
Sarrera:
Aurreko artikuluetan, gure Anebon taldeak diseinu mekanikoaren oinarrizko ezagutzak partekatu ditu zurekin. Gaur diseinu mekanikoko kontzeptu erronkak gehiago ikasiko ditugu.
Zeintzuk dira diseinu mekanikoaren printzipioen oztopo nagusiak?
Diseinuaren konplexutasuna:
Diseinu mekanikoak konplexuak dira normalean, eta ingeniariek hainbat sistema, osagai eta funtzio konbinatu behar dituzte.
Adibidez, potentzia modu eraginkorrean transferitzen duen kaxa bat diseinatzea, tamaina eta pisua eta zarata bezalako beste gauza batzuk arriskuan jarri gabe erronka bat da.
Material aukeraketa:
Zure diseinurako material egokia hautatzea ezinbestekoa da, iraunkortasuna, indarra eta kostua bezalako faktoreak eragiten baitituzte.
Esate baterako, hegazkinentzako tentsio handiko osagai baterako material egokia hautatzea ez da erraza pisua pisatu beharra dagoelako, muturreko tenperaturak jasateko gaitasuna mantenduz.
Murrizketak:
Ingeniariek denbora, aurrekontua eta erabilgarri dauden baliabideen mugen barruan lan egin behar dute. Horrek diseinuak mugatu ditzake eta truke zentzuzkoak erabiltzea beharrezkoa izan daiteke.
Esaterako, etxebizitza batentzat errentagarria den berokuntza-sistema eraginkorra diseinatzeak eta energia-eraginkortasunaren baldintzak betetzen baditu ere arazoak sor ditzake.
Fabrikazioan mugak
Diseinatzaileek fabrikazio metodoetan eta tekniketan dituzten mugak kontuan izan behar dituzte diseinu mekanikoak diseinatzerakoan. Diseinuaren asmoa ekipoen eta prozesuen gaitasunekin orekatzean arazo bat izan liteke.
Adibidez, makina edo fabrikazio gehigarriko teknika garestien bidez soilik ekoitzi daitekeen forma konplexuko osagai bat diseinatzea.
Baldintza funtzionalak:
Baliteke diseinuaren baldintza guztiak betetzea, segurtasuna, errendimendua edo diseinu baten fidagarritasuna barne.
Esaterako, gelditzeko potentzia zehatza ematen duen balazta-sistema bat diseinatzea, erabiltzaileen segurtasuna bermatzea ere erronka izan daiteke.
Diseinuaren optimizazioa:
Helburu ezberdin asko orekatzen dituen diseinu-irtenbiderik onena aurkitzea, pisua, kostua edo eraginkortasuna barne, ez da erraza.
Adibidez, hegazkin baten hegoen diseinua optimizatzeak arrastatzea eta pisua murrizteko, egituraren osotasuna kaltetu gabe, analisi sofistikatuak eta diseinu-teknika errepikakorrak behar ditu.
Sisteman integratzea:
Osagai eta azpisistema desberdinak diseinu bateratu batean sartzea arazo handia izan liteke.
Esaterako, osagai askoren mugimendua erregulatzen duen automobilaren esekidura sistema diseinatzeak, erosotasuna, egonkortasuna eta erresistentzia bezalako faktoreak haztatzeak zailtasunak sor ditzake.
Diseinuaren iterazioa:
Diseinu-prozesuek, normalean, hainbat berrikuspen eta iterazio izan ohi dituzte hasierako ideia hobetzeko eta hobetzeko. Diseinu-aldaketak eraginkortasunez eta eraginkortasunez egitea erronka bat da, bai behar den denborari eta baita eskuragarri dauden funtsei dagokienez.
Adibidez, kontsumo-elementu baten diseinua optimizatzea erabiltzailearen ergonomia eta estetika hobetzen duten iterazio batzuen bidez.
Ingurumenari buruzko gogoetak:
Jasangarritasuna diseinuan txertatzea eta eraikin baten ingurumen-inpaktua murriztea gero eta funtsezkoagoa da. Alderdi funtzionalen eta birziklatzeko gaitasuna, energia-eraginkortasuna eta isurketak bezalako faktoreen arteko oreka zaila izan liteke. Adibidez, berotegi-efektuko gasen isurketak murrizten dituen motor eraginkor bat diseinatzea, baina errendimendua arriskuan jartzen ez duena.
Fabrikagarritasun diseinua eta muntaia
Diseinu bat denbora- eta kostu-mugetan fabrikatu eta muntatuko dela ziurtatzeko gaitasuna arazo bat izan daiteke.
Esaterako, produktu konplikatu baten muntaketa sinplifikatzeak eskulan eta fabrikazio kostuak gutxituko ditu, kalitate estandarrak bermatuz.
