
Коркарди рӯизаминӣ ин ташаккул додани қабати рӯизаминӣ бо як ё якчанд хосиятҳои мушаххас дар сатҳи мавод бо усулҳои физикӣ ё химиявӣ мебошад. Табобати рӯизаминӣ метавонад намуди маҳсулот, сохтор, функсия ва дигар ҷанбаҳои иҷроишро беҳтар созад.

1. Анодизатсия
Ин асосан оксидшавии анодикии алюминий мебошад, ки бо истифода аз принсипи электрохимия дар рӯи алюминий ва хӯлаҳои алюминий қабати қабати Al2O3 (оксиди алюминий) ба вуҷуд меояд. Ин қабати филми оксиди дорои хосиятҳои беназире ба монанди муҳофизат, ороиш, изолятсия ва муқовимат ба фарсудашавӣ мебошад.Қисми гардиши тиллои CNC anodized
Ҷараёни раванд:
Ранги монохромӣ, ранги градиентӣ: сайқал додан / регрезӣ / кашидан → дегресс → анодизатсия → безараргардонӣ → ранг кардан → мӯҳркунӣ → хушккунӣ
Ду ранг:
①Пиштакунӣ / регрезӣ / кашидани сим → безараргардонӣ → ниқобкунӣ → анодизатсия 1 → анодизатсия 2 → мӯҳр → хушккунӣ
②Пиштакунӣ / регрезӣ / кашидани сим → безараргардонӣ → анодизатсия 1 → кандакории лазерӣ → анодизатсия 2 → мӯҳр → хушккунӣ
Хусусиятҳои техникӣ:
1. Баланд бардоштани қувват
2. Ҳар гуна рангро дарк кунед, ба ҷуз сафед
3. Ба мӯҳри бе никел ноил шавед ва ба талаботи Аврупо, Иёлоти Муттаҳида ва дигар кишварҳо барои бе никел ҷавобгӯ бошед
Мушкилоти техникӣ ва нуктаҳои асосии такмилдиҳӣ: сатҳи ҳосилнокии анодизатсия ба арзиши маҳсулоти ниҳоӣ вобаста аст. Калиди баланд бардоштани ҳосили оксидшавӣ миқдори мувофиқи оксидант, ҳарорати мувофиқ ва зичии ҷорӣ мебошад, ки аз истеҳсолкунандагони ҷузъҳои сохторӣ талаб мекунад, ки ҷустуҷӯро дар раванди истеҳсолот идома диҳанд, пешрафтро ҷустуҷӯ кунанд. (Мо тавсия медиҳем, ки ба ҳисоби ҷамъиятии "Инженер-механик" диққат диҳед ва дониши молҳои хушк ва маълумоти саноатро зудтар аз худ кунед)
Тавсияи маҳсулот: дастаки камон E+G, аз маводи anodized, аз ҷиҳати экологӣ тоза ва пойдору.коркарди CNC аз пӯлоди зангногир.
2. Электрофорез
Дар пӯлоди зангногир, хӯлаи алюминий ва ғайра истифода мешавад, он метавонад маҳсулотро рангҳои гуногун нишон диҳад, дурахши металлиро нигоҳ дорад ва ҳамзамон иҷрои сатҳи рӯиро бо иҷрои хуби зидди зангзанӣ беҳтар созад.
Ҷараёни раванд: коркарди пешакӣ → электрофорез → хушккунӣ
афзалият:
1. Рангҳои бой;
2. Не сохтори металлӣ, метавонад бо sandblasting, polishing, сим кашидан ва ғайра ҳамкорӣ;
3. Коркард дар муҳити моеъ метавонад коркарди сатҳи сохторҳои мураккаб амалӣ;
4. Технология пухта аст ва метавонад ба таври оммавӣ истеҳсол карда шавад.
Камбудиҳо: Қобилияти пӯшонидани нуқсонҳо умумӣ аст ва электрофорези рехтагарӣ коркарди олиро талаб мекунад.
3. Оксидшавии микроарк
Раванди дар маҳлули электролитӣ (одатан маҳлули заифи сілтӣ) ба кор бурдани шиддати баланд барои тавлиди қабати плёнкаи сатҳи сафолӣ, ки дар натиҷаи таъсири синергетикии разрядҳои физикӣ ва оксидшавии электрохимиявӣ мебошад.

Ҷараёни раванд: коркарди пешакӣ → шустани оби гарм → MAO → хушккунӣ
афзалият:
1. Матн сафолї, намуди кундзеін, нест, маҳсулоти баланд-gloss, эҳсоси дасти нозук, зидди ангуштони;
2. Доираи васеи субстратҳо: Al, Ti, Zn, Zr, Mg, Nb ва хӯлаҳои онҳо ва ғ.;
3. Табобати пешакӣ оддӣ аст; маҳсулот дорои муқовимати аълои зангзанӣ ва обу ҳаво ва иҷрои хуби гармӣ мебошад.
