
Ymmärrätkö noniersatulien ja mikrometrien sekä CNC-teollisuuden välisen suhteen?
Sekä noniersatulat että mikrometrit ovat tarkkuusmittaustyökaluja, joita käytetään yleisesti CNC-teollisuudessa tarkkoihin mittamittauksiin.
Vernier-satulat, jotka tunnetaan myös nimellä nonieriset vaa'at tai liukuvat jarrusatulat, ovat kädessä pidettäviä mittalaitteita, joita käytetään esineiden ulkomittojen (pituuden, leveyden ja paksuuden) mittaamiseen. Ne koostuvat pääasteikosta ja liukuvasta nonia-asteikosta, mikä mahdollistaa tarkat lukemat pääasteikon resoluutiota pidemmälle.
Mikrometrit sen sijaan ovat erikoistuneempia ja pystyvät mittaamaan erittäin pieniä matkoja suurella tarkkuudella. Niitä käytetään mittojen, kuten halkaisijan, paksuuden ja syvyyden mittaamiseen. Mikrometrit antavat mittaukset mikrometreinä (µm) tai millimetrin tuhannesosina.
CNC-teollisuudessa tarkkuus on ratkaisevan tärkeää tarkkojen koneistus- ja valmistusprosessien varmistamiseksi. Vernier-satulat ja mikrometrit ovat tärkeitä laadunvalvonnassa, tarkastuksissa ja tarkoissa mittauksissaCNC koneistetut osat. Niiden avulla CNC-käyttäjät ja teknikot voivat tarkistaa mitat, ylläpitää tiukat toleranssit ja varmistaa CNC-koneiden oikean toiminnan.
CNC-tekniikan ja tarkkojen mittaustyökalujen, kuten noniersatulat ja mikrometrit, yhdistelmä auttaa virtaviivaistamaan tuotantoprosesseja, parantamaan tehokkuutta ja toimittamaan korkealaatuisia CNC-koneistettuja komponentteja.
Yleiskatsaus Vernier-satulat
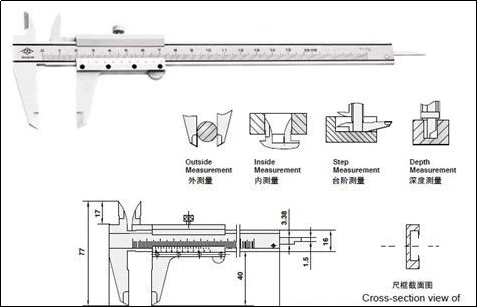
Laajalti käytettynä korkean tarkkuuden mittaustyökaluna noniersatula koostuu kahdesta osasta: päävaa'an ja liukuvan nonieristä, joka on kiinnitetty päävaakaan. Jaettuna nounin asteikkoarvon mukaan, nonien paksuus jaetaan kolmeen tyyppiin: 0,1, 0,05 ja 0,02 mm.
Kuinka lukea vernier-satulat
Ottamalla esimerkkinä tarkkuusnonieristulat, jonka asteikkoarvo on 0,02 mm, lukumenetelmä voidaan jakaa kolmeen vaiheeseen;
1) Lue koko millimetri pääasteikon lähimmän asteikon mukaan apuasteikon nollaviivan vasemmalla puolella;
2) Kerro 0,02, jos haluat lukea desimaalilukua apuasteikon nollaviivan oikealla puolella olevan pääasteikon asteikon kanssa kohdistettujen kaiverrettujen viivojen lukumäärän mukaan;
3) Laske yllä olevat kokonaisluku- ja desimaaliosat yhteen saadaksesi kokonaiskoon.
Lukumenetelmä 0,02 mm:n noniersatulalle
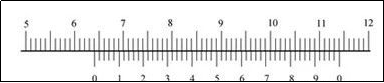
Kuten yllä olevasta kuvasta näkyy, pääasteikon etuosan asteikko ala-asteikon 0-viivaa vasten on 64 mm, ja yhdeksäs rivi ala-asteikon 0-viivan jälkeen on kohdistettu pääasteikon kaiverretun viivan kanssa.