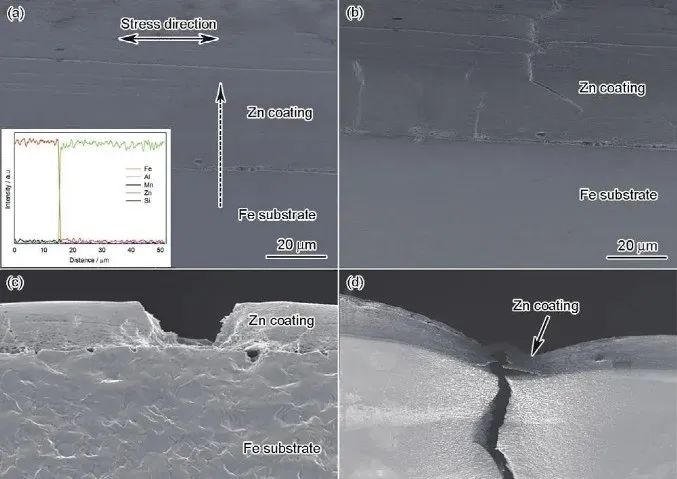
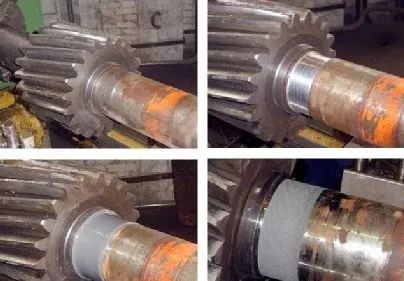
1. Matxurak osagai mekanikoek, oro har, hausturak, hondar-deformazio larriak, osagaien gainazalean kalteak (korrosioaren higadura, kontaktuaren nekea eta higadura) ondorioak dira, ohiko lan-ingurunearen higaduraren ondoriozko hutsegiteak.
2. Diseinu-osagaiek bete behar dituzte aldez aurretik zehaztutako bizitzaren (indarra edo zurruntasuna, iraupena) eta egitura-prozesuaren baldintzak eskakizun ekonomikoak, pisu baxuko eskakizunak eta fidagarritasun-eskakizunak ez direla huts egiten ziurtatzeko.
3. Osagaien diseinu-irizpideak, besteak beste, erresistentzia- eta zurruntasun-irizpideak, bizitza-baldintzak eta bibrazio-egonkortasun-irizpideak eta fidagarritasun-irizpideak.
4. Piezen diseinu-metodoak: diseinu teorikoa, diseinu enpirikoa eta eredu-probaren diseinua.
5. Osagai mekanikoetarako erabili ohi dira metalezko materialak, zeramikazko materialak, polimerozko materialak eta material konposatuak.
6. Piezen indarra tentsio-indar estatikoan eta tentsio-indar aldakorrean bana daiteke.
7. Esfortzuaren erlazioa: = -1 tentsio simetrikoa da forma ziklikoan; r = 0 balioa pultsatzen ari den esfortzu ziklikoa da.
8. Uste da BC etapari tentsio-nekea deitzen zaiola (ziklo baxuko nekea) CD-k neke-etapa infinituari egiten dio erreferentzia. D puntuaren ondorengo lerro-segmentua alearen bizitza-porrot infinitua da. D puntua neke muga iraunkorra da.
9. Nekatuta dauden piezen erresistentzia hobetzeko estrategiek tentsioaren eragina murrizten dute elementuetan (karga erliebeko zirrikituak eraztun irekiak) Aukeratu nekerako erresistentzia handia duten materialak eta, ondoren, tratamendu termikorako metodoak eta sendotzeko teknikak zehaztu. materialak nekatu zituen.
10. Marruskadura irristakorra: marruskadura lehorra mugatzen ditu marruskadurak, marruskadura fluidoa eta marruskadura mistoa.
11. Osagaien higadura prozesuak abiarazteko fasea, higadura egonkorra eta higadura larriaren fasea barne hartzen ditu. hori larria da.
12. Higaduraren sailkapena Higadura itsasgarria, higadura urratzailea eta nekearen korrosioaren higadura, higadura higadura eta fretting higadura da.
13. Lubrikatzaileak lau kategoriatan sailka daitezke: likidoak, gas erdi-solidoak, solidoak eta likidoak, kaltzio-oinarritutako koipeak, nano-oinarritutako koipeak aluminio-oinarritutako koipeak eta litio-oinarritutako koipeak.
14. Lotura-hari arruntek triangelu aldekidearen forma eta autoblokeatzeko propietate bikainak dituzte. transmisio angeluzuzeneko hariek beste hari batzuek baino errendimendu handiagoa eskaintzen dute transmisioan. Transmisio hari trapezoidalak transmisio hari ezagunenetakoak dira.
