
La qualité de performance des boulons utilisés pour la connexion des structures en acier est 3,6, 4,6, 4,8, 5,6, 6,8, 8,8, 9,8, 10,9, 12,9 et ainsi de suite. Les boulons de nuance 8.8 et supérieure sont fabriqués en acier allié à faible teneur en carbone ou en acier à carbone moyen et traités thermiquement (trempés, revenus), qui sont généralement appelés boulons à haute résistance et les autres sont généralement appelés boulons ordinaires.Le fil de haute précision est la clé de la fabricationpièces d'usinage CNC de haute qualité.

L'étiquette de qualité de performance des boulons est composée de deux parties, qui représentent respectivement la valeur nominale de résistance à la traction et le taux de flambement du matériau du boulon. Tel que:
Pour les boulons de classe de performance 4.6, la signification est la suivante :
La résistance à la traction nominale du matériau des boulons peut atteindre 400 MPa ;
Le rapport de résistance du matériau des boulons est de 0,6 ;
La limite d'élasticité nominale du matériau des boulons est de 400 × 0,6 = 240 MPa.
Le boulon haute résistance de qualité 10.9, son matériau après traitement thermique, peut atteindre :
La résistance à la traction nominale du matériau des boulons atteint 1 000 MPa ;
Le rapport de résistance du matériau des boulons est de 0,9 ;
La limite d'élasticité nominale du matériau des boulons est de 1 000 × 0,9 = 900 MPa.
La signification de la qualité de performance des boulons est une norme internationale. Les boulons de même niveau de performance, quelle que soit la différence entre leurs matériaux et leur origine, ont les mêmes performances, et seul le niveau de performance peut être sélectionné dans la conception.
Les degrés de résistance 8,8 et 10,9 font référence aux degrés de résistance aux contraintes de cisaillement des boulons 8,8 GPa et 10,9 GPa.
8.8 Résistance nominale à la traction 800N/MM2 limite d'élasticité nominale 640N/MM2
Généralement, « x. Y” est utilisé pour indiquer la résistance du boulon, X*100= la résistance à la traction du boulon, X*100* (Y/10) = la limite d'élasticité du boulon (car selon l'étiquette : limite d'élasticité/traction force =Y/10)
Telle que 4,8, la résistance à la traction du boulon est : 400 MPa ; La limite d'élasticité est de 400*8/10=320MPa.
De plus : les boulons en acier inoxydable sont généralement étiquetés A4-70, A2-70, ce qui signifie une autre interprétation.
Pour mesurer le
Unité de mesure de longueur dans le monde aujourd'hui, il existe deux types principaux, l'un pour le système métrique, l'unité de mesure est le mètre (m), les centimètres (cm), les millimètres (mm), etc., en Europe, en Chine, au Japon et dans d'autres pays du sud-est. L'Asie est plus utilisée, une autre est l'anglais, l'unité de mesure est principalement pour les pouces (pouces), équivalent à la vieille ville « dans notre pays, est largement utilisée aux États-Unis, en Grande-Bretagne et dans d'autres pays européens et américains.
Mesure métrique : (base 10) 1m =100 cm=1000 mm
Système impérial : (base 8) 1 pouce = 8 minutes 1 pouce = 25,4 mm 3/8 x 25,4 = 9,52
Les produits en dessous de 1/4 utilisent le numéro de désignation pour représenter la taille de leur adresse, par exemple : 4#, 5#, 6#, 7#, 8#, 10#, 12#.
Le pas de vis
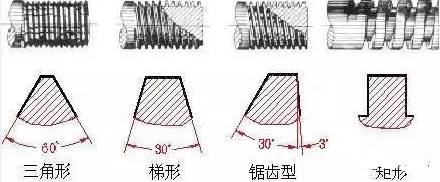
Un fil est une forme avec des lignes spirales uniformes sur la section de la surface externe ou interne d'un solide. Selon ses caractéristiques structurelles et ses utilisations, on peut les diviser en trois catégories :
Fil conducteur : forme de dent triangulaire, utilisée pour assembler ou fixer des pièces. Le filetage commun est divisé en deux types de filetage grossier et de filetage fin selon le pas, et le filetage fin a une résistance de connexion plus élevée.
Fil de transmission : forme de dent trapèze, rectangle, scie et triangle, etc.
Filetage de joint : utilisé pour le raccordement du joint, principalement le filetage de tuyau, le filetage conique et le filetage de tuyau conique.
