
Работя с машини от толкова много години и съм обработвал различниобработка на части, въртящи се частиичасти за фрезованечрез CNC металорежещи машини и прецизно оборудване. Винаги има една важна част и това е винтът.

Класовете на производителност на болтовете за свързване на стоманени конструкции са разделени на повече от 10 степени като 3.6, 4.6, 4.8, 5.6, 6.8, 8.8, 9.8, 10.9, 12.9, сред които болтовете от клас 8.8 и по-високи са направени от ниско- въглеродна легирана стомана или средно въглеродна стомана и са били термично обработени (закаляване, отвръщане), обикновено известни като високоякостни болтове, а останалите обикновено се наричат обикновени болтове. Етикетът за степен на производителност на болта се състои от две части от числа, които съответно представляват номиналната стойност на якост на опън и коефициента на якост на провлачване на материала на болта. Например:
Значението на болтовете с ниво на производителност 4.6 е:
Номиналната якост на опън на материала на болта достига 400MPa;
Коефициентът на добив на материала на болта е 0,6;
Номиналната граница на провлачване на материала на болта достига 400×0,6=240MPa ниво.
Високоякостните болтове с клас на ефективност 10.9 след термична обработка могат да достигнат:
Номиналната якост на опън на материала на болта достига 1000MPa;
Коефициентът на добив на материала на болта е 0,9;
Номиналната граница на провлачване на материала на болта достига 1000×0,9=900MPa ниво.
Значението на степента на производителност на болта е международен стандарт. Болтовете от една и съща степен на производителност имат еднаква производителност, независимо от разликата в техните материали и произход. Само степента на производителност може да бъде избрана за проектиране.
Така наречените степени на якост 8.8 и 10.9 означават, че степени на напрежение на срязване на болтовете са 8.8GPa и 10.9GPa
8.8 Номинална якост на опън 800N/MM2 Номинална граница на провлачване 640N/MM2
Общите болтове използват „XY“, за да укажат якост, X*100=якост на опън на този болт, X*100*(Y/10)=граница на провлачване на този болт (тъй като според етикета: граница на провлачване/якост на опън =Y/ 10)
Като степен 4.8, якостта на опън на този болт е: 400MPa; границата на провлачване е: 400*8/10=320MPa.
Друго: болтовете от неръждаема стомана обикновено са маркирани като A4-70, A2-70, значението е обяснено по друг начин.
мярка
Днес в света има основно два вида мерни единици за дължина, едната е метричната система, а мерните единици са метри (m), сантиметри (cm), милиметри (mm) и т.н., които се използват широко в Югоизточна Азия като Европа, моята страна и Япония, а другата е метричната система. Типът е имперската система, а мерната единица е основно инчове, което е еквивалентно на старата система в моята страна и се използва широко в Съединените щати, Обединеното кралство и други европейски и американски страни.
Метрично измерване: (десетична система) 1m = 100 cm = 1000 mm
Измерване в инчове: (осмична система) 1 инч = 8 инча 1 инч = 25,4 mm 3/8 × 25,4 = 9,52
1/4 от следните продукти използват числа, за да представят своите диаметри на наименованието, като например: 4#, 5#, 6#, 7#, 8#, 10#, 12#
резба
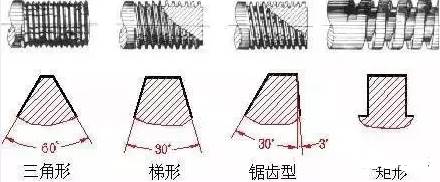
Нишката е форма с еднакви спирални издатини върху участък от твърда външна или вътрешна повърхност. Според неговите структурни характеристики и приложения, той може да бъде разделен на три категории:
Обикновена резба: Формата на зъба е триъгълна, използва се за свързване или закрепване на части. Обикновените резби се разделят на груби и фини нишки според стъпката, а якостта на свързване на фините нишки е по-висока.
Предавателна резба: Формата на зъбите включва трапецовидна, правоъгълна, трионна и триъгълна.
Уплътнителна резба: използва се за уплътнителна връзка, главно тръбна резба, конусна резба и конусна тръбна резба.