15. Erabili ohi diren konektatzeko hariak autoblokeatzea eskatzen dute, horregatik hari bakarreko hariak erabiltzen dira normalean. Transmisio-hariak eraginkortasun handia behar dute transmisiorako eta, beraz, hari hirukoitza edo hari bikoitzeko hariak maiz erabiltzen dira.
16. Torloju-konexio arruntak (lotutako osagaiek zuloak barne hartzen dituzte edo zuloak dira) Buru bikoitzeko zurtoin-konexioak torlojuak, torloju-loturak, baita multzo-konexioak dituzten torlojuak ere.
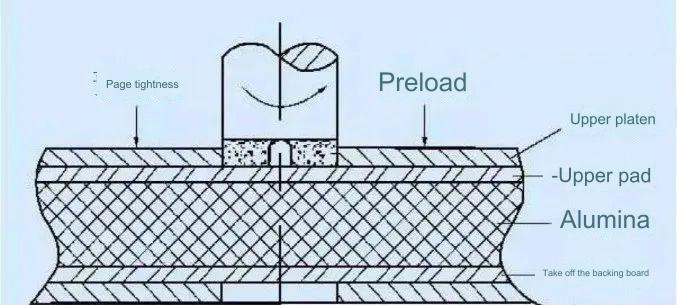
17. Haridun konexioen aurrez estutzearen helburua loturaren iraunkortasuna eta indarra hobetzea da, eta bi piezen arteko hutsuneak edo irristatzea kargatzean. Solteak dauden tentsio-konexioen arazo nagusia espiral bikotea kargatuta dagoen bitartean elkarren artean biratzeari uztea da. (Marruskaduraren aurkako askatzea eta mekanikoa askatzeari uzteko, mugimenduaren eta espiral bikotearen mugimenduaren arteko lotura kenduz)
18. Haridun konexioen iraunkortasuna hobetzea neke-torlojuen indarrari eragiten dion tentsio-anplitudea murriztea (torloiaren zurruntasuna murriztu edo konektatzearen zurruntasuna areagotu).cnc pieza pertsonalizatuak) eta harien gaineko kargaren banaketa irregularra hobetu. estresaren metaketaren eragina murriztea eta fabrikazio-prozedura eraginkorrena ezartzea.
19. Gako-konexio motak: konexio laua (bi aldeek gainazal gisa funtzionatzen dute) giltza erdi-zirkularra konexio ziria giltza konexioa angelu tangentziala duen giltza.
20. Gerriko transmisioa bi motatan bana daiteke: sare mota eta marruskadura mota.
21. Uhalaren esfortzu maximoko momentua haren zati estua txirrikan hasten denean da. Tentsioa lau aldiz aldatzen da gerrikoaren bira batean.
22. V-uhalaren trakzioa tenkatzea: Tenkatze-mekanismo erregularra, tenkatze automatikoko gailua eta tenkatze-gurpila erabiltzen duena.
23. Arrabolaren katearen estekak zenbaki bakoitiak izaten dira (piñonaren hortz-kopurua ez da zenbaki arrunta izan). Arrabol-kateak zenbaki ez-naturalak baditu, gehiegizko loturak erabiltzen dira.
24. Katearen transmisioa tenkatzearen helburua sare-arazoak eta katearen bibrazioa saihestea da, katearen ertz solteak gehiegi bihurtzen direnean, eta pinoiaren eta katearen arteko sare-angelua hobetzea.
25. Engranajeen hutsegite moduak honako hauek dira: engranajeetan hortz haustura eta hortzaren gainazalean higadura (engranaje irekiak) hortzaren gainazalaren zuloak (engranaje itxiak) hortzaren gainazaleko kola eta plastikoaren deformazioa (gurpileko ertzak bultzatutako gurpileko zirrikituak). ).
26. Gainazaleko gogortasuna 350HBS edo 38HRS baino handiagoa duten engranajeak aurpegi gogorra edo aurpegi gogorra edo, ez badira, aurpegi biguneko engranaje gisa ezagutzen dira.
27. Fabrikazio-zehaztasuna hobetzeak, engranajearen diametroa txikituz biraketa-abiadura murrizteko, karga dinamikoa murriztu liteke. Zama dinamikoa murrizteko, engranajea moztu daiteke. Engranajearen hortzak danbor bihurtzearen helburua hortzaren puntaren formaren indarra areagotzea da. norabide-karga banaketa.
28. Zenbat eta handiagoa izan diametroaren koefizientearen berun-angelua, orduan eta eraginkortasun handiagoa, eta autoblokeatzeko gaitasun txikiagoa.