Classement selon la forme :
Qualité d'ajustement du filetage
Les filetages de haute précision font partie intégrante de la fabricationPièces d'usinage CNC de haute qualité.
L'ajustement est le degré de jeu ou de serrage entre les filetages de vis, et le degré d'ajustement est la combinaison spécifiée d'écarts et de tolérances agissant sur les filetages interne et externe.
1. Pour un filetage en pouces uniforme, il existe trois qualités de filetage externe : 1A, 2A et 3A, et trois qualités de filetage interne : 1B, 2B et 3B, toutes adaptées à un espacement. Plus le numéro de rang est élevé, plus l’ajustement est serré. En pouces FILETAGES, L'écart est spécifié uniquement pour les grades 1A et 2A, L'écart pour le grade 3A est nul et L'écart pour les grades 1A et 2A est égal. Plus le nombre de nuances est grand, plus la tolérance est faible.
Classes 1A et 1B, classes de tolérance très lâches, adaptées à l'ajustement par tolérance des filetages internes et externes.
Les classes 2A et 2B sont les classes de tolérance de filetage les plus courantes prescrites pour la série britannique de fixations mécaniques.
Classe 3A et 3B, vis pour former l'ajustement le plus serré, adapté aux fixations avec des tolérances serrées, pour une conception critique en matière de sécurité.
Pour les filetages externes, les CLASSE 1A et 2A ont une tolérance d'ajustement, la CLASSE 3A n'en a pas. La tolérance de classe 1A est 50 % supérieure à la tolérance de classe 2A, 75 % supérieure à la tolérance de classe 3A, pour les filetages internes, la tolérance de classe 2B est 30 % supérieure à la tolérance 2A. La classe 1B est 50 % plus grande que la classe 2B et 75 % plus grande que la classe 3B.
2. Filetage métrique, le filetage externe a trois qualités de filetage : 4h, 6h et 6g, le filetage interne a trois qualités de filetage : 5H, 6H, 7H. (Les degrés de précision du filetage quotidien sont I, II, III et généralement II.) Dans le filetage métrique, l'écart de base de H et h est nul. L'écart fondamental de G est positif et l'écart fondamental de E, F et G est négatif.
H est la position de la zone de tolérance commune du filetage interne, généralement non utilisé comme revêtement de surface, ou avec une très fine couche de phosphatation. Déviation de base de la position G pour des occasions spéciales, telles qu'un revêtement plus épais, généralement rarement utilisé.
g est couramment utilisé pour le placage d'un revêtement mince de 6 à 9 um. Si les exigences de dessin du produit sont des boulons de 6 h, le filetage avant le placage adopte une bande de tolérance de 6 g.
La meilleure combinaison d'ajustement de filetage H/g, H/h ou G/h, pour les boulons, écrous et autres filetages de fixation raffinés, l'ajustement standard recommandé 6H/6g.
3. Marquage du fil
Les principaux paramètres géométriques des filetages autotaraudeurs et autoforants
1. Grand diamètre/diamètre extérieur (d1) : le diamètre d'un cylindre imaginaire avec des couronnes filetées superposées. Le diamètre du filetage représente essentiellement le diamètre nominal de la taille du filetage.
2. Passage/diamètre du fond (d2) : le diamètre d'un cylindre imaginaire où le bas du filetage se chevauche.
3. Espacement des dents (p) : désigne la distance axiale entre deux points correspondants de dents adjacentes sur la ligne médiane. Dans le système impérial, la distance entre les dents est indiquée par le nombre de dents par pouce (25,4 mm).
La liste suivante répertorie les spécifications courantes de la distance dentaire (métrique) Nombre de dents (pouces)
1) Autotaraudeuse métrique :
Spécifications : ST 1.5, ST1.9, ST2.2, ST2.6, ST2.9, ST3.3, ST3.5, ST3.9, ST4.2, ST4.8, ST5.5, ST6.3, ST8.0, ST9.5
Distance des dents : 0,5, 0,6, 0,8, 0,9, 1,1, 1,3, 1,3, 1,3, 1,4, 1,6, 1,8, 1,8, 2,1, 2,1.
2) Dents autotaraudeuses britanniques :
Spécifications : 4#, 5#, 6#, 7#, 8#, 10#, 12#, 14#
Nombre de dents : dents AB 24, 20, 20, 19, 18, 16, 14, 14.
Dent A 24, 20, 18, 16, 15, 12, 11, 10
Heure de publication : 08 octobre 2022