9. rivi ala-asteikon rivin 0 jälkeen tarkoittaa: 0,02 × 9 = 0,18 mm
Mitatun työkappaleen koko on siis: 64+0,18=64,18mm
Kuinka käyttää noniersatulaa
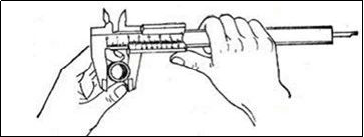
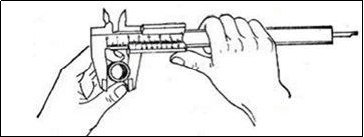
Tuo leuat yhteen nähdäksesi, onko nonieri kohdakkain pääasteikon nollamerkin kanssa. Jos se on kohdistettu, se voidaan mitata: jos se ei ole kohdistettu, tulee kirjata nollavirhe: Nonierin nolla-asteikkoviivaa kutsutaan positiiviseksi nollavirheeksi viivaimen rungon nolla-asteikkoviivan oikealla puolella, ja negatiivista nollavirhettä kutsutaan negatiiviseksi nollavirheeksi viivaimen rungon nolla-asteikkoviivan vasemmalla puolella (tämä Tämä säätömenetelmä on yhdenmukainen numeroakselin, origon, säätelyn kanssa on positiivinen, kun origo on oikealla, ja negatiivinen, kun origo on vasemmalla).
Kun mittaat, pidä viivaimen rungosta kiinni oikealla kädelläsi, liikuta kohdistinta peukalolla ja pidäcnc alumiiniosatulkohalkaisijalla (tai sisähalkaisijalla) vasemmalla kädelläsi siten, että mitattava esine sijaitsee ulompien mittakynsien välissä ja kun se on tiukasti kiinni mittakynsiin, voit lukea alla olevan kuvan mukaisesti :
Vernier-sattojen käyttö CNC-työstöpalveluissa
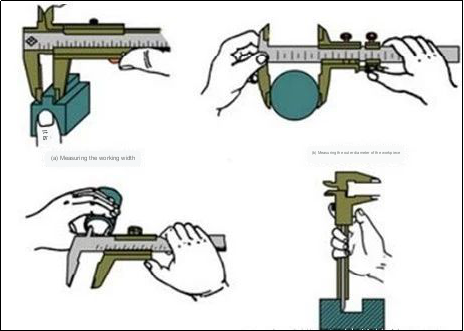
Yleisenä mittaustyökaluna noniersatulaa voidaan käyttää seuraavilla neljällä tavalla:
1) Mittaa työkappaleen leveys
2) Mittaa työkappaleen ulkohalkaisija
3) Mittaa työkappaleen sisähalkaisija
4) Mittaa työkappaleen syvyys
Näiden neljän näkökohdan erityiset mittausmenetelmät on esitetty alla olevassa kuvassa:
Vernier-sattojen käyttö sisäänCNC-työstöpalvelut
Yleisenä mittaustyökaluna noniersatulaa voidaan käyttää seuraavilla neljällä tavalla:
1) Mittaa työkappaleen leveys
2) Mittaa työkappaleen ulkohalkaisija
3) Mittaa työkappaleen sisähalkaisija
4) Mittaa työkappaleen syvyys
Näiden neljän näkökohdan erityiset mittausmenetelmät on esitetty alla olevassa kuvassa:
Käyttöön liittyvät varotoimet
Noniersatula on suhteellisen tarkka mittaustyökalu ja sitä käytettäessä kannattaa kiinnittää huomiota seuraaviin seikkoihin:
1. Ennen käyttöä puhdista kahden pidikejalan mittauspinta, sulje kaksi pidikejalkaa ja tarkista, onko lisäviivaimen 0-viiva kohdakkain pääviivaimen 0-viivan kanssa. Jos ei, mittauslukemaa tulee korjata alkuperäisen virheen mukaan.
2. Työkappaletta mitattaessa kiinnitysjalan mittauspinnan tulee olla yhdensuuntainen tai kohtisuorassa työkappaleen pintaan nähden, eikä se saa olla vinossa. Ja voima ei saa olla liian suuri, jotta ne eivät väänny tai kuluttaisi jalkoja, mikä vaikuttaa mittaustarkkuuteen. 3. Lukeessa näkölinjan tulee olla kohtisuorassa asteikon pintaan nähden, muuten mittausarvo on epätarkka.
