
د انیبون لخوا د میخانیکي پوهې تعریف
میخانیکي پوهه د مختلفو میخانیکي مفکورو، اصولو او عملونو د پوهیدو او پلي کولو وړتیا ده. میخانیکي پوهه د ماشینونو، میکانیزمونو او موادو او همدارنګه د وسایلو او پروسو پوهه شامله ده. پدې کې د میخانیکي اصولو پوهه شامله ده، لکه ځواک او حرکت، انرژی او د ګیرونو او پلیونو سیسټمونه. د میخانیکي انجینرۍ پوهه کې ډیزاین ، ساتنه او د ستونزو حل کولو تخنیکونه ، او همدارنګه د میخانیکي انجینرۍ اصول شامل دي. میخانیکي پوهه د ډیری مسلکونو او صنعتونو لپاره مهم دي چې د میخانیکي سیسټمونو سره کار کوي. پدې کې انجینري، تولید او ساختمان شامل دي.
1. د میخانیکي برخو د ناکامۍ طریقې څه دي؟
(1) ټول تخریب
(2) دايمي تحريف ډېر
(3) د برخې سطحې خرابوالی
(4) د منظم عملیاتي شرایطو د ګډوډولو له امله خرابوالی
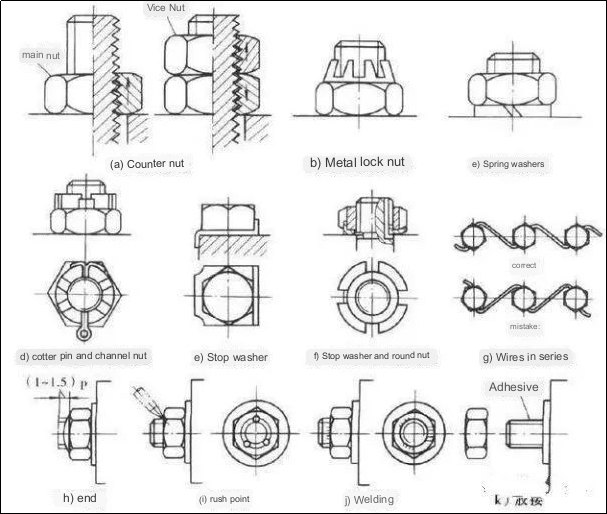
د تار شوي اتصالاتو لپاره د انټي ان سکریونګ پرله پسې اړتیا تر شا دلیل څه دی؟
د انکرینګ ضد اصلي مفهوم څه دی؟
د کمیدو مخنیوي لپاره مختلف میتودونه شتون لري؟
ځواب:
په عموم کې ، تار شوی اتصال کولی شي د ځان تالاشۍ معیارونه پوره کړي او په ناڅاپي ډول خلاص نشي. په هرصورت، په هغه حالتونو کې چې وایبریشنونه، د اغیزو بارونو، یا د تودوخې سخت بدلونونه پکې شامل وي، د نښلونکي مغز په تدریجي ډول د نرمیدو احتمال شتون لري. د تار د لوېدو اصلي لامل د تارونو د جوړو تر منځ نسبي څرخ دی. په پایله کې، دا اړینه ده چې په ریښتینې ډیزاین کې د نرمولو ضد اقدامات شامل کړئ.
په عام ډول کارول شوي میتودونه عبارت دي له:
1. د رګونو پر بنسټ د لوز کولو ضد - د تارونو جوړو تر مینځ د رګونو ساتل ترڅو د نرمیدو مخه ونیول شي، لکه د پسرلي مینځلو او په پورتنۍ خوا کې د ډبل مغز کارول؛
2. میخانیکي انټي لوزینګ - د خنډ څخه کار اخیستلماشین شوي اجزاد انټي لوز کولو تضمین کولو لپاره، ډیری وختونه د نورو په منځ کې ټوټه شوي مغز لرونکي او کوټر پنونه کار کوي؛
3. د ګډوډۍ پر بنسټ د تار جوړو د نرمولو ضد - د تارونو د جوړو ترمنځ د اړیکو تعدیل او بدلول، لکه د اغیز پر بنسټ تخنیک پلي کول.
د تاریکو اړیکو د ټینګولو موخه څه ده؟
Pد پلي شوي ځواک د کنټرول لپاره څو طریقې وړاندې کړئ.