Класифицирани по форма:
Степен на годност на резбата
Напасването на резбата е степента на разхлабване или плътност между завинтените резби, а степента на напасване е предписаната комбинация от отклонения и допуски, действащи върху вътрешните и външните резби.
1. За унифицирани инчови резби има три степени на резби за външни резби: 1A, 2A и 3A и три степени за вътрешни резби: 1B, 2B и 3B, всички от които са хлабини. Колкото по-висок е номерът на степента, толкова по-плътно е прилягането. В инчовата резба отклонението определя само степени 1A и 2A, отклонението на степен 3A е нула, а отклонението на степента на степен 1A и степен 2A е равно. Колкото по-голям е броят на оценките, толкова по-малък е толерансът.
Класове 1A и 1B, много хлабави класове на толерантност, които са подходящи за допуски на вътрешни и външни резби.
Класове 2A и 2B са най-често срещаните класове на толерантност на резбата, определени за механични крепежни елементи от серия Imperial.
Клас 3A и 3B, завинтени, за да оформят най-плътното прилягане, подходящи за крепежни елементи с тесни допуски и използвани в критични за безопасността конструкции.
За външните резби степени 1A и 2A имат толеранс на напасване, степен 3A не. Допустимите отклонения от клас 1A са 50% по-големи от допустимите отклонения от клас 2A, 75% по-големи от допустимите отклонения от клас 3A, а допустимите отклонения от клас 2B са с 30% по-големи от допустимите отклонения от клас 2A за вътрешни резби. Клас 1B е 50% по-голям от клас 2B и 75% по-голям от клас 3B.
2. За метрични резби има три степени на резби за външни резби: 4h, 6h и 6g и три степени на резби за вътрешни резби: 5H, 6H и 7H. (Японската стандартна степен на точност на резбата е разделена на три степени: I, II и III и обикновено е степен II.) В метричната резба основното отклонение на H и h е нула. Основното отклонение на G е положително, а основното отклонение на e, f и g е отрицателно.
H е често използваната позиция на зоната на толеранс за вътрешни резби и обикновено не се използва като повърхностно покритие или се използва много тънък фосфатиращ слой. Основното отклонение на позицията G се използва за специални случаи, като по-дебели покрития, и обикновено се използва рядко.
g често се използва за нанасяне на тънко покритие от 6-9 um. Ако чертежът на продукта изисква болт от 6h, резбата преди покритие приема зона на толеранс от 6g.
Напасването на резбата е най-добре комбинирано в H/g, H/h или G/h. За резбите на рафинирани крепежни елементи като болтове и гайки, стандартът препоръчва напасване от 6H/6g.
3. Маркиране на резба
Основни геометрични параметри на самонарезни и самопробивни резби
1. Основен диаметър/външен диаметър на зъба (d1): Това е диаметърът на въображаем цилиндър, където върховете на резбата съвпадат. Основният диаметър на резбата основно представлява номиналния диаметър на размера на резбата.
2. Малък диаметър/диаметър на корена (d2): Това е диаметърът на въображаемия цилиндър, където дъното на резбата съвпада.
3. Разстояние между зъбите (p): Това е аксиалното разстояние между съседни зъби, съответстващи на две точки на средния меридиан. В имперската система разстоянието между зъбите се обозначава с броя на зъбите на инч (25,4 мм).
Следва списък с общи спецификации на стъпката на зъбите (метрична система) и броя на зъбите (имперска система)
1) Метрични самонарезни зъби:
Спецификации: S T1.5, S T1.9, S T2.2, S T2.6, S T2.9, S T3.3, S T3.5, S T3.9, S T4.2, S T4. 8, S T5.5, S T6.3, S T8.0, S T9.5
Стъпка: 0.5, 0.6, 0.8, 0.9, 1.1, 1.3, 1.3, 1.3, 1.4, 1.6, 1.8, 1.8, 2.1, 2.1
2) Имперски самонарезни зъби:
Спецификации: 4#, 5#, 6#, 7#, 8#, 10#, 12#, 14#
Брой зъби: AB зъби 24, 20, 20, 19, 18, 16, 14, 14
A зъби 24, 20, 18, 16, 15, 12, 11, 10
Време на публикуване: 02 февруари 2023 г