810 |
| 24 | — | 249 | 245 | 820 |
| 24.5 | — | 252 | 248 | 830 |
| 25 | — | 255 | 251 | 835 |
| 25.5 | — | 258 | 254 | 850 |
| 26 | — | 261 | 257 | 860 |
| 26.5 | — | 264 | 260 | 870 |
| 27 | — | 268 | 263 | 880 |
| 27.5 | — | 271 | 266 | 890 |
| 28 | — | 274 | 269 | 900 |
| 28.5 | — | 278 | 273 | 910 |
| 29 | — | 281 | 276 | 920 |
| 29.5 | — | 285 | 280 | 935 |
| 30 | — | 289 | 283 | 950 |
| 30.5 | — | 292 | 287 | 960 |
| 31 | — | 296 | 291 | 970 |
| 31.5 | — | 300 | 294 | 980 |
| 32 | — | 304 | 298 | 995 |
| 32.5 | — | 308 | 302 | 1010 m |
| 33 | — | 312 | 306 | 1020 m |
| 33.5 | — | 316 | 310 | 1035 |
| 34 | — | 320 | 314 | 1050 |
| 34.5 | — | 324 | 318 | 1065 |
| 35 | — | 329 | 323 | 1080 |
| 35.5 | — | 333 | 327 | 1095 |
| 36 | — | 338 | 332 | 1110 |
| 36.5 | — | 342 | 336 | 1125 m |
| 37 | — | 347 | 341 | 1140 m |
| 37.5 | — | 352 | 345 | 1160 m |
| 38 | — | 357 | 350 | 1175 m |
| 38.5 | — | 362 | 355 | 1190 |
| 39 | 70 | 367 | 360 | 1210 m |
| 39.5 | 70.3 | 372 | 365 | 1225 m |
| 40 | 70.8 | 382 | 375 | 1260 m |
| 40.5 | 70.5 | 377 | 370 | 1245 m |
| 41 | 71.1 | 388 | 380 | 1280 m |
| 41.5 | 71.3 | 393 | 385 | 1300 |
| 42 | 71.6 | 399 | 391 | 1320 m |
| 42.5 | 71.8 | 405 | 396 | 1340 m |
| 43 | 72.1 | 411 | 401 | 1360 m |
| 43.5 | 72.4 | 417 | 407 | 1385 m |
| 44 | 72.6 | 423 | 413 | 1405 m |
| 44.5 | 72.9 | 429 | 418 | 1430 m |
| 45 | 73.2 | 436 | 424 | 1450 m |
| 45.5 | 73.4 | 443 | 430 | 1475 m |
| 46 | 73.7 | 449 | 436 | 1500 |
| 46.5 | 73.9 | 456 | 442 | 1525 m |
| 47 | 74.2 | 463 | 449 | 1550 m |
| 47.5 | 74.5 | 470 | 455 | 1575 m |
| 48 | 74.7 | 478 | 461 | 1605 m |
| 48.5 | 75 | 485 | 468 | 1630 m |
| 49 | 75.3 | 493 | 474 | 1660 m |
| 49.5 | 75.5 | 501 | 481 | 1690 m |
| 50 | 75.8 | 509 | 488 | 1720 m |
| 50.5 | 76.1 | 517 | 494 | 1750 m |
| 51 | 76.3 | 525 | 501 | 1780 m |
| 51.5 | 76.6 | 534 | — | 1815 m |
| 52 | 76.9 | 543 | — | 1850 m |
| 52.5 | 77.1 | 551 | — | 1885 m |
| 53 | 77.4 | 561 | — | 1920 m |
| 53.5 | 77.7 | 570 | — | 1955 m |
| 54 | 77.9 | 579 | — | 1995 m |
| 54.5 | 78.2 | 589 | — | 2035 m |
| 55 | 78.5 | 599 | — | 2075 m |
| 55.5 | 78.7 | 609 | — | 2115 m |
| 56 | 79 | 620 | — | 2160 m |
| 56.5 | 79.3 | 631 | — | 2205 |
| 57 | 79.5 | 642 | — | 2250 |
| 57.5 | 79.8 | 653 | — | 2295 |
| 58 | 80.1 | 664 | — | 2345 |
| 58.5 | 80.3 | 676 | — | 2395 |
| 59 | 80.6 | 688 | — | 2450 |
| 59.5 | 80.9 | 700 | — | 2500 |
| 60 | 81.2 | 713 | — | 2555 |
| 60.5 | 81.4 | 726 | — | — |
| 61 | 81.7 | 739 | — | — |
| 61.5 | 82 | 752 | — | — |
| 62 | 82.2 | 766 | — | — |
| 62.5 | 82.5 | 780 | — | — |
| 63 | 82.8 | 795 | — | — |
| 63.5 | 83.1 | 810 | — | — |
| 64 | 83.3 | 825 | — | — |
| 64.5 | 83.6 | 840 | — | — |
| 65 | 83.9 | 856 | — | — |
| 65.5 | 84.1 | 872 | — | — |