ځواب:
د تار شوي اتصالونو د ټینګولو تر شا نیت دا دی چې بولټونو ته اجازه ورکړي چې مخکې له مخکې سخت ځواک رامینځته کړي. دا دمخه د ټینګولو پروسه هڅه کوي د پیوستون انحصار او ټینګښت ته وده ورکړي ترڅو د بار کولو شرایطو لاندې د یو بل سره وصل شوي برخو ترمینځ د هر ډول تشو یا نسبي حرکت مخه ونیسي. د سخت ځواک کنټرول لپاره دوه اغیزمن تخنیکونه د تورک رنچ یا دوامداره تورک رنچ کارول دي. یوځل چې اړین تورک ته ورسیږي، دا په ځای کې تړل کیدی شي. په بدیل سره، د بولټ اوږدوالی اندازه کیدی شي ترڅو د مخکې کلک کولو ځواک تنظیم کړي.
د بیلټ ډرایو کې د سکیډینګ څخه لچک لرونکي سلایډ څنګه توپیر لري؟
د V- بیلټ ډرایو په ډیزاین کې، ولې د کوچني پللي لږترلږه قطر کې محدودیت شتون لري؟
ځواب:
لچکدار سلیډینګ د بیلټ ډرایو اصلي ځانګړتیا څرګندوي چې نشي مخنیوی کیدی. دا واقع کیږي کله چې په تشنج کې توپیر شتون ولري او د بیلټ مواد پخپله یو ایلیسټومر وي. له بلې خوا، سکډینګ یو ډول ناکامي ده چې د ډیر بار کولو له امله رامینځته کیږي او باید په هر قیمت کې مخنیوی وشي.
په ځانګړې توګه، سکیډینګ په کوچنۍ پلۍ کې ترسره کیږي. د خارجي بارونو زیاتوالی د دواړو خواوو تر مینځ د تاو تریخوالي کې د لوی توپیر لامل کیږي، چې په پایله کې یې د ساحې پراخیدل چیرې چې د لچک وړ سلایډینګ واقع کیږي. لچکدار سلیډینګ د کمیتي بدلون استازیتوب کوي، پداسې حال کې چې سکډینګ د کیفیت بدلون څرګندوي. په پایله کې، د چپه کیدو د مخنیوي لپاره، د کوچنۍ پلني په لږ تر لږه قطر کې محدودیت شتون لري، ځکه چې د کوچني پلني قطر د کوچنیو زاویه زاویه او د تماس ساحه کموي، چې د ټوټې کیدو احتمال ډیر کوي.
د غاښونو د سطحې د سلیډنګ سرعت څنګه د خړ کاسټ اوسپنې او المونیم اوسپنې برونزو توربینونو د منلو وړ تماس فشار سره تړاو لري؟
ځواب:
د خړ کاسټ اوسپنې او المونیم اوسپنې برونزو توربینونو د منلو وړ تماس فشار د غاښونو د سطحې د سلیډنګ سرعت لخوا اغیزمن کیږي د پام وړ ناکامي موډل له امله چې د غاښونو سطحه چپکونکي په نوم پیژندل کیږي. چپک په مستقیم ډول د سلیډینګ سرعت لخوا اغیزمن کیږي، پدې توګه د اجازې تماس فشار اغیزه کوي. له بلې خوا، د کاسټ ټین برونزو توربینونو اصلي ناکامي طریقه د غاښونو سطحې کندې دي، چې د اړیکو فشار له امله رامنځته کیږي. له همدې امله، د منلو وړ تماس فشار د سلیډینګ سرعت سره تړاو نلري.
اینومد حرکت ځانګړي قوانین، د اغیزې ځانګړتیاوې، او د کیم میکانیزم پیروانو لپاره مناسب سناریوګانې له منځه یوسي.
ځواب:
د کیم میکانیزم پیروانو لپاره د حرکت قوانین د ثابت سرعت حرکت، د مختلف سست حرکت قوانین، او ساده هارمونیک حرکت (د کوزین سرعت حرکت قانون) شامل دي. د ثابت سرعت حرکت قانون سخت تاثیرات ښیې او په ټیټ سرعت او د سپک بار سناریوګانو کې غوښتنلیک ومومي.
