
Разбирате ли връзката между шублерите и микрометрите и CNC индустрията?
Както нониусът, така и микрометрите са инструменти за прецизно измерване, които обикновено се използват в CNC индустрията за точни измервания на размерите.
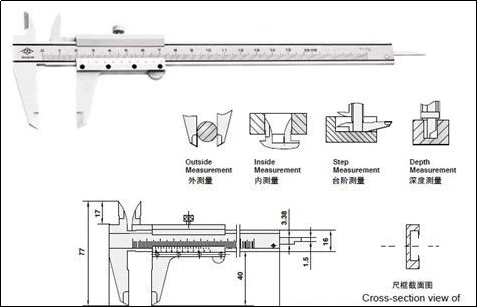
Шублерите с нониус, известни още като скали с нониус или плъзгащи се шублери, са ръчни измервателни инструменти, използвани за измерване на външни размери (дължина, ширина и дебелина) на обекти. Те се състоят от основна скала и плъзгаща се нониус скала, което позволява прецизни отчитания извън разделителната способност на основната скала.
Микрометрите, от друга страна, са по-специализирани и способни да измерват изключително малки разстояния с висока точност. Те се използват за измерване на размери като диаметър, дебелина и дълбочина. Микрометрите предоставят измервания в микрометри (µm) или хилядни от милиметъра.
В CNC индустрията прецизността е от решаващо значение за осигуряване на точна обработка и производствени процеси. Нониусните дебеломери и микрометри играят жизненоважна роля в контрола на качеството, проверката и прецизните измервания наCNC машинни части. Те позволяват на CNC операторите и техниците да проверяват размерите, да поддържат строги допуски и да гарантират правилното функциониране на CNC машините.
Комбинацията от CNC технология и прецизни измервателни инструменти като нониус и микрометри помага за рационализиране на производствените процеси, подобряване на ефективността и доставяне на висококачествени CNC машинни компоненти.
Преглед на шублерите Vernier
Като широко използван високопрецизен измервателен инструмент, нониусът се състои от две части: основна скала и плъзгащ се нониус, прикрепен към основната скала. Ако се раздели според стойността на скалата на нониуса, шублерът се разделя на три вида: 0,1, 0,05 и 0,02 mm.
Как се четат нониусни шублери
Като вземем за пример прецизния нониус със стойност на скалата 0,02 mm, методът на четене може да бъде разделен на три стъпки;
1) Прочетете целия милиметър според най-близката скала на основната скала вляво от нулевата линия на спомагателната скала;
2) Умножете 0,02, за да прочетете десетичната запетая според броя на гравираните линии, подравнени със скалата на основната скала от дясната страна на нулевата линия на спомагателната скала;
3) Добавете целите числа и десетичните части по-горе, за да получите общия размер.
Методът на четене на шублер с нониус 0,02 mm
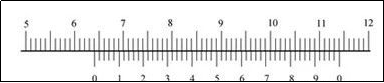
Както е показано на фигурата по-горе, скалата в предната част на основната скала, обърната към линията 0 на допълнителната скала, е 64 mm, а 9-ият ред след линията 0 на допълнителната скала е подравнен с гравирана линия на основната скала.
9-ият ред след нулевия ред на подскалата означава: 0,02×9= 0,18 mm
Така че размерът на измерения детайл е: 64+0,18=64,18 мм
Как да използвате нониус шублер
Съберете челюстите заедно, за да видите дали нониусът е подравнен с нулевата маркировка на основната скала. Ако е подравнен, може да бъде измерен: ако не е подравнен, трябва да се запише нулева грешка: линията на нулевата скала на нониуса се нарича положителна нулева грешка от дясната страна на линията на нулевата скала на тялото на линийката, а отрицателна нулева грешка се нарича отрицателна нулева грешка от лявата страна на линията на нулевата скала на тялото на линийката (този метод на регулиране е в съответствие с регулирането на числовата ос, произходът е положителен когато произходът е отдясно, и отрицателен, когато произходът е отляво).
