
1. Tapassing fan calipers
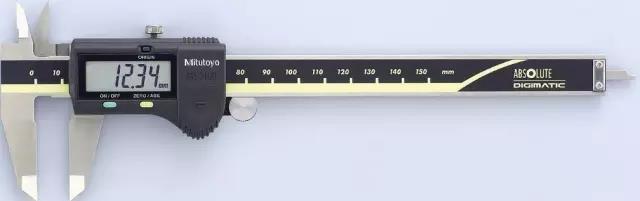
De caliper kin mjitte de ynderlike diameter, bûtenste diameter, lingte, breedte, dikte, stap ferskil, hichte, en djipte fan it objekt; de caliper is it meast brûkte en handichste en faak brûkte mjitynstrumint op 'e ferwurkingsside.
Digitale caliper: Resolúsje 0.01mm, brûkt foar grutte mjitting mei lytse tolerânsje (hege krektens).
Tafelkaart: resolúsje 0.02mm, brûkt foar konvinsjonele grutte mjitting.

Vernier caliper: 0.02mm resolúsje, brûkt foar roughing mjitting.

Foardat jo de caliper brûke, ferwiderje it stof en smoargens mei skjin wyt papier (brûk it bûtenste oerflak fan 'e caliper om it wite papier te fangen en lûk it dan natuerlik út; werhelje 2-3 kear)
By it mjitten mei in skuorre moat it mjitflak fan de skuorre sa parallel as mooglik loodrjocht stean op it mjitflak fan it mjitten objekt;
By it brûken fan djipte mjitting, as it mjitten foarwerp hat in R hoeke, is it nedich om te kommen dat de R hoeke, mar tichtby de R hoeke, en de djipte liniaal moat wêze sa fertikaal mooglik oan de mjitten hichte;
As de caliper de silinder mjit, moat it wurde draaid, en de maksimale wearde wurdt mjitten yn seksjes:CNC ferwurkjen diel.
Troch de hege frekwinsje fan it brûken fan calipers moat it ûnderhâldswurk it bêste wêze. Nei elke dei fan gebrûk, moat it skjinmakke wurde en yn 'e doaze pleatst wurde. Foardat gebrûk is in blok nedich om de krektens fan 'e caliper te kontrolearjen.
2. Tapassing fan mikrometer

Foardat jo de mikrometer brûke, ferwiderje it stof en smoargens mei in skjin wyt papier (brûk de mikrometer om it kontaktflak en it skroefflak te mjitten en it wyt papier sit fêst en lûk it dan natuerlik út, werhelje 2-3 kear), draaie dan de knop om it kontakt te mjitten As it oerflak yn fluch kontakt is mei it skroefflak, wurdt fine oanpassing brûkt, en as de twa oerflakken folslein yn kontakt binne, kin nuloanpassing wurde útfierd om te mjitten.machined diel
Wannear't it mjitten fan de hardware mei in mikrometer, ferpleatse de knop, en as it yn kontakt komt mei it wurkstik, brûk dan de fine-tuning knop om yn te skroeven Stopje en lês de gegevens fan it display of skaal as jo trije klikken hearre.
By it mjitten fan plestikprodukten reitsje it mjittingkontaktflak en de skroef it produkt licht oan.
By it mjitten fan de diameter fan shafts mei in mikrometer, mjit op syn minst twa rjochtingen en mjit de mikrometer yn 'e maksimale mjitting yn seksjes. De twa kontaktflakken moatte altyd skjin wurde hâlden om mjitflaters te ferminderjen.
3. Tapassing fan hichte hearsker
De hichtemeter wurdt benammen brûkt om de hichte, djipte, flatness, verticality, konsintrisiteit, koaksialiteit, oerflakvibraasje, toskvibraasje, djipte en hichte te mjitten. By it mjitten, kontrolearje earst de sonde en de ferbiningsdielen op losheid.

4. Precision mjitynstrumint: sekundêr elemint
It twadde elemint is in net-kontakt mjitynstrumint mei hege prestaasjes en presyzje. It sensorelemint fan it mjitynstrumint is net yn direkte kontakt mei it oerflak fan it mjitten diel, sadat der gjin meganyske mjitkrêft is; it twadde elemint stjoert de fongen ôfbylding troch de gegevens line nei de gegevens akwisysje kaart fan de kompjûter fia de projeksje metoade. Ofbylde op 'e kompjûtermonitor troch de software: ferskate geometryske eleminten (punten, linen, sirkels, bôgen, ellipsen, rjochthoeken), ôfstannen, hoeken, krusingen, geometryske tolerânsjes (rûnheid, rjochtheid, parallelisme, fertikaal) Graad, oanstriid, posysje, konsintrisiteit , symmetry), en CAD-útfier foar 2D-tekening. De kontoer fan it wurkstik kin wurde waarnommen, en de oerflakfoarm fan it opake wurkstik kin wurde mjitten.CNC

5. Precision mjitynstruminten: trijediminsjonale
De skaaimerken fan it trijediminsjonale elemint binne hege presyzje (oant μm-nivo), universaliteit (kin in ferskaat oan lingtemjitynstruminten ferfange), kin brûkt wurde om geometryske aspekten te mjitten (neist de eleminten dy't it twadde elemint kin mjitte, it kin ek mjitte silinders en kegels), Foarm en posysje tolerânsje (njonken de foarm en posysje tolerânsje dat kin wurde metten troch de twadde elemint, ynklusyf cylindricity, flatness, line profyl, oerflak profyl, koaksiale, komplekse oerflak, sa lang as de trijediminsjonale sonde Wêr't it kin wurde oanrekke, syn geometryske grutte, ûnderlinge posysje, it oerflak profyl kin wurde mjitten en gegevens ferwurking wurdt foltôge mei help fan in kompjûter; hege fleksibiliteit, en treflike digitale mooglikheden, it is wurden in wêzentlik part fan moderne mal ferwurkjen en produksje en kwaliteitssoarch Middels, praktyske ark.

We are a reliable supplier and professional in CNC service. If you need our assistance, please get in touch with me at info@anebon.com.
Anebon Metal Products Limited kin CNC-ferwurkjen, die casting, plaatmetaalferwurkingstsjinsten leverje, nim dan gerêst kontakt mei ús op.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Post tiid: Apr-13-2020