د سست حرکت قوانین، په شمول د ثابت سرعت، د انعطاف وړ اغیزو ځانګړتیا او د منځني او ټیټ سرعت حالتونو لپاره مناسب دي. ساده هارمونیک حرکت (کوزین 4-کورډ سرعت حرکت قانون) نرم تاثیر وړاندې کوي کله چې وقف وقفه وي، دا د منځنۍ او ټیټ سرعت سناریو لپاره ګټور کوي. په تیز رفتار سناریو کې د آرام وقفې پرته، هیڅ انعطاف وړ اغیزه نلري، دا د دې شرایطو لپاره مناسب کوي.
د غاښونو پروفایل میش کولو لپاره بنسټیز اصول لنډیز کړئ.
ځواب:
مهمه نده چې د غاښونو پروفایلونه چیرې تماس نیسي ، د تماس له نقطې څخه تیریږي عام نورمال کرښه باید د مرکز په کرښه کې یو ځانګړي نقطه سره قطع کړي. دا حالت ډاډمن کوي چې د لیږد دوامداره تناسب ساتل کیږي.
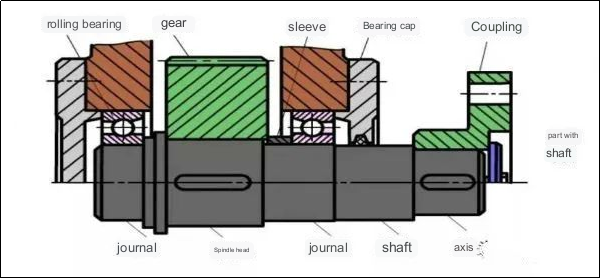
په شافټ کې د برخو د احاطه کولو لپاره مختلفې لارې کومې دي؟ (له څلورو څخه ډیر میتودونه چمتو کړئ)
ځواب:
د محیطي فکسیشن امکاناتو کې د کلیدي پیوستون کارول شامل دي، یو ویشل شوي پیوستون، د مداخلې فټ اتصال، یو سیټ سکرو، د پن اتصال، او د توسع کولو ګډ.
په شافټ کې د برخو د نښلولو لپاره د محوري فکس کولو تخنیکونو لومړني ډولونه کوم دي؟
د هر یو توپیر ځانګړتیاوې څه دي؟ (له څلورو څخه زیات یادونه)
ځواب:
په شافټ کې د برخو د نښلولو لپاره د محوري فکس کولو میتودونه ډیری کلیدي ډولونه لري، هر یو د جلا ځانګړتیاو سره. پدې کې د کالر فکسیشن ، تاریډ فکسیشن ، هیدرولیک فکسیشن ، او فلانج فکسیشن شامل دي. د کالر فکسیشن کې د کالر یا کلیمپ کارول شامل دي چې د شافټ شاوخوا کلک شوي ترڅو برخه په محوري ډول خوندي کړي. د تارونو فکسیشن په شافټ یا برخه کې د تارونو کارول شامل دي ترڅو دوی په کلکه سره یوځای کړي. د هیدرولیک فکسیشن هیدرولیک فشار کاروي ترڅو د برخې او شافټ ترمینځ قوي اړیکه رامینځته کړي. د فلانج فکسیشن کې د فلانج کارول شامل دي چې بولټ شوي یا ویلډ شوي ويد cnc ماشین برخېاو شافټ، د خوندي محوری ضمیمه تضمین کوي.
ولې دا اړینه ده چې د تړل شوي کیم ډرایو لپاره د تودوخې توازن محاسبه ترسره کړئ؟
ځواب:
تړل شوي د ورم ډرایو نسبي سلیډنګ او د لوړې کچې رګونه ښیې. د دوی د تودوخې محدودیت ظرفیتونو او د چپکولو مسلو لپاره تمایل له امله ، د تودوخې توازن محاسبه ترسره کول اړین دي.
