
Yleisiä langanleikkausmenetelmiä
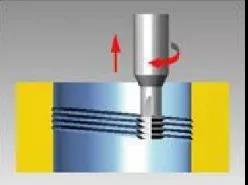

Jyrsintäkierre Sorvauskierre
Tekninen prosessi
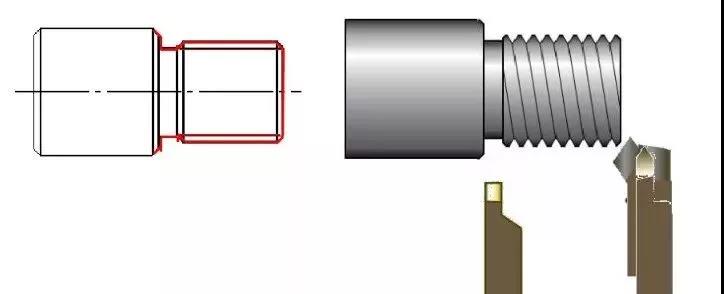
Kääntyvä päätypinta yksi kääntölanka päähalkaisija (d < nimellishalkaisija) yksi kääntyvä alileikkaus (< kierteen pieni halkaisija) → viiste → kääntökierre (monileikkurin sorvaus)
Asennustaidot
Työkappaleen asennus
Valitse oikea kiinnitysasento.
Puristusvoimaa riittää.


Asenna osa
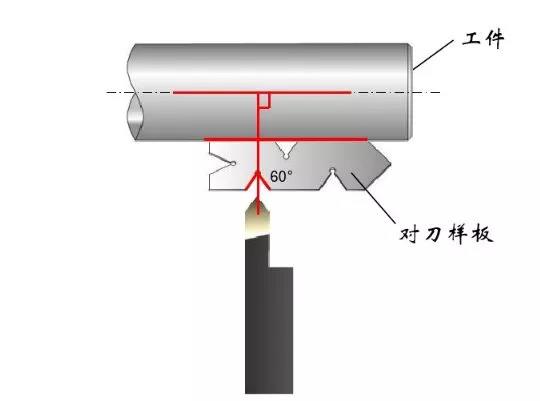
Tärkeimmät asennuskohdat: työkalun kärjen kulmanjakoviiva on kohtisuorassa työkappaleen akseliin nähden.cnc kääntöosa
Työstökoneiden säätö
Langan kääntämiseen
Säädä karan nopeutta
Säätökulma

Huomaa
1. Vältä "satunnaista solkia"
[jos jälkimmäinen veitsi ei putoa edellisen veitsen sorvausmenetelmän kierreuraan, työkappale romutetaan. ]
Jos ruuvin nousu ei ole työkappaleen nousun kokonaisarvo, sitä on käännettävä kääntämällä eteen- ja taaksepäin
Työkappaleen ja karan välistä suhteellista asentoa ei voi muuttaa.
Jos työkalua vaihdetaan tai hiotaan, työkalu on säädettävä uudelleen.cnc-työstöosa
2. Estä "puukottaminen"
[työstövaran jakautuminen on kohtuuton, tai yhden sorvauksen lisäys on järkevämpi, mikä tekee kierteen molemmista puolista karkeita ja tasaisia. ]
Työkappaleen ja työkalun kiinnitys
Kohtuullinen päästöoikeuksien jako ja oikean syöttötavan valinta
Vedä veitsi pois ajoissa.
Anebon Metal Products Limited voi tarjota CNC-työstö-, painevalu- ja levymetallin työstöpalveluita, ota rohkeasti yhteyttä.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Postitusaika: 02.01.2020