Когато измервате, дръжте тялото на линийката с дясната си ръка, преместете курсора с палеца си и задръжтеcnc алуминиеви частис външния диаметър (или вътрешния диаметър) с лявата си ръка, така че обектът за измерване да е разположен между външните измервателни щипки и когато е плътно прикрепен към измервателните щипки, можете да отчитате, както е показано на фигурата по-долу :
Приложение на нониус в услугите за обработка с ЦПУ
Като общ инструмент за измерване, нониусът може да се използва в следните четири аспекта:
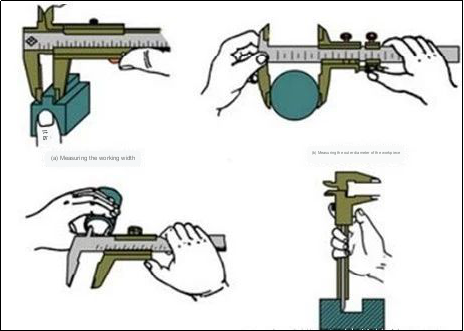
1) Измерете ширината на детайла
2) Измерете външния диаметър на детайла
3) Измерете вътрешния диаметър на детайла
4) Измерете дълбочината на детайла
Конкретните методи за измерване на тези четири аспекта са показани на фигурата по-долу:
Приложение на нониус шублер вCNC машинни услуги
Като общ инструмент за измерване, нониусът може да се използва в следните четири аспекта:
1) Измерете ширината на детайла
2) Измерете външния диаметър на детайла
3) Измерете вътрешния диаметър на детайла
4) Измерете дълбочината на детайла
Конкретните методи за измерване на тези четири аспекта са показани на фигурата по-долу:
Предпазни мерки при употреба
Шублерът с нониус е относително прецизен измервателен инструмент и при използването му трябва да се обърне внимание на следните елементи:
1. Преди употреба почистете измервателната повърхност на двете крачета на скобата, затворете двете крачета на скобата и проверете дали линията 0 на спомагателната линийка е подравнена с линията 0 на основната линийка. Ако не, отчитането на измерването трябва да се коригира според първоначалната грешка.
2. Когато измервате детайла, измервателната повърхност на затягащото краче трябва да бъде успоредна или перпендикулярна на повърхността на детайла и не трябва да бъде изкривена. И силата не трябва да бъде твърде голяма, за да не се деформират или износват краката на скобата, което ще повлияе на точността на измерване. 3. При отчитане зрителната линия трябва да е перпендикулярна на повърхността на скалата, в противен случай измерената стойност ще бъде неточна.
4. Когато измервате вътрешния диаметър, разклатете леко, за да намерите максималната стойност.
5. След като шублерът е изчерпан, избършете го внимателно, нанесете защитно масло и го поставете легнал в капака. в случай, че ръждяса или се огъне.
Спиралният микрометър, наричан още микрометър, е прецизен измервателен инструмент. Принципът, структурата и използването на спиралния микрометър ще бъдат обяснени по-долу.
Какво е спирален микрометър?
Спиралният микрометър, известен също като микрометър, спирален микрометър, сантиметрова карта, е по-прецизен инструмент за измерване на дължина от шублер с нониус. Може да измерва дължина с точност до 0,01 mm, а диапазонът на измерване е няколко сантиметра.
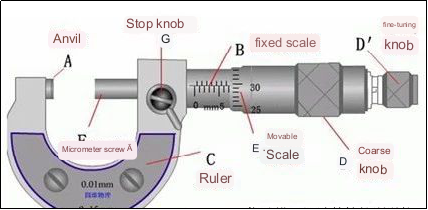
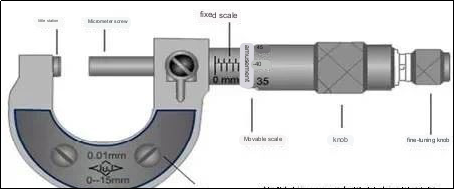
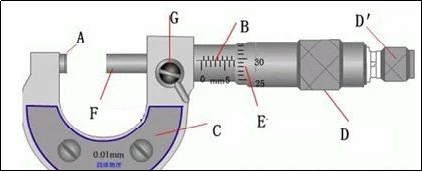
Устройство на спираловиден микрометър
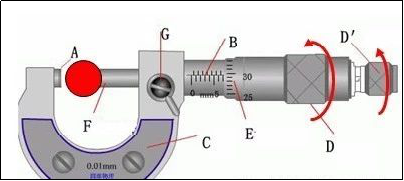
Следва схематична диаграма на структурата на спиралния микрометър:
Принцип на работа на винтов микрометър
Винтовият микрометър е направен на принципа на винтовото усилване, т.е. винтът се завърта веднъж в гайката и винтът се придвижва или отстъпва по посока на оста на въртене на разстояние от една стъпка. Следователно малкото разстояние, изминато по оста, може да бъде изразено чрез отчитането на обиколката.
Стъпката на прецизната резба на винтовия микрометър е 0,5 mm, а подвижната скала има 50 еднакво разделени скали. Когато подвижната скала се завърти веднъж, винтът на микрометъра може да напредва или да се отдръпва с 0,5 mm, така че завъртането на всяко малко деление е еквивалентно на измерване на микро винта напред или назад на 0,5/50=0,01 mm. Може да се види, че всяко малко деление на подвижната скала представлява 0,01 mm, така че винтовият микрометър може да бъде с точност до 0,01 mm. Тъй като може да се оцени, че може да прочете друг, може да се прочете до хилядна от милиметра, така че се нарича още микрометър.