| 66 | 84.4 | 889 | — | — |
| 66.5 | 84.7 | 906 | — | — |
| 67 | 85 | 923 | — | — |
| 67.5 | 85.2 | 941 | — | — |
| 68 | 85.5 | 959 | — | — |
| 68.5 | 85.8 | 978 | — | — |
| 69 | 86.1 | 997 | — | — |
| 69.5 | 86.3 | 1017 | — | — |
| 70 | 86.6 | 1037 | — | — |
HRC/HB apytikslės konversijos patarimai
Kietumas yra didesnis nei 20HRC, 1HRC≈10HB,
Kietumas yra mažesnis nei 20HRC, 1HRC≈11,5HB.
Pastabos: Apdorojant pjovimą, jis iš esmės gali būti tolygiai konvertuojamas 1HRC≈10HB (ruošinio medžiagos kietumas turi svyravimo diapazoną)
Metalo medžiagos kietumas
Kietumas reiškia medžiagos gebėjimą atsispirti vietinei deformacijai, ypač plastinei deformacijai, įdubimui ar įbrėžimams. Tai yra medžiagos minkštumo ir kietumo rodiklis.
Pagal skirtingus bandymo metodus kietumas skirstomas į tris tipus.
①Įbrėžimų kietumas. Jis daugiausia naudojamas skirtingų mineralų minkštumui ir kietumui palyginti. Metodas yra pasirinkti strypą, kurio vienas galas yra kietas, o kitas – minkštas, išilgai strypo praleidžiama bandoma medžiaga ir pagal įbrėžimo vietą nustatomas bandomos medžiagos kietumas. Kokybiškai kalbant, kieti daiktai daro ilgus įbrėžimus, o minkšti – trumpus.
②Įdubimo kietumas. Metodas, daugiausia naudojamas metalinėms medžiagoms, yra tam tikra apkrova, norint įspausti nurodytą įtrauką į bandomąją medžiagą, ir palyginti bandomos medžiagos minkštumą ir kietumą su vietinės plastinės deformacijos dydžiu ant paviršiaus. medžiaga. Dėl įlenkimo, apkrovos ir apkrovos trukmės skirtumo yra daugybė įdubimo kietumo rūšių, daugiausia įskaitant Brinelio kietumą, Rokvelo kietumą, Vickerso kietumą ir mikrokietumą.
③Atšokimo kietumas. Metodas, daugiausia naudojamas metalinėms medžiagoms, yra priversti specialų mažą plaktuką laisvai nukristi iš tam tikro aukščio, kad jis atsitrenktų į tiriamos medžiagos pavyzdį, ir panaudoti pavyzdyje sukauptą (ir tada išleidžiamą) deformacijos energijos kiekį. smūgio (per mažo plaktuko grįžimą) šuolio aukščio matavimas), siekiant nustatyti medžiagos kietumą.
Dažniausiai metalinių medžiagų kietumas Brinell, Rockwell ir Vickers priklauso kietumui įduboje. Kietumo reikšmė rodo medžiagos paviršiaus gebėjimą atsispirti plastinei deformacijai, kurią sukelia įspaudžiamas kitas objektas; C) kietumui matuoti, o kietumo vertė parodo metalo elastinės deformacijos funkcijos dydį.
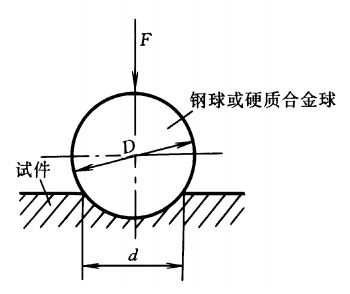
Brinelio kietumas
Kaip įpjovą naudokite gesinto plieno rutulį arba kietojo lydinio rutulį, kurio skersmuo D, įspauskite jį į bandinio paviršių atitinkama bandymo jėga F ir, praėjus nurodytam laikymo laikui, pašalinkite bandymo jėgą, kad gautumėte įdubą. skersmuo d. Bandymo jėgą padalinkite iš įdubos paviršiaus ploto ir gauta vertė yra Brinelio kietumo vertė, o simbolis pavaizduotas HBS arba HBW.
