
Степента на производителност на болтовете, използвани за свързване на стоманена конструкция, е 3.6, 4.6, 4.8, 5.6, 6.8, 8.8, 9.8, 10.9, 12.9 и т.н. Болтовете от клас 8.8 и по-високи са изработени от нисковъглеродна легирана стомана или средно въглеродна стомана и термично обработени (закалени, закалени), които обикновено се наричат болтове с висока якост, а останалите обикновено се наричат обикновени болтове.Конецът с висока точност е ключът към производствотовисококачествени CNC машинни части.

Етикетът за степен на производителност на болта се състои от две части, които съответно представляват номиналната стойност на якост на опън и коефициента на изкълчване на материала на болта. като:
За болтове от клас на производителност 4.6 значението е:
Номиналната якост на опън на материала на болта е до 400MPa;
Коефициентът на якост на материала на болта е 0,6;
Номиналната граница на провлачване на материала на болта е 400×0,6=240MPa.
Болт с висока якост на производителност 10.9, неговият материал след топлинна обработка може да достигне:
Номиналната якост на опън на материала на болта достига 1000MPa;
Коефициентът на якост на материала на болта е 0,9;
Номиналната граница на провлачване на материала на болта е 1000×0,9=900MPa.
Значението на степента на производителност на болта е международен стандарт. Болтовете с една и съща степен на производителност, независимо от разликата между техните материали и произход, имат еднаква производителност и само степента на производителност може да бъде избрана в проекта.
Класове на якост 8.8 и 10.9 се отнасят за степени на устойчивост на напрежение на срязване на болтовете 8.8GPa и 10.9GPa
8.8 Номинална якост на опън 800N/MM2 номинална граница на провлачване 640N/MM2
Като цяло, „x. Y” се използва за обозначаване на якостта на болта, X*100= якостта на опън на болта, X*100* (Y/10) = границата на провлачване на болта (тъй като според етикета: граница на провлачване/опън сила =Y/10)
Като 4.8, якостта на опън на болта е: 400MPa; Граница на провлачване е 400*8/10=320MPa.
В допълнение: болтовете от неръждаема стомана обикновено са етикетирани като A4-70, A2-70, значението на друга интерпретация.
За измерване на
Единицата за измерване на дължина в света днес има два основни типа, една за метричната система, мерната единица е метър (m), сантиметри (cm), милиметри (mm) и т.н., в Европа, Китай и Япония и други югоизточни Използването на Азия е повече, друго е на английски, мерната единица е главно за инчове (инч), еквивалент на стария град „в нашата страна, широко се използва в Съединените щати, Великобритания и други европейски и американски страни.
Метрични мерки: (база 10) 1m =100 cm=1000 mm
Имперска система: (база 8) 1 инч =8 минути 1 инч =25,4 mm 3/8 x 25,4 =9,52
Продуктите под 1/4 използват номера на обозначението, за да представят размера на адреса си, като например: 4#, 5#, 6#, 7#, 8#, 10#, 12#
Винтовата резба
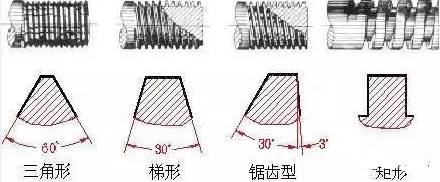
Нишката е форма с еднакви спирални линии върху участъка от външната или вътрешната повърхност на твърдо тяло. Според неговите структурни характеристики и приложения могат да бъдат разделени на три категории:
Обща резба: триъгълна зъбна форма, използвана за свързване или закрепване на части. Общата резба е разделена на два вида груба резба и фина резба според стъпката, а фината резба има по-висока якост на свързване.
Предавателна резба: форма на зъб трапец, правоъгълник, трион и триъгълник и др.
Уплътнителна резба: Използва се за уплътнителна връзка, главно тръбна резба, конусна резба и конусна тръбна резба.
Класификация според формата:
Степен на годност на резбата
Високопрецизните нишки са неразделна част от производствотовисококачествени CNC машинни части.