کوم دوه د ځواک محاسبې تیوري د ګیر ځواک محاسبه کې ګمارل شوي؟
دوی کومې ناکامۍ په نښه کوي؟
که چیرې د ګیر لیږد د تړل شوي نرم غاښ سطح کاروي، د ډیزاین معیار څه دی؟
ځواب:
د ګیر ځواک محاسبه د غاښونو د سطحې د تماس ستړیا ځواک او د غاښ د ریښې د ضعیف ستړیا ځواک ټاکل شامل دي. د تماس د ستړیا ځواک موخه د غاښونو په سطحه کې د ستړیا د ماتولو د ناکامۍ مخنیوی دی، پداسې حال کې چې د زنګ وهلو ستړیا ځواک د غاښونو په ریښو کې د ستړیا تخریب په ګوته کوي. د ګیر لیږد د تړل شوي نرم غاښونو سطح کاروي د غاښونو د سطحې د تماس ستړیا ځواک په پام کې نیولو او د غاښ د ریښې د ضعیف ستړیا ځواک تصدیق کولو ډیزاین معیار تعقیبوي.
د کوپلینګ او کلچ اړوند دندې څه دي؟
دوی څنګه د یو بل څخه توپیر لري؟
ځواب:
دواړه جوړه او کلچونه د دوه شافټونو سره وصل کولو هدف ته د تورک لیږد او همغږي شوي گردش وړولو لپاره خدمت کوي. په هرصورت، دوی د عملیاتو په جریان کې د دوی د بې برخې کولو وړتیاوو له مخې توپیر لري. جاوپلینګ شافټونه نښلوي چې د کارولو پرمهال نشي جلا کیدی؛ د دوی قطع کول یوازې د جلا کولو له لارې ممکن ديبدلیدونکي برخېد بندیدو وروسته. له بلې خوا، کلچ د ماشین عملیاتو په جریان کې په هره شیبه کې د دوه شافټونو ښکیل یا جلا کولو وړتیا وړاندې کوي.
د تیلو فلم بیرنګونو لپاره اړین شرایط په سمه توګه کار کولو لپاره په ګوته کړئ.
ځواب:
هغه دوه سطحې چې د نسبي حرکت څخه تیریږي باید د ویج په شکل تشه رامینځته کړي. د سطحو تر مینځ د سلیډنګ سرعت باید د لوی بندر څخه د غوړ تیلو ننوتل تضمین کړي او له کوچني بندر څخه وتل؛ د غوړولو غوړ باید یو ځانګړی ویسکوسیټي ولري، او د تیلو کافي عرضه اړینه ده.
د بییرنګ ماډل 7310 د اغیزو، توپیر ځانګړتیاو، او عادي غوښتنلیکونو په اړه یو لنډ وضاحت وړاندې کړئ.
ځواب:
د کوډ تشریح: کوډ "7″ د زاویه تماس بال بییرنګ استازیتوب کوي. نوم "(0)" معیاري پلنوالي ته اشاره کوي، د "0" اختیاري سره. د "3" شمیره د قطر له مخې منځنۍ لړۍ څرګندوي. په نهایت کې، "10" د 50mm داخلي بیرینګ قطر سره مطابقت لري.
ځانګړتیاوې او غوښتنلیکونه:
د دې بییرنګ ماډل کولی شي په ورته وخت کې په یو اړخ کې د ریډیل او محوری بارونو برداشت کړي. دا د لوړ حد سرعت وړاندیز کوي او معمولا په جوړه کې کارول کیږي.
د لیږد سیسټم دننه د ګیر لیږد، بیلټ لیږد، او د زنځیر لیږد شامل دي، کوم ډول لیږد عموما په لوړ سرعت کې ځای پرځای کیږي؟
برعکس، د لیږد کومه برخه په ټیټ ګیر موقعیت کې تنظیم شوې؟
د دې ترتیب تر شا دلیل تشریح کړئ.
ځواب:
عموما، د بیلټ ډرایو د لوړ سرعت په کچه موقعیت لري، پداسې حال کې چې د زنځیر ډرایو په ټیټ ګیر موقعیت کې ځای پرځای شوی. د بیلټ ډرایو ځانګړتیاوې لري لکه مستحکم لیږد، تکیه کول، او شاک جذب، دا په لوړ سرعت کې د موټرو لپاره ګټور کوي. له بلې خوا، د زنځیر ډرایو د عملیاتو په جریان کې شور تولیدوي او د ټیټ سرعت سناریو لپاره غوره دي، په دې توګه په عموم ډول د ټیټ ګیر مرحلې ته تخصیص کیږي.