4. Kun mittaat sisähalkaisijaa, ravista sitä kevyesti saadaksesi maksimiarvon.
5. Kun noniersatula on käytetty, pyyhi se huolellisesti, levitä suojaöljyä ja aseta se tasaisesti kanteen. siltä varalta, että se ruostuu tai vääntyy.
Kierremikrometri, jota kutsutaan myös mikrometriksi, on tarkka mittaustyökalu. Kierremikrometrin periaate, rakenne ja käyttö selitetään alla.
Mikä on spiraalimikrometri?
Spiraalimikrometri, joka tunnetaan myös nimellä mikrometri, spiraalimikrometri, senttikortti, on tarkempi työkalu pituuden mittaamiseen kuin noniersatula. Se voi mitata pituuden tarkasti 0,01 mm:iin ja mittausalue on useita senttejä.
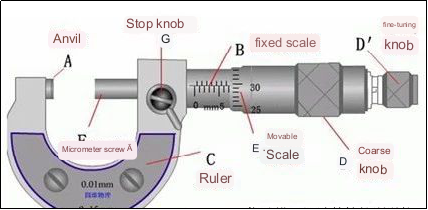
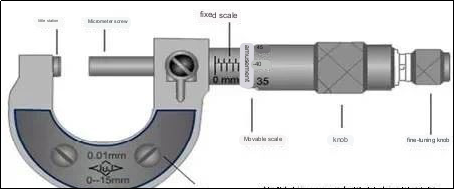
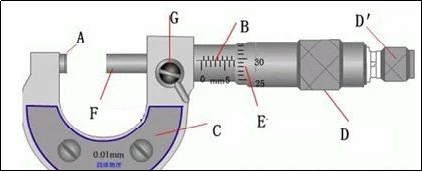
Spiraalimikrometrin rakenne
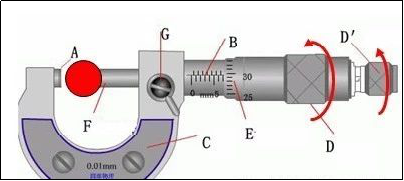
Seuraavassa on kaavio spiraalimikrometrin rakenteesta:
Ruuvimikrometrin toimintaperiaate
Ruuvimikrometri on valmistettu ruuvivahvistusperiaatteella, eli ruuvi pyörii kerran mutterissa ja ruuvi etenee tai vetäytyy pyörimisakselin suunnassa yhden nousun verran. Siksi akselia pitkin liikkuva pieni etäisyys voidaan ilmaista ympärysmitan lukemalla.
Ruuvimikrometrin tarkkuuskierteen nousu on 0,5 mm ja siirrettävässä asteikossa on 50 tasaisesti jaettua asteikkoa. Kun liikkuva asteikko pyörii kerran, mikrometriruuvi voi edetä tai vetäytyä 0,5 mm, joten jokaisen pienen jaon kiertäminen vastaa mittaamista. Mikroruuvi etenee tai vetäytyy 0,5/50 = 0,01 mm. Voidaan nähdä, että jokainen liikkuvan asteikon pieni jako edustaa 0,01 mm, joten ruuvimikrometri voi olla tarkkuudella 0,01 mm. Koska sen voidaan arvioida lukevan toista, se voidaan lukea millimetrin tuhannesosaan, joten sitä kutsutaan myös mikrometriksi.
Kuinka käyttää spiraalimikrometriä
Kun autamme asiakkaitamme usein yhdistämään tiedonkeruuinstrumenttimme spiraalimikrometriin korkean hyötysuhteen mittaamiseksi, ohjaamme asiakkaita usein toimimaan seuraavasti tehdessään spiraalimikrometriä:
1. Tarkista nollapiste ennen käyttöä: käännä hitaasti hienosäätönuppia D′ saadaksesi mittatanko (F) kosketuksiin mittalasiin (A), kunnes räikkä kuuluu. Tällä hetkellä liikkuvan viivaimen (liikkuva holkin) nollapiste Kaiverretun viivan tulee olla kohdakkain kiinteän holkin vertailuviivan (pitkä vaakaviiva) kanssa, muuten tulee nollavirhe.