Камбудиҳо: Дар айни замон, ранг маҳдуд аст; танҳо сиёҳ ва хокистарӣ пухтатаранд ва рангҳои дурахшон дар айни замон ба даст овардан душвор аст; арзиши асосан аз истеъмоли қувваи барқ зиёд таъсир мерасонад, ва он яке аз баландтарин хароҷот дар коркарди рӯизаминӣ аст.
4. Пулбандии вакуумии PVD
Номи пурраи ин таҳшиншавии буғи ҷисмонӣ мебошад, ки раванди истеҳсоли саноатӣ асосан бо истифода аз равандҳои физикӣ барои гузоштани филмҳои тунук мебошад.Қисми коркарди CNC

Ҷараёни раванд: тозакунии пеш аз PVD → чангкашак дар танӯр → шустани мақсаднок ва тозакунии ионҳо → пӯшиш → анҷом додани пӯшиш, хунуккунӣ аз кӯра → коркарди пас аз он (полишкунӣ, AFP) (Мо тавсия медиҳем, ки ба "муҳандиси механикӣ" диққат диҳед. ҳисоби расмӣ, бори аввал барои фаҳмидани дониши молҳои хушк, маълумоти соҳа)
Хусусиятҳои техникӣ: PVD (Physical Papor Deposition, Physical Papor Deposition) метавонад рӯи металлро бо пӯшиши сахти баланд пӯшонад ва қабати ороишии керметии муқовимат ба фарсуда шавад.
5. Электркапкан кардан
Ин технологияест, ки электролизро барои пайваст кардани як қабати плёнкаи металлӣ ба рӯи металл истифода мебарад, то аз зангзанӣ пешгирӣ кунад, муқовимати фарсудашавӣ, гузаронии барқ, инъикос ва баланд бардоштани эстетикаро беҳтар кунад.
Ҷараёни раванд: коркарди пешакӣ → миси сілтӣ аз сианид → қалъаи меҳри сианид → плитаи хромӣ
Афзалият:
1. Дар молидани дорои gloss баланд ва намуди металлӣ-сифати баланд;
2. Маводи асосӣ SUS, Al, Zn, Mg ва ғайра мебошад; арзиши он аз PVD камтар аст.
Камбудиҳо: ҳифзи муҳити зист ва хатари баланди ифлосшавии муҳити зист.
6. Пӯшидани хокаи
Пӯшидани хокаро ба рӯи қисмҳои кор бо асбоби дорупошӣ (машинаи дорупошии электростатикӣ) пошида мешавад. Дар зери қувваи барқи статикӣ, хока дар сатҳи порчаи корӣ яксон адсорб карда мешавад, то як қабати хокаро ташкил кунад. Он ҳамворро табобат мекунад ва ба рӯйпӯши ниҳоӣ бо эффектҳои гуногун табдил меёбад (намудҳои гуногуни эффектҳо барои рӯйпӯшҳои хока).
Раванди технологӣ: қисми болоӣ → тозакунии чанги электростатикӣ → пошидан → сатҳи пасти ҳарорати → нонпазӣ
Афзалият:
1. Рангҳои сарватманд, дурахшон ва matte ихтиёрӣ;
2. Арзиши паст, мувофиқ барои сохтани маҳсулоти мебел ва снарядҳои гармкунакҳо ва ғайра;
3. Меъёри баланди истифода, 100% истифода, ҳифзи муҳити зист;
4. Қобилияти қавӣ барои пӯшонидани камбудиҳо; 5. Он метавонад таъсири ғаллаи ҳезумро тақлид кунад.
Камбудиҳо: Дар айни замон дар маҳсулоти электронӣ камтар истифода мешаванд.
7. кашидани симхои металлй
Ин як усули коркарди рӯизаминӣ мебошад, ки тавассути суфта кардани маҳсулот дар рӯи порчаи кор хатҳо ба вуҷуд меорад, ки таъсири ороишӣ дорад. Хатҳои гуногунро, пас аз кашидан, метавон ба расмҳои хати рост, намунаҳои тасодуфӣ, қолабҳои бадалдор ва шакли гардиш тақсим кард.
Хусусиятҳои техникӣ: Табобати кашидани сим метавонад ба сатҳи металлӣ дурахшони металлии ба оина монанд надошта бошад ва коркарди кашидани сим инчунин метавонад камбудиҳои нозуки рӯи металлро бартараф кунад.
Тавсияи маҳсулот: дастаки LAMP, табобати Zwei L, бо истифода аз технологияи дастос аъло барои нишон додани таъми.
8. Рекпартой
Ин равандест, ки дар он ҳавои фишурда ҳамчун қувва барои ташаккул додани чӯби дорупошии баландсуръат барои пошидани маводи дорупошӣ ба рӯи порчаи коркардшуда бо суръати баланд истифода мешавад, то намуди зоҳирӣ ё шакли сатҳи берунии порчаи кор тагйир ёфтани сатх ва ба дарачаи муайяни тозагй ва нохамвории гуногун ба даст меояд.