د زنځیر لیږد کې غیر یونیفورم سرعت څه لامل کیږي؟
لومړني عوامل کوم دي چې دا اغیزه کوي؟
په کومو شرایطو کې د فوري لیږد تناسب ثابت پاتې کیدی شي؟
ځواب:
1) د زنځیر لیږد کې غیر منظم سرعت په عمده ډول د زنځیر میکانیزم کې د پولیګونل اغیزې له امله رامینځته کیږي؛ 2) هغه مهم فکتورونه چې په دې اغیزه کوي د زنځیر سرعت، د زنځیر پیچ، او د سپروکټ غاښونو شمیر شامل دي. 3) کله چې په دواړو لویو او کوچنیو سپروکټونو کې د غاښونو شمیر مساوي وي (یعنې z1 = z2) او د دوی تر مینځ فاصله د پیچ (p) دقیق ضرب وي، د فوري لیږد تناسب په 1 کې ثابت پاتې کیږي.
ولې د پینین د غاښونو عرض (b1) د سلنډر ګیر کمولو کې د لوی ګیر د غاښونو عرض (b2) څخه لږ څه لوی دی؟
کله چې د ځواک محاسبه کول، ایا د غاښونو د عرض اندازه (ψd) باید د b1 یا b2 پر بنسټ وي؟ ولې؟
ځواب:
1) د اسمبلۍ غلطیو له امله د ګیرونو محوري غلط تنظیم کولو مخنیوي لپاره ، د میش کولو غاښونو عرض کم شوی ، چې د کاري بار ډیروالي لامل کیږي. له همدې امله، د کوچني ګیر د غاښونو عرض (b1) باید د لوی ګیر b2 څخه لږ څه لوی وي. د ځواک محاسبه باید د لوی ګیر د غاښونو عرض (b2) پراساس وي ځکه چې دا د ریښتیني تماس پلنوالی څرګندوي کله چې د سلنډر ګیرونو جوړه جوړه وي.
ولې د وړې پلۍ قطر (d1) باید د لږ تر لږه قطر (dmin) سره مساوي یا ډیر وي او د ډرایو څرخ (α1) د زاویې زاویه د سست بیلټ ډرایو کې له 120° سره مساوي یا لوی وي؟
عموما، د وړاندیز شوي بیلټ سرعت د 5 څخه تر 25 متر / ثانیو پورې وي.
د سيپایلې که د بیلټ سرعت له دې حد څخه تیر شي؟
ځواب:
1) د کوچني پلني یو کوچنی قطر په کمربند کې د لوړ فشار فشار لامل کیږي. د دې لپاره چې د اضافي فشار فشار مخه ونیول شي، د کوچني پللي لږترلږه قطر باید وساتل شي.
2) د ډرایو څرخ د لپاس زاویه (α1) د بیلټ اعظمي اغیزمن فشار اغیزه کوي. کوچنی α1 د ټيټ اعظمي مؤثره ایستلو ځواک پایله لري. د اعظمي مؤثره ایستلو ځواک ته وده ورکولو او د ټوټې کیدو مخنیوي لپاره ، په عمومي ډول د α1≥120° زاویه زاویه وړاندیز کیږي.
3) که چیرې د بیلټ سرعت د 5 څخه تر 25 متر / s حد څخه بهر وي، نو پایلې کیدی شي. د سلسلې څخه ښکته سرعت ممکن لوی اغیزمن کشولو ځواک (Fe) ته اړتیا ولري، چې د بیلټ (z) شمیر او د لوی بیلټ ډرایو جوړښت کې زیاتوالی المل کیږي. برعکس، د بیلټ ډیر سرعت به د لوړ سینټرفیوګال ځواک (Fc) پایله ولري، چې احتیاط ته اړتیا لري.
د هیلیکل رولینګ ګټې او زیانونه.
ځواب:
ګټې
1) دا لږترلږه اغوستل ښیې ، او د تنظیم کولو تخنیک د پاکوالي له مینځه وړو لپاره پلي کیدی شي او د یوې ټاکلې کچې دمخه خرابوالي هڅوي ، په دې توګه سختیت لوړوي او د لیږد لوړ درستیت ترلاسه کوي.
2) د ځان تړلو سیسټمونو برعکس، دا د دې وړتیا لري چې خطي حرکت په روټري حرکت بدل کړي.