Skirtumas tarp HBS ir HBW yra įtraukos skirtumas. HBS reiškia, kad indenter yra grūdinto plieno rutulys, naudojamas medžiagoms, kurių Brinelio kietumo vertė mažesnė nei 450, pvz., švelnaus plieno, pilkojo ketaus ir spalvotųjų metalų, matuoti. HBW reiškia, kad įdubimas yra cementuotas karbidas, naudojamas medžiagoms, kurių Brinelio kietumas yra mažesnis nei 650, matuoti.
Tam pačiam bandymo blokui, kai kitos bandymo sąlygos yra visiškai vienodos, dviejų bandymų rezultatai skiriasi, o HBW vertė dažnai yra didesnė už HBS vertę, todėl nereikia laikytis kiekybinės taisyklės.
Po 2003 m. mano šalis lygiai taip pat priėmė tarptautinius standartus, panaikino plieninius rutulinius įdubimus ir visas naudotas karbido rutulines galvutes. Todėl HBS nutraukiamas, o HBW naudojamas Brinelio kietumo simboliui pavaizduoti. Daugeliu atvejų Brinelio kietumas išreiškiamas tik HB, nurodant HBW. Tačiau HBS vis dar retkarčiais matomas literatūros straipsniuose.
Brinelio kietumo matavimo metodas tinka ketaus, spalvotųjų metalų lydiniams, įvairiems atkaitintam ir grūdintam bei grūdintam plienui, netinka bandiniams arba mėginiams tirti.cnc tekinimo dalyskurie yra per kieti, per maži, per ploni arba kurių paviršiuje nėra didelių įdubimų.
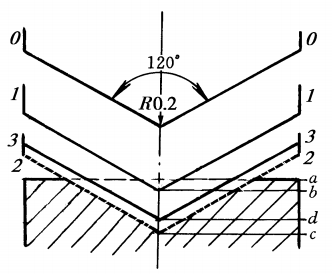
Rokvelo kietumas
Norėdami bendradarbiauti su juo, naudokite deimantinį kūgį, kurio kūgio kampas yra 120° arba Ø1,588 mm ir Ø3,176 mm grūdintus plieninius rutulius. Pradinė apkrova yra 10 kgf, o bendra apkrova yra 60, 100 arba 150 kgf (tai yra, pradinė apkrova ir pagrindinė apkrova). Kietumas išreiškiamas skirtumu tarp įspaudimo gylio, kai pašalinama pagrindinė apkrova, ir įspaudimo gylio, kai pagrindinė apkrova išlaikoma, ir įspaudimo gylio esant pradinei apkrovai po visos apkrovos.
Rokvelo kietumo testas naudoja tris bandymo jėgas ir tris įtraukas. Yra 9 jų deriniai, atitinkantys 9 Rockwell kietumo skales. Šių 9 liniuočių taikymas apima beveik visas dažniausiai naudojamas metalines medžiagas. Yra trys dažniausiai naudojami HRA, HRB ir HRC, tarp kurių HRC yra plačiausiai naudojamas.
Dažniausiai naudojama Rockwell kietumo bandymo specifikacijų lentelė:
| Kietumas | | | Kietumas | |
| | | | | Karbidas, karbidas, |
| | | | | Atkaitintas, normalizuotas plienas, aliuminio lydinys |
| | | | | grūdintas plienas, grūdintas ir grūdintas plienas, gilus |
HRC skalės naudojimo diapazonas yra 20–70 HRC. Kai kietumo vertė yra mažesnė nei 20HRC, nes kūginisaliuminio cnc apdirbimo dalisper daug paspaudžiamas įdubimas, sumažėja jautrumas, todėl vietoj jo reikia naudoti HRB skalę; kai pavyzdžio kietumas yra didesnis nei 67HRC, spaudimas įpjovos galiukui yra per didelis ir deimantas lengvai pažeidžiamas. Įtraukos tarnavimo laikas labai sutrumpės, todėl vietoj jo paprastai turėtų būti naudojama HRA skalė.