Хусусиятҳои техникӣ:
1. Барои ноил шудан ба инъикоси гуногун ё мат.
2. Он метавонад буррҳои ночизи рӯи порчаи коркардро тоза кунад ва сатҳи порчаи коркардро ҳамвортар кунад, зарари буррҳоро бартараф созад ва дараҷаи порчаи корро беҳтар созад.
3. Хоки боқимондаи дар коркарди пешакӣ боқимондаро тоза кунед, ҳамвории қисмҳои корро беҳтар созед, порчаи коркардро ранги якхела ва пайвастаи металлиро нишон диҳед ва намуди зоҳирии қисмҳои коркардро зеботар ва зеботар кунед. (Мо тавсия медиҳем, ки ба ҳисоби ҷамъиятии «Инженер-механик» диққат диҳед ва ҳарчи зудтар дониши молҳои хушк ва маълумоти соҳаро аз худ кунед)
Тавсияҳои маҳсулот: дастаки пули классикии E+G, сатҳи регдор, атмосфераи олӣ.
9. Сайёр кардан
Бо истифода аз асбобҳои чандири сайқалдиҳӣ, зарраҳои абразизии ҳаво ва дигар васоити сайқалдиҳӣ сатҳи қисмҳои корро анҷом диҳед. Барои равандҳои гуногуни сайқалдиҳӣ, аз қабили сайқалдиҳии ноҳамвор (раванди сайқалдиҳии асосӣ), сайқалдиҳии миёна (раванди анҷомёбӣ) ва сайқалдиҳии хуб (раванди шишабандӣ), интихоби чархи сайқалдиҳии мувофиқ метавонад ба беҳтарин таъсироти сайқалдиҳӣ ноил шавад ва самаранокии сайқалдиҳиро беҳтар кунад.
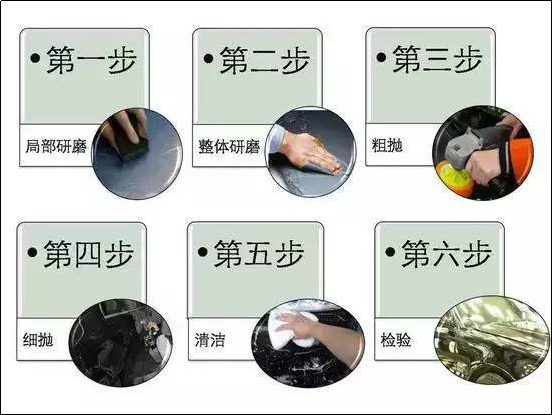
Хусусиятҳои техникӣ: Аниқии шакли андоза ё геометрии порчаи корро такмил диҳед, сатҳи ҳамвор ё дурахшони оина ба даст оред ва дурахшонро нест кунед.
Тавсияҳои маҳсулот: E+G дастаки дароз, сатҳи сайқалёфта, оддӣ ва шево
10. Офтоб
Одатан ҳамчун etching номида мешавад, ки низ бо номи фотокимиёвӣ афшура маълум аст, он ба бартараф намудани филми муҳофизатӣ дар минтақае, ки пас аз дучор шудан ба сохтани плита ва коркард ва тамос бо маҳлули кимиёвӣ ҳангоми ба даст овардани таъсири обшавӣ ва зангзанӣ алоқаманд аст. , ташаккул додани таъсири қолаби concave-convex ё холӣ.
Ҷараёни раванд:
Усули экспозиция: Лоиҳа андозаи маводро мувофиқи графикӣ омода мекунад - омодасозии мавод - тоза кардани мавод - хушккунӣ → филм ё пӯшиш → хушккунӣ → экспозиция → рушд → хушккунӣ - пошидан → кандашавӣ → Хуб
Усули чопи экран: маводи буридан → лавҳаи тозакунӣ (пӯлоди зангногир ва дигар маводи металлӣ) → чопи экран → кашиш → кашидан → Хуб
Афзалият:
1. Он метавонад коркарди микро-коркарди рӯи металлӣ амалӣ;
2. Ба рӯи металл эффектҳои махсус диҳед;
Камбудиҳо: Аксари моеъҳои зангзананда (кислотаҳо, сілтҳо ва ғ.), ки дар сӯзишворӣ истифода мешаванд, ба муҳити зист зарар мерасонанд.
Anebon Metal Products Limited метавонад хидматрасонии коркарди CNC, рехтагарӣ, варақаҳои металлиро пешниҳод кунад, лутфан бо мо дар тамос шавед.
Tel: +86-769-89802722 E-mail: info@anebon.com URL: www.anebon.com
Вақти фиристодан: 08-08-2022