نیمګړتیاوې
1) جوړښت پیچلی دی او په تولید کې ننګونې رامینځته کوي.
2) ځینې میکانیزمونه ممکن د ځان تړلو اضافي میکانیزم ته اړتیا ولري ترڅو د بیرته راګرځیدو مخه ونیسي.
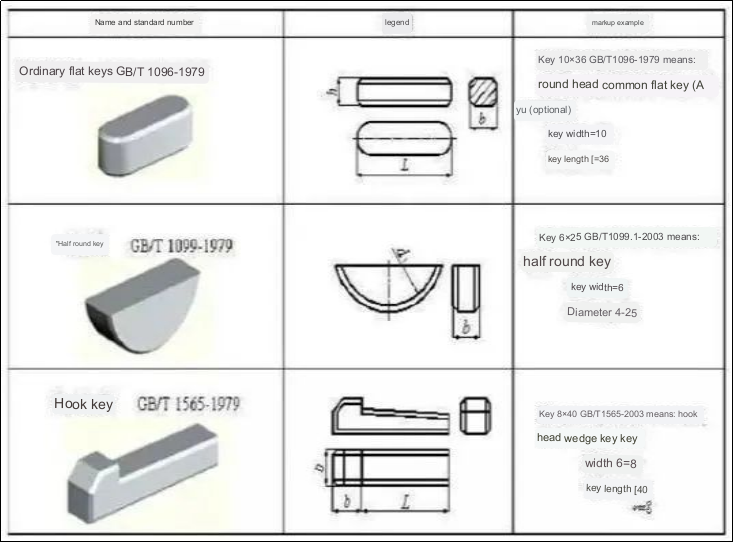
د کیلي غوره کولو لپاره اساسي اصول څه دي؟
ځواب:
کله چې کیلي غوره کړئ، دوه کلیدي نظرونه شتون لري: ډول او اندازه. د ډول انتخاب په فکتورونو پورې اړه لري لکه د کلیدي پیوستون جوړښتي ځانګړتیاوې، د کارونې اړتیاوې، او کاري شرایط.
له بلې خوا، د اندازې انتخاب باید د معیاري مشخصاتو او ځواک اړتیاو سره سمون ولري. د کیلي اندازه د کراس سیکشنل ابعادو څخه جوړه ده (د کلیدي پلنوالی b * کلیدي لوړوالی h) او اوږدوالی L. د کراس برخې برخې ابعادو انتخاب b*h د شافټ قطر d لخوا ټاکل کیږي ، پداسې حال کې چې د کلیدي اوږدوالی L کولی شي. عموما د مرکز اوږدوالی پراساس ټاکل کیږي، پدې معنی چې د کلیدي اوږدوالی L باید د مرکز له اوږدوالي څخه ډیر نه وي. برسیره پردې، د لارښود فلیټ کیلي لپاره، د مرکز اوږدوالی په عموم ډول د شافټ قطر d (1.5-2) ځله شاوخوا دی، د مرکز اوږدوالی او د سلیډینګ واټن په پام کې نیولو سره.
انیبون په خپلو قوي تخنیکي وړتیاو تکیه کوي او په دوامداره توګه پرمختللي ټیکنالوژي رامینځته کوي ترڅو د CNC فلزي پروسس اړتیاوې پوره کړي ،5 محور cnc ملنګ، او د موټرو کاسټینګ. موږ ټولو وړاندیزونو او نظریاتو ته خورا ارزښت ورکوو. د ښې همکارۍ له لارې، موږ کولی شو دوه اړخیز پرمختګ او ښه والی ترلاسه کړو.
په چین کې د ODM جوړونکي په توګه، انیبون د المونیم ټاپه کولو برخو او د ماشینونو برخو تولیدولو کې تخصص لري. اوس مهال، زموږ محصولات د سویل ختیځ آسیا، امریکا، افریقا، ختیځې اروپا، روسیه، او کاناډا په ګډون د نړۍ شاوخوا شپیته هیوادونو او مختلفو سیمو ته صادر شوي دي. انیبون په چین او د نړۍ په نورو برخو کې د احتمالي پیرودونکو سره پراخه اړیکې رامینځته کولو ته ژمن دی.
د پوسټ وخت: اګست-16-2023