Напасването е степента на хлабина или стегнатост между винтовите резби, а степента на напасване е определената комбинация от отклонения и допуски, действащи върху вътрешната и външната резба.
1. За равномерна инчова резба има три степени за външна резба: 1A, 2A и 3A, и три степени за вътрешна резба: 1B, 2B и 3B, всички от които са подходящи за празнина. Колкото по-висок е номерът на ранга, толкова по-плътно е прилягането. В инчовите РЕЗБИ отклонението е посочено само за степени 1A и 2A, отклонението за степен 3A е нула, а отклонението на степента за степен 1A и 2A е равно. Колкото по-голям е броят на оценките, толкова по-малък е толерансът.
Клас 1A и 1B, много хлабави допуски, подходящи за толерантно напасване на вътрешни и външни резби.
Класове 2A и 2B са най-често срещаните класове на толерантност на резбата, предписани за британската серия механични крепежни елементи.
Клас 3A и 3B, винт за формиране на най-плътното прилягане, подходящ за крепежни елементи с тесни допуски, за критичен за безопасността дизайн.
За външните резби КЛАС 1A и 2A имат толеранс на напасване, КЛАС 3A не. Клас 1A толеранс е 50% по-голям от клас 2A толеранс, 75% по-голям от клас 3A толеранс, за вътрешни резби, клас 2B толеранс е 30% по-голям от 2A толеранс. Клас 1B е 50% по-голям от клас 2B и 75% по-голям от клас 3B.
2. Метрична резба, външната резба има три степени на резба: 4h, 6h и 6g, вътрешната резба има три степени на резба: 5H, 6H, 7H. (Класовете на прецизност на ежедневната резба са I, II, III и обикновено II.) При метричната резба основното отклонение на H и h е нула. Основното отклонение на G е положително, а основното отклонение на E, F и G е отрицателно.
H е общата позиция на зоната на толерантност на вътрешната резба, която обикновено не се използва като повърхностно покритие или с много тънък фосфатиращ слой. Основно отклонение на G позиция за специални случаи, като по-дебело покритие, обикновено рядко използвано.
g обикновено се използва за нанасяне на 6-9um тънко покритие, ако изискванията за чертежа на продукта са 6h болтове, резбата на винта преди обшивката приема 6g толеранс.
Най-добрата комбинация от напасване на резба H/g, H/h или G/h, за болтове, гайки и други усъвършенствани резби на крепежни елементи, стандартно препоръчителното напасване 6H/6g.
3. Маркиране на резба
Основните геометрични параметри на самонарезните и самопробивните резби
1. Голям диаметър/външен диаметър (d1): диаметърът на въображаем цилиндър с припокриващи се резбови корони. Диаметърът на резбата основно представлява номиналния диаметър на размера на резбата.
2. Пътека/диаметър на дъното (d2): диаметърът на въображаем цилиндър, където дъното на нишката се припокрива.
3. Разстояние между зъбите (p): отнася се до аксиалното разстояние между две съответни точки на съседни зъби по средната линия. В имперската система разстоянието между зъбите се обозначава с броя на зъбите на инч (25,4 мм).
По-долу са изброени общите спецификации на зъбното разстояние (метрични) Брой зъби (инчове)
1) Метричен самонарез:
Спецификации: ST 1.5, S T1.9, S T2.2, S T2.6, S T2.9, S T3.3, S T3.5, S T3.9, S T4.2, S T4.8, S T5.5, S T6.3, S T8.0, S T9.5
Разстояние между зъбите: 0.5, 0.6, 0.8, 0.9, 1.1, 1.3, 1.3, 1.3, 1.4, 1.6, 1.8, 1.8, 2.1, 2.1
2) британски самонарезни зъби:
Спецификации: 4#, 5#, 6#, 7#, 8#, 10#, 12#, 14#
Брой зъби: AB зъби 24, 20, 20, 19, 18, 16, 14, 14
Зъб A 24, 20, 18, 16, 15, 12, 11, 10
Време на публикуване: 8 октомври 2022 г