„Rockwell“ kietumo testas yra paprastas, greitas ir mažas įdubimas, juo galima patikrinti gatavų gaminių ir kietų bei plonų ruošinių paviršių. Dėl mažo įdubimo nelygios struktūros ir kietumo medžiagoms kietumo reikšmė labai svyruoja, o tikslumas nėra toks didelis, kaip Brinelio kietumas. Rokvelo kietumas naudojamas plieno, spalvotųjų metalų, kietųjų lydinių ir kt. kietumui nustatyti.
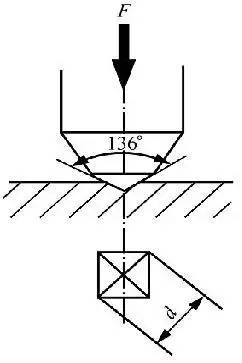
Vickerso kietumas Vickerso kietumas
Vickerso kietumo matavimo principas yra panašus į Brinelio kietumo matavimo principą. Naudokite rombinę kvadratinę piramidę, kurios kampas yra 136°, kad įspaustumėte į medžiagos paviršių nurodyta bandymo jėga F ir pašalinkite bandymo jėgą, palaikydami nurodytą laiką. Kietumas išreiškiamas vidutiniu slėgiu kvadratinės piramidės įdubos paviršiaus ploto vienete. Vertė, ženklo simbolis yra HV.
Vickers kietumo matavimo diapazonas yra didelis ir juo galima matuoti medžiagas, kurių kietumas svyruoja nuo 10 iki 1000 HV. Įdubimas yra mažas ir paprastai naudojamas plonesnėms medžiagoms ir paviršiaus sukietėjusiems sluoksniams, pvz., karbieracijai ir azotavimui, matuoti.
Leebo kietumas Leebo kietumas
Naudokite tam tikros masės volframo karbido rutulinės galvutės smūgio korpusą, kad, veikiant tam tikra jėga, atsitrenktumėte į bandinio paviršių, o tada atšoktumėte. Dėl skirtingo medžiagų kietumo skiriasi ir atšokimo greitis po smūgio. Ant smūgio įtaiso sumontuotas nuolatinis magnetas. Kai smūginis kūnas juda aukštyn ir žemyn, jo periferinė ritė sukels elektromagnetinį signalą, proporcingą greičiui, o tada per elektroninę grandinę pavers jį Leebo kietumo verte. Simbolis pažymėtas kaip HL.
Leeb kietumo matuokliui nereikia darbo stalo, o jo kietumo jutiklis yra toks pat mažas kaip rašiklis, kurį galima tiesiogiai valdyti ranka ir galima lengvai nustatyti, ar tai didelis, sunkus ruošinys, ar sudėtingų geometrinių matmenų ruošinys.
Kitas Leeb kietumo privalumas yra tai, kad jis labai mažai pažeidžia gaminio paviršių, o kartais gali būti naudojamas kaip neardomasis bandymas; jis yra unikalus atliekant kietumo bandymus visomis kryptimis, siaurose erdvėse ir ypatingasaliuminio detalės.
Anebonas laikosi principo „Sąžiningas, darbštus, iniciatyvus, novatoriškas“, siekdamas nuolat ieškoti naujų sprendimų. Anebonas perspektyvas, sėkmę vertina kaip asmeninę sėkmę. Leiskite „Anebon“ kartu kurti klestinčią ateitį žalvario apdirbtų dalių ir sudėtingų titano cnc dalių / štampavimo priedų gamybai. Anebon dabar turi visapusišką prekių tiekimą, o pardavimo kaina yra mūsų pranašumas. Sveiki atvykę pasiteirauti apie Anebon gaminius.
Madingi produktai Kinijos CNC apdirbimo dalis ir tikslioji dalis, jei iš tikrųjų kuris nors iš šių elementų jus sudomins, praneškite mums. Anebon mielai pateiks jums pasiūlymą, kai gausite išsamias specifikacijas. Anebon turi savo asmeninius specialistus MTEP inžinierius, kad atitiktų visus reikalavimus. Anebonas nekantriai laukia jūsų užklausų ir tikimės, kad ateityje turėsime galimybę dirbti kartu su jumis. Sveiki atvykę pažvelgti į Anebono organizaciją.
Paskelbimo laikas: 2023-05-18