Как да използвате спиралния микрометър
Когато често помагаме на клиентите да свържат нашия инструмент за събиране на данни със спирален микрометър за високоефективно измерване, ние често напътстваме клиентите да направят следното, когато правят спирален микрометър:
1. Проверете нулевата точка преди употреба: бавно завъртете копчето за фина настройка D′, за да накарате измервателния прът (F) да влезе в контакт с измервателната наковалня (A), докато тресчотката издаде звук. По това време нулевата точка на подвижната линийка (подвижна втулка) Гравираната линия трябва да бъде подравнена с референтната линия (дълга хоризонтална линия) на неподвижната втулка, в противен случай ще има нулева грешка.
2. Хванете рамката на линийката (C) в лявата ръка, завъртете копчето за грубо регулиране D с дясната ръка, за да направите разстоянието между измервателния прът F и наковалнята A малко по-голямо от измервания обект, поставете измервания обект, завъртете защитното копче D', за да захванете измервания обект, докато докато тресчотката не издаде звук, завъртете фиксираното копче G, за да фиксирате измервателния прът и вземете показания.
Метод на отчитане на винтов микрометър
1. Първо прочетете фиксираната скала
2. Отново прочетете половината скала, ако линията на половината скала е открита, запишете я като 0,5 mm; ако половината линия на скалата не е експонирана, запишете я като 0,0 mm;
3. Прочетете отново подвижната скала (обърнете внимание на оценката) и я запишете като n×0,01 mm;
4. Крайният резултат от отчитането е фиксирана скала + половин скала + подвижна скала
Тъй като резултатът от отчитането на спиралния микрометър е с точност до хилядна в mm, спиралният микрометър се нарича още микрометър.
Предпазни мерки за спираловиден микрометър
1. Когато измервате, внимавайте да спрете да използвате копчето, когато винтът на микрометъра се доближава до обекта, който ще се измерва, и вместо това използвайте копчето за фина настройка, за да избегнете прекомерен натиск, който може не само да направи резултата от измерването точен, но и да защити винтовият микрометър.
2. Когато четете, обърнете внимание дали гравираната линия, показваща половин милиметър на фиксираната скала, е била открита.
3. При четене на хилядно място има прогнозно число, което не може да бъде изхвърлено случайно. Дори ако нулевата точка на фиксираната скала е просто подравнена с определена мащабна линия на подвижната скала, хилядната позиция също трябва да се чете като „0″.
4. Когато малката наковалня и винтът на микрометъра са близо една до друга, нулевата точка на подвижната скала не съвпада с нулевата точка на фиксираната скала и ще има нулева грешка, която трябва да бъде коригирана, т.е. стойността на нулевата грешка трябва да бъде премахната от отчитането на крайното измерване на дължината.
Правилна употреба и поддръжка на спирален микрометър
• Проверете дали нулевата линия е точна;
• При измерване измерваната повърхност на детайла трябва да се избърсва;
• Когато детайлът е голям, той трябва да се измерва върху V-образна ютия или плоска плоча;
• Избършете измервателния прът и наковалнята преди измерване;
• При завинтване на подвижната втулка е необходимо тресчотка;
• Не разхлабвайте задния капак, за да не промените нулевата линия;
• Не добавяйте обикновено двигателно масло между неподвижната втулка и подвижната втулка;
• След употреба избършете маслото и го поставете в специална кутия на сухо място.
Стремежът на Anebon и корпоративната цел е „Винаги да задоволяваме изискванията на нашите клиенти“. Anebon продължава да създава, стилизира и проектира изключителни стоки с най-високо качество както за нашите остарели, така и за нови перспективи и реализира печеливша перспектива за нашите клиенти, точно както персонализираме профили за екструдиране с висока точност, алуминиеви части за струговане с ЦПУ и части за фрезоване на алуминий за клиенти . Anebon с отворени обятия покани всички заинтересовани купувачи да посетят нашия уебсайт или да се свържат директно с нас за допълнителна информация.
Фабрично персонализирани Китайски CNC машини и CNC гравиращи машини, продуктите на Anebon са широко признати и се ползват с доверие от потребителите и могат да отговорят на непрекъснато развиващите се икономически и социални нужди. Anebon приветства нови и стари клиенти от всички сфери на живота да се свържат с нас за бъдещи бизнес отношения и постигане на взаимен успех!
Време на публикуване: 3 юли 2023 г