29. Zizare-engranajea mugitu behar da. Desplazamenduaren ondoren, indize-zirkulua eta zizarearen pitch-zirkulua bat datoz, baina agerikoa da bi zizareen arteko lerroa aldatu egin dela eta ez datorrela bat bere harraren engranajearen indize-zirkuluarekin.
30. Zizarearen transmisioaren hutsegite moduek, esate baterako, korrosioa pitting hortz sustraiak haustura egiten dute hortzaren gainazaleko kolaketa eta gehiegizko higadura; hau izan ohi da harra engranajeetan.
31. Potentzia-galera zizare itxiaren sare-erregimenen higaduraren eta errodamenduen higaduraren ondorioz, baita olio-zipriztinaren galera ere.cnc fresatzeko osagaiakolio putzuan sartzen direnak olioa nahasten dute.
32. Zizare-erreakzioak oreka termikoko kalkuluak egin behar ditu, denbora-unitate bakoitzeko sortutako energia denbora-tarte berean beroa xahutzearen berdina dela suposatuz. Eman beharreko urratsak: Bero-hustugailuak instalatu, eta beroa xahutzeko eremua handitu eta haizagailuak jarri ardatzaren muturretan aire-fluxua handitzeko, eta, azkenik, zirkulatzaileak hozteko hodiak instalatu kutxa barruan.
33. Lubrifikazio hidrodinamikoa garatzea ahalbidetzen duten baldintzak: irristatzen ari diren bi gainazal konbergentea den ziri formako hutsune bat osatzen dute eta olio-filmak bereizten dituen bi gainazalek irristatze-abiadura nahikoa izan behar dute eta haien mugimenduak ahalbidetu behar du. olio lubrifikatzaileak irekidura handitik txikiagora igarotzeko eta lubrifikazioak likatasun jakin batekoa izan behar du, eta eskuragarri dagoen olio kantitatea egokia izan behar du.
34. Errodamenduen oinarrizko diseinua: kanpoko eraztuna, barruko eraztunak, gorputz hidraulikoa eta kaiola.
35. 3 errodamendu konikoak bost bultzada errodamendu sei bola sakoneko errodamendu zazpi kontaktu angeluzuzen errodamenduak N arrabol errodamendu zilindrikoak 01, 02eta eta 03 hurrenez hurren. D=10mm, 12mm 15mm, 17,mm-k 20mm-ri erreferentzia egiten dio d=20mm-ri, 12 60mm-ko erreferentzia da.
36. Oinarrizko bizi-kalifikazioa funtzionamendu-ordu kopurua da, errodamendu-multzo bateko errodamenduen % 10ek korrosio pitting-aren eraginpean daudenean, baina horien ehuneko 90ek ez duten korrosioaren kalterik jasan gabe jotzen da partikularrentzako iraupena dela. bearing.
37. Kargaren oinarrizko balorazio dinamikoa: errodamenduak eraman dezakeen zenbatekoa unitatearen oinarrizko bizitza 106 birakoa bada, hain zuzen.
38. Errodamenduen konfigurazio-metodoa: Norabide batean finkatutako bi ardatzetako bakoitza. bi noranzkoetan puntu finko bat dago, beste ardatzaren muturra mugimendurik gabe dagoen bitartean. Bi aldeek mugimendu libre batek laguntzen dute.
39. Errodamenduak ardatz birakariari (makurtze-denbora eta momentua) eta ardatzari (makurdura-momentua) eta transmisio-ardatzari (momentua) aplikatzen zaion kargaren arabera sailkatzen dira.
Anebon-ek oinarrizko printzipioari eusten dio "Kalitatea negozioaren bizitza da, zalantzarik gabe, eta egoera horren arima izan daiteke" deskontu handirako doitasun pertsonalizaturako 5 ardatz CNC TornuaCNC mekanizatutako pieza, Anebon ziur dago kalitate handiko produktuak eta irtenbideak prezio onean eskain genitzakeela, erosleei salmenta osteko laguntza bikaina. Eta Anebonek ibilbide luze bizia eraikiko du.
Txinako ProfesionalaTxinako CNC zatiaeta metalezko mekanizaziorako piezak, Anebonek kalitate handiko materialetan, diseinu perfektuan, bezeroarentzako zerbitzu bikainan eta prezio lehiakorrean oinarritzen dira etxean eta atzerrian bezero askoren konfiantza irabazteko. Produktuak %95 arte atzerriko merkatuetara esportatzen dira.
Gehiago jakin nahi baduzu edo prezioei buruz galdetu nahi baduzu, jarri harremanetaninfo@anebon.com
Argitalpenaren ordua: 2023-12-24