2. Pidä viivaimen runkoa (C) vasemmassa kädessä, käännä karkeasäätönuppia D oikealla kädellä niin, että mittatangon F ja alasin A välinen etäisyys on hieman suurempi kuin mitattu kohde, aseta mitattu esine sisään, käännä suojanuppia D' kiinnittääksesi mitatun kohteen, kunnes kunnes räikkä antaa ääntä, käännä kiinteää nuppia G kiinnittääksesi mittatangon ja ota lukema.
Ruuvimikrometrin lukumenetelmä
1. Lue ensin kiinteä asteikko
2. Lue puoliasteikko uudelleen, jos puoliasteikon viiva on esillä, kirjaa se 0,5 mm:ksi; jos puoliasteikon viiva ei ole esillä, kirjaa se 0,0 mm:ksi;
3. Lue siirrettävä asteikko uudelleen (kiinnitä arvioon huomiota) ja kirjaa se muodossa n×0,01 mm;
4. Lopputulos on kiinteä asteikko + puoliasteikko + liikkuva asteikko
Koska spiraalimikrometrin lukutulos on millimetrin tuhannesosaan, spiraalimikrometriä kutsutaan myös mikrometriksi.
Varotoimet spiraalimikrometrille
1. Kun mittaat, muista lopettaa nupin käyttö, kun mikrometrin ruuvi lähestyy mitattavaa kohdetta, ja käytä sen sijaan hienosäätönuppia välttääksesi liiallisen paineen, joka voi paitsi tehdä mittaustuloksesta tarkan, myös suojata ruuvimikrometri.
2. Kiinnitä lukiessasi huomiota siihen, onko kiinteällä asteikolla puoli millimetriä osoittava kaiverrettu viiva paljastunut.
3. Lukeessa tuhannella sijalla on arvioitu luku, jota ei voi heittää pois vahingossa. Vaikka kiinteän asteikon nollapiste olisi juuri kohdistettu liikkuvan asteikon tiettyyn asteikkoviivaan, tuhannespaikka tulisi myös lukea "0":na.
4. Kun pieni alasin ja mikrometriruuvi ovat lähellä toisiaan, liikkuvan asteikon nollapiste ei ole sama kuin kiinteän asteikon nollapiste ja tulee nollavirhe, joka tulee korjata, eli nollavirheen arvo tulee poistaa lopullisen pituusmittauksen lukemasta.
Spiraalimikrometrin oikea käyttö ja huolto
• Tarkista, onko nollaviiva tarkka;
• Mitattaessa työkappaleen mitattu pinta tulee pyyhkiä puhtaaksi;
• Kun työkappale on suuri, se tulee mitata V:n muotoiselta raudalta tai litteältä levyltä;
• Pyyhi mittatanko ja alasin puhtaaksi ennen mittausta;
• Liikkuvaa holkkia ruuvattaessa tarvitaan räikkälaite;
• Älä löysää takakantta, jotta nollaviiva ei muutu.
• Älä lisää tavallista moottoriöljyä kiinteän holkin ja liikkuvan holkin väliin;
• Pyyhi öljy pois käytön jälkeen ja laita se erityiseen laatikkoon kuivaan paikkaan.
Anebon-harjoittelun ja yrityksen tavoitteena on "Tytyttää aina asiakkaidemme vaatimukset". Anebon jatkaa huippulaadukkaiden tuotteiden luomista, tyyliä ja suunnittelua sekä vanhentuneille että uusille asiakkaillemme ja toteuttaa asiakkaillemme win-win-mahdollisuudet, aivan kuten räätälöimme asiakkaillemme erittäin tarkkoja suulakepuristusprofiileja, cnc-sorvattuja alumiiniosia ja alumiinin jyrsintäosia. . Anebon avosylin, kutsui kaikki kiinnostuneet ostajat vierailemaan verkkosivuillamme tai ottamaan yhteyttä suoraan saadaksesi lisätietoja.
Tehdasräätälöity Kiinan CNC-kone ja CNC-kaiverruskone, Anebonin tuote ovat laajalti tunnettuja ja käyttäjien luottamia, ja ne voivat vastata jatkuvasti kehittyviin taloudellisiin ja sosiaalisiin tarpeisiin. Anebon toivottaa tervetulleeksi uudet ja vanhat asiakkaat kaikilta elämänaloilta ottamaan meihin yhteyttä tulevia liikesuhteita ja molemminpuolista menestystä varten!
Postitusaika: 03.07.2023