
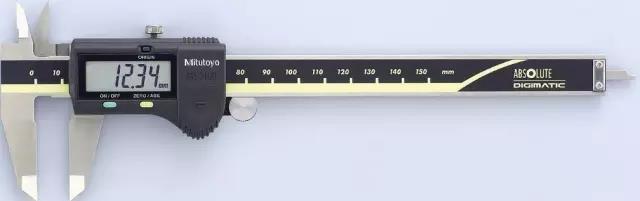
1. אַפּפּליקאַטיאָן פון קאַליפּערס
די קאַליפּער קענען מעסטן די ינער דיאַמעטער, ויסווייניקסט דיאַמעטער, לענג, ברייט, גרעב, שריט חילוק, הייך און טיף פון די כייפעץ; די קאַליפּער איז די מערסט קאַמאַנלי געניצט און מערסט באַקוועם און אָפט געניצט מעסטן געצייַג אין די פּראַסעסינג פּלאַץ.
דיגיטאַל קאַליפּער: האַכלאָטע 0.01 מם, געניצט פֿאַר גרייס מעזשערמאַנט מיט קליין טאָלעראַנץ (הויך אַקיעראַסי).
טיש קאָרט: האַכלאָטע 0.02 מם, געניצט פֿאַר מעזשערמאַנט פון קאַנווענשאַנאַל גרייס.

ווערניער קאַליפּער: 0.02 מם האַכלאָטע, געניצט פֿאַר ראַפינג מעזשערמאַנט.

איידער איר נוצן די קאַליפּער, אַראָפּנעמען די שטויב און שמוץ מיט ריין ווייַס פּאַפּיר (נוצן די ויסווייניקסט ייבערפלאַך פון די קאַליפּער צו כאַפּן די ווייַס פּאַפּיר און ציען עס געוויינטלעך, איבערחזרן 2-3 מאל)
ווען מע מעסטן מיט אַ קאַליפּער, די מעסטן ייבערפלאַך פון די קאַליפּער זאָל זיין ווי פּאַראַלעל אָדער פּערפּענדיקולאַר צו די מעסטן ייבערפלאַך פון די געמאסטן כייפעץ ווי מעגלעך;
ווען מען ניצט טיפע מעסטן, אויב דער געמאסטן אביעקט האט א ר ווינקל, איז נויטיק אויסצומיידן דעם ר ווינקל אבער נאענט צום ר ווינקל, און דער טיפקייט הערשער זאָל זיין ווי ווערטיקאַל ווי מעגלעך צו דער געמאסטן הייך;
ווען די קאַליפּער מעסטן דעם צילינדער, עס דאַרף זיין ראָוטייטיד, און די מאַקסימום ווערט איז געמאסטן אין סעקשאַנז:קנק מאַשינינג טייל.
רעכט צו דער הויך אָפטקייַט פון ניצן קאַליפּערס, די וישאַלט אַרבעט דאַרף זיין דער בעסטער. נאָך יעדער טאָג פון נוצן, עס דאַרף זיין ווישן ריין און שטעלן אין די קעסטל. איידער נוצן, אַ בלאָק איז פארלאנגט צו קאָנטראָלירן די אַקיעראַסי פון די קאַליפּער.
2. אַפּפּליקאַטיאָן פון מיקראָמעטער

איידער איר נוצן די מיקראָמעטער, אַראָפּנעמען די שטויב און שמוץ מיט אַ ריין ווייַס פּאַפּיר (נוצן די מיקראָמעטער צו מעסטן די קאָנטאַקט ייבערפלאַך און די שרויף ייבערפלאַך און די ווייַס פּאַפּיר איז סטאַק און ציען עס געוויינטלעך, איבערחזרן 2-3 מאל), און דרייַ די קנופּ צו מעסטן די קאָנטאַקט ווען די ייבערפלאַך איז אין שנעל קאָנטאַקט מיט די שרויף ייבערפלאַך, פייַן אַדזשאַסטמאַנט איז געניצט, און ווען די צוויי סערפאַסיז זענען לעגאַמרע אין קאָנטאַקט, נול אַדזשאַסטמאַנט קענען זיין דורכגעקאָכט צו מעסטן.מאַשינד טייל
ווען מע מעסטן די ייַזנוואַרג מיט אַ מיקראָמעטער, מאַך די קנופּ, און ווען עס קומט אין קאָנטאַקט מיט די וואָרקפּיעסע, נוצן די פייַן-טונינג קנופּ צו שרויף אין. האַלטן און לייענען די דאַטן פון די אַרויסווייַזן אָדער וואָג ווען איר הערן דריי קליקס.
ווען מעסטן פּלאַסטיק פּראָדוקטן, די מעזשערמאַנט קאָנטאַקט ייבערפלאַך און די שרויף לייטלי פאַרבינדן די פּראָדוקט.
ווען מעסטן די דיאַמעטער פון שאַפץ מיט אַ מיקראָמעטער, מעסטן לפּחות צוויי אינסטרוקציעס און מעסטן די מיקראָמעטער אין די מאַקסימום מעזשערמאַנט אין סעקשאַנז. די צוויי קאָנטאַקט סערפאַסיז זאָל שטענדיק זיין ריין צו רעדוצירן מעזשערמאַנט ערראָרס.
3. אַפּפּליקאַטיאָן פון הייך ווירע
די הייך מאָס איז דער הויפּט געניצט צו מעסטן די הייך, טיף, פלאַטנאַס, ווערטיקאַליטי, קאָנסענטריסיטי, קאָואַקסיאַליטי, ייבערפלאַך ווייבריישאַן, צאָן ווייבריישאַן, טיף און הייך. ווען מעסטן, ערשטער טשעק די זאָנד און די קשר טיילן פֿאַר לאָסנאַס.

4. פּרעסיסיאָן מעסטן קיילע: צווייטיק עלעמענט
די רגע עלעמענט איז אַ ניט-קאָנטאַקט מעסטן ינסטרומענט מיט הויך פאָרשטעלונג און פּינטלעכקייַט. די סענסינג עלעמענט פון די מעסטן ינסטרומענט איז נישט אין דירעקט קאָנטאַקט מיט די ייבערפלאַך פון די געמאסטן טייל, אַזוי עס איז קיין מעטשאַניקאַל מעסטן קראַפט; די רגע עלעמענט טראַנסמיטט די קאַפּטשערד בילד דורך די דאַטן שורה צו די דאַטן אַקוואַזישאַן קאָרט פון די קאָמפּיוטער דורך די פּרויעקציע אופֿן. ימאַדזשאַנד אויף די קאָמפּיוטער מאָניטאָר דורך די ווייכווארג: פאַרשידן דזשיאַמעטריק עלעמענטן (פּוינט, שורות, קרייזן, אַרקס, יליפּס, רעקטאַנגגאַלז), דיסטאַנסאַז, אַנגלעס, ינטערסעקשאַנז, דזשיאַמעטריק טאָלעראַנץ (ראָונדנאַס, סטרייטנאַס, פּאַראַלעליזאַם, ווערטיקאַל) גראַד, יצר, שטעלע, קאָנסענטריסיטי , סימעטריע), און CAD רעזולטאַט פֿאַר 2 ד צייכענונג. די קאַנטור פון די וואָרקפּיעסע קענען זיין באמערקט, און די ייבערפלאַך פאָרעם פון די אָופּייק וואָרקפּיעסע קענען זיין געמאסטן.קנק

5. פּרעסיסיאָן מעסטן ינסטראַמאַנץ: דרייַ-דימענשאַנאַל
די קעראַקטעריסטיקס פון די דריי-דימענשאַנאַל עלעמענט זענען הויך פּינטלעכקייַט (אַרויף צו μם מדרגה), וניווערסאַליטי (קענען פאַרבייַטן אַ פאַרשיידנקייַט פון לענג מעסטן ינסטראַמאַנץ), קענען ווערן גענוצט צו מעסטן דזשיאַמעטריק אַספּעקץ (אין אַדישאַן צו די עלעמענטן וואָס די רגע עלעמענט קענען מעסטן, עס קענען אויך מעסטן סילינדערס און קאָנעס), פאָרעם און שטעלע טאָלעראַנץ (אין אַדישאַן צו די פאָרעם און שטעלע טאָלעראַנץ וואָס קענען זיין געמאסטן דורך די רגע עלעמענט, אַרייַנגערעכנט סילינדריסיטי, פלאַטנאַס, שורה פּראָפיל, ייבערפלאַך פּראָפיל, קאָואַקסיאַל, קאָמפּלעקס ייבערפלאַך, ווי לאַנג ווי די דרייַ-דימענשאַנאַל זאָנד קענען זיין גערירט, זייַן דזשיאַמעטריק גרייס, קעגנצייַטיק שטעלע, די ייבערפלאַך פּראָפיל קענען זיין געמאסטן און די דאַטן פּראַסעסינג איז געענדיקט מיט אַ קאָמפּיוטער; הויך בייגיקייַט, און ויסגעצייכנט דיגיטאַל קייפּאַבילאַטיז, עס איז געווארן אַ יקערדיק טייל פון מאָדערן פורעם פּראַסעסינג און מאַנופאַקטורינג און קוואַליטעט פארזיכערונג מיטל, פּראַקטיש מכשירים.

We are a reliable supplier and professional in CNC service. If you need our assistance, please get in touch with me at info@anebon.com.
Anebon Metal Products לימיטעד קענען צושטעלן קנק מאַשינינג, שטאַרבן קאַסטינג, בויגן מעטאַל מאַשינינג באַדינונגס, ביטע פילן פריי צו קאָנטאַקט אונדז.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
פּאָסטן צייט: